
Lehimlash polietilen trubkalari oxirigacha va elektr konnektoridan foydalaniladi
Bugungi kunda polimer materiallardan tayyorlangan mahsulotlar hayot va sanoatimizning ko'plab sohalarida qo'llaniladi. Ayniqsa, HDPE - past bosimli polietilen. Ushbu material uning o'ziga xos tortishish kuchi tufayli uning chidamliligi, chidamliligi bilan ajralib turadi, oson o'rnatish mumkin. Polietilen quvurlar tez-tez turli maqsadlar uchun quvurlarni ishlab chiqaradi. HDPE mahsulotlarini payvandlash individual blanklarni ulash uchun amalga oshiriladi. Ushbu maqolada, HDPE dan payvandlash quvurlarining navlari va xususiyatlari haqida gapiramiz.
Ulanish turlari
Polietilen quvurlarni ulash uchun quyidagi usullarni qo'llash mumkin:
- Plug-in konnektorlari. HDPE dan bo'shliqlarni joylashtirish uchun po'lat troyniklar kerak bo'ladi. Ushbu printsipning asosiy xususiyati shundaki, foydalanish vaqtida quvurni demontaj qilish mumkin.
- Silinmaydigan. Bunday holda, aloqani olib tashlash aloqasiz ishlaydi. Bunday aloqani amalga oshirish uchun blanklarni payvandlash kerak. Buning uchun quyidagi usullardan biri foydalanish mumkin:
- polietilen ignalarni peshona bilan payvandlash;
- hDPE mahsulotlarini kavramalar yordamida payvandlash.
Katta diametrli elementlardan quvurlarni yig'ish uchun termoreorganizmlar yoki payvandlash manbalari qo'llaniladi. Har ikkalasini ham ishlatganda ishonchli monolitik aloqa olinadi.
HDPE mahsulotlarini buttka bilan payvandlash

HDPE quvurlarini payvandlash manba uskunasini ishlatishni talab qiladi. Payvandlash jarayonida qo'shimcha qismlardan foydalanilmayotganligi sababli, o'rnatish jarayoni juda oson. Shunday qilib, HDPE-dan faqat bo'shliqlarni payvandlash mumkin.
E'tibor qiling: HDPE mahsulotlarini sifatli payvandlash payvandi faqat bitta tikuv yo'li bilan amalga oshirilishi sharti bilan olinadi. Shu sababli, birlashtiriladigan qismlarni birlashtirilishining davomiyligi maksimal bo'ladi.
Polietilen po'lat quvurlarni payvandlash eng samarali va ko'p qirrali texnologiyadir, chunki ayni paytda materialning moslashuvchanligi quvurda saqlanadi. Ushbu usul ishlatiladigan quvur liniyasining turiga (trench, trenchless yoki ochiq) qaram bo'lmasdan ishlatilishi mumkin.
Polietilen quvurlarni quyish quyidagi tartibda amalga oshiriladi:
- Dastlab, birlashtiriladigan bo'shliqlarning uchlari payvandlash uskunasining markaziy qismida o'rnatilishi kerak.
- Parchalari hizalandıktan keyin, chang, axloqsizlik va yog 'uchlarini tozalash uchun paxta va spirtli foydalaning.
- Keyin payvandlanadigan uchlari birlashtiruvchi qurilmaning yordami bilan qayta ishlanadi. Qalinligi 0,5 mm dan oshmagan bir xil chiplar shakllana boshlagach, so'nggi qirqish to'xtaydi. Endi ishlov beriladigan qismni uchidan qo'l parallelligi bilan chiqarib olish mumkin.
- Resursli sirtlar o'rtasida qabul qilinadigan oraliq bo'lsa, trim jarayonini takrorlash kerak.
- Shundan so'ng quvurlarni lehimlash ishlari olib boriladi. Bu foydalanish uchun isitish elementi nonstick shakllar istalgan haroratga isitiladi tugaydi.
- etarli oplavyatsya tugaydi qachon, isitish elementi uchun payvandlash zonasida dan zoti mahsulotlar, shuningdek, ekstrakti payvandlangan.
- Shundan so'ng, payvandlangan uchlari yopiq bo'lishi mumkin va kelepçenin bosimi kerakli qiymatiga ulaşana qadar ortadi.
- Payvand choki muayyan vaqt davomida bosim ostida saqlanishi kerak.
- Shundan so'ng payvandlash sifati tekshiriladi. Buning uchun panjaraning ko'rinishini, kengligi va balandligini baholang.
HDPE dan bo'shliqlarni muffli manba

IPA payvandlash manşonu quvurlar usul maxsus payvandlash birligidan foydalanib amalga oshiriladi, bir lehim temir, shuningdek diametri farq qilishi mumkin maxsus nasadkalar majmuini chaqirdi. Burun o'lchamlari payvandlangan polietilen quvurlar diametriga asoslangan holda tanlanadi.
Quvurlar quvurlari HDPE dan choklash bilan bog'lash fittingdan foydalangan holda amalga oshiriladi. Ushbu mahsulotlar konfiguratsiyasi boshqacha bo'lishi mumkin. Ular burchaklar, tee'lar yoki murvatlar shaklida bo'lishi mumkin. Ushbu lehim usuli bilan bo'shliqlar va armatura uchlari payvandlanadi.
Muhim: payvandlash qoplangan asosiy afzalligi, u ish qismlarini eksensel olish qiyin uzoq joylarda, amalga oshirilishi mumkin, deb hisoblanadi.
Polietilen qismlarni isitish ish qismini payvandlash moslamasining isitilgan metall qismiga tegish orqali amalga oshiriladi. Ikki burma qismdan iborat:
- mandrel ichki qismining ichki qismini isitadi;
- isitish trubkasi kovanga solinadi.
Ushbu nozulni lehim qurilmasining teshikka joylashtirish uchun qo'l va mandralarni bir-biriga bog'lab qo'yish kerak.
Polietilen quvurlarni muff usulida laxta qilish quyidagi tayyorgarlik choralarini o'z ichiga oladi:
- Ish qismlari kerakli o'lchamdagi maxsus qaychi yordamida kesilishi kerak. Kesish mahsulotning uzunlamasına o'qiga keskin tikdirilishi kerak.
- Lehimlashdan oldin birlashtiriladigan bo'shliqlarning uchlari tozalanishi kerak.
- Resurs jarayonida nomaqbul sovutishning oldini olish uchun, hozirda bog'lanmagan quvurlarning uchlari tuynuk bilan yopiladi.
- Shundan so'ng, avvalgi ishdan keyin qolishi mumkin bo'lgan materiallarning zarralaridan payvandlash uchun ko'krak yuzasini tozalash kerak.
Endi bu ketma-ketlikda amalga oshiriladigan payvandlash jarayoniga o'tishingiz mumkin:
- Birinchidan, ko'krak paychalarining payvandlash haroratiga qizdirilishi kerak. Qiymat zarur darajaga etganda, lehimlanadigan temir tanasining belgisi signal beradi.
- Shundan so'ng, HDPE trubkasi to'xtatilgunga qadar kovanga solingan bo'lishi kerak. O'z navbatida, moslama mandrelga boradigan joyga qadar qo'yiladi. Diametrlar biroz farq qiladigan bo'lsa, protsedurani bajarish uchun biroz harakat talab etiladi.
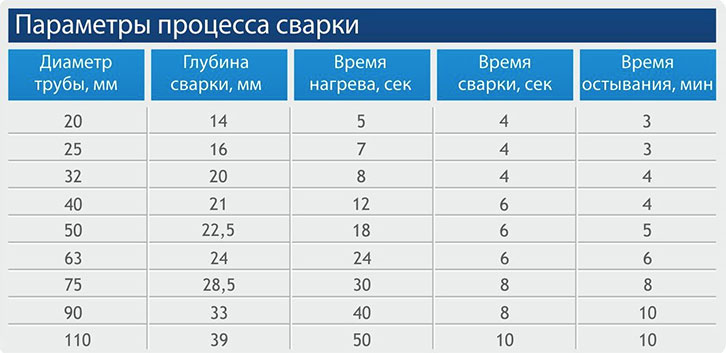
- Biz maxsus jadvallarga muvofiq quvur payvandlash vaqtini tanlaymiz, bu erda turli diametrli mahsulotlar uchun indeks ko'rsatilgan.
- Quvurli elementni joylashtirish va moslamani joylashtirish jarayonida preformlarning yuzasidan ortiqcha material eritiladi va tashqariga ekstrude qilinadi. Natijada, payvandlangan elementlarning chetida bo'ylab halqa hosil bo'ladi.
- Ishlov berish moslamasi va moslamaning to'xtash joyiga etib kelish vaqtida ehtiyot qismlarni qo'yish vaqtida to'xtatilishi kerak. Bu shartni bajarish juda muhim, chunki aks holda aloqa etarli darajada kuchga ega bo'lmaydi. Ishlov berish chuqurligini aniq aniqlash qiyin bo'lgani uchun ushbu qiymati oldindan o'lchab, quvurni belgilash kerak.
- Keyin payvandlangan ish qismini ko'krak qafasdan oling. Shundan so'ng, quvurni o'ramga silindrni mahkam joylashtiradigan tarzda joylashtiring. Bog'langan qismlarning sovishini kuting. Bunday holda, ularni burish va turli mexanik ta'sirlarga duchor qilmang.
Elektrofusli payvandlash

Bunday aloqani amalga oshirish uchun maxsus isitish moslamalari o'rnatiladigan maxsus elektr konnektikatsiyasi talab qilinadi. Agar siz ushbu payvandni koptok bilan solishtirsangiz, qimmatroq elektr konnektorlari sotib olish kerakligi tufayli bu juda qimmatga tushadi.
Biroq, bu usul o'zining afzalliklariga ega:
- Quvurlarning ichki yuzasida hech qanday panjaralar hosil bo'lmagani uchun quvurning o'tkazuvchanligi pasaymaydi.
- Ushbu payvandlash usuli cheklangan makonda foydalanishga yaroqlidir, bu erda siz umumiy payvandlangan agregani o'rnatolmaysiz.
Ikki blankani quvur liniyasining tekis qismiga ulash uchun an'anaviy elektr konnektorlardan foydalaning. Biroq, ba'zi hollarda, elektrofüzyon tee va Eder eğrilerini foydalanish kerak bo'ladi. Ishni bajarish uchun payvandlash uchun elektrofüzyon birligiga kerak bo'ladi.
Payvandlash jarayoni polietilen bilan payvandlash moslamasi yordamida amalga oshiriladi. Bu isitish elementlari sifatida ishlaydigan ichki spirallarga ega bo'lgan maxsus mahsulot. Shu bilan birga, isitish spirali bilan eritilgan moslashuvchan materialning bir qismi ishlaydigan polimer materialiga birlashtirilib, qattiq monolitik quvurni hosil qiladi. Aytgancha, spiral olingan poydevorda abadiy qoladi.
Muhim: Elektrofüzyon texnologiyasi yuqori mukavemetli bir bileşiğin qo'lga qilinishini ta'minlaydi. Shu bilan birga, ushbu usulning yuqori qiymati tufayli gaz va neft mahsulotlarini tashish uchun bosimli aloqa o'rnatishda foydalaniladi.
Elektr konnektlarini payvandlash quyidagi tartibda amalga oshiriladi:
- Maxsus chiqib ketish uskunalari yordamida quvurlar to'g'ri o'lchamdagi qismlarga bo'linadi.
- Keyinchalik, bo'shliqlar axloqsizlik bilan tozalanishi va payvandlash joyida yog 'olinishi kerak. Shu bilan muomala elektr konnektiga tobe bo'lishi kerak.
- Keyinchalik, quvur elementlari ustida quvurlar kuplaga kiritilishi chuqurligini nazorat qilish imkonini beradi.
- Resurs jarayonida elementlarning keraksiz sovishini oldini olish uchun quvurlarning erkin uchlari yumshatiladi.
- Maxsus simlardan foydalanish payvandlash apparati elektr konnektiga ulangan bo'lsa, start tugmasini bosiladi.
- Muayyan vaqtdan keyin jihoz avtomatik ravishda o'chadi, bu esa payvandlashni tugatishni bildiradi.
- Shunday qilib olingan moddalar faqat bir soatdan keyin operatsiya qilinishi mumkin.
Diqqat: sifatli payvandlashning asosiy sharti payvandlash va sovutish jarayonida ehtiyot qismlar harakati hisoblanadi.
Qo'lga kiritilgan payvandlarga quyidagi talablar qo'yiladi:
- Resursli tikuvning hoshiyali duduklari payvandlashdan oldin ishlov berish qismida joylashgan belgini qoplashi kerak.
- bir-biriga nisbatan quvur bo'limlari ruxsat etilgan olish IPA element devor qalinligi 10% dan ortiq emas.
- payvandlangan ish qismini devor qalinligi ortiq 5 mm bo'lmasa, sifatli manba da to'lqin balandligi taxminan 2,5 mm bo'lishi kerak. 6-20 mm devor qalinligi bo'lgan quvurlarni payvandlashda silindrning balandligi 5 mm dan ortiq bo'lishi kerak.
HDPE dan bo'shliqlarni payvandlash usulini tanlashda o'rnatiladigan muhandislik inshootlarining ish sharoitlarini hisobga olish kerak. Ushbu omilni hisobga olgan holda, ishonchli va yuqori sifatli quvurlarni ishlab chiqarish mumkin, bu o'z vaqtida samarali ishlaydi.
Har yili qurilish mahsulotlarining turlari o'sib bormoqda. Bozorda qurilish bosqichlarini osonlashtiradigan va ishchilarning samaradorligini oshiradigan zamonaviy materiallar mavjud. Iste'molchilar uylarda ichki tizimlarni rejalashtirishda uzoq muddatli xizmat ko'rsatish quvvatlarini ishlatishadi. Iste'molchilar talablarini qondiradigan munosib alternativ ichki kommunikatsiyalarning plastik qismidir. Plastik quvurlarni qanday yoqish mumkin?
Bunday texnologiyalarning yana bir afzalligi suv ta'minoti va issiqlik tarmoqlarini mustaqil ta'mirlash yoki almashtirish qobiliyatining paydo bo'lishi. Suv ta'minoti uchun plastmassa quvurlarni qanday yoqish mumkin?
Turlarga qaraylik

Metall plastmassalar

Polietilen
Bunday aloqa pastki ko'rinishga bo'linadi:
- Polietilen - binolar va tashqi yo'nalishlarda qoramollarni joylashtirish uchun ishlatiladi. Ularni yuqori bosimli quvurli ulanishlarda va past haroratda ishlatish mumkin.
- PVX ta'mirlash xarajatlarini kamaytirish uchun ishlatiladi.
- Metall plastmassa - 50 yildan ziyod foydali mahsulot. Issiq suvni almashtirish uchun ideal.
Ushbu materialni keng qo'llash bir qator sabablarga bog'liq. Metalllarga qarama-qarshi bo'lgan bunday tuzilmalarning ijobiy xususiyatlari:
- Uzoq xizmat muddati.
- Past korroziya.
- O'rnatish oson.
- Maxsus ko'nikmalarni talab qilmaydi.
- Ekologik toza material.
- Iqtisodiy va iqtisodiy jihatdan qulay.
- Engil va oson transport.
- Mikroorganizmlarning zararli ta'siriga moyil emas.
Sizning suv ta'minoti tizimi

O'rnatish moslamasi

Polietilen namunalari sivi usuli bilan yoki kavislar / birikmalari yordamida o'rnatiladi. Suv ta'minoti uchun plastmassa quvurlarni qanday yoqish mumkin?
Yangi suv quvurlarini o'tkazish uchun PVX va polietilen maxsulotlari mustahkamlash va mustahkamlashsiz mos keladi. Tayyorlik, kelajakda suv ta'minoti sxemasini yaratishni, shoxlar uzunligini, uning o'rnini va o'rnatish uchun barcha zarur qismlarini ko'rsatib beradi. Bükülmelerin uzunligini va sonini to'g'ri hisoblash texnologiyani soddalashtiradi, vazifa tezligini oshiradi va qayta ishlashga yo'l qo'ymaydi.

Lehimlash temir

Truborez
Polietilen ulanishlarni lehimlash uchun quyidagilarni amalga oshirish kerak:
- Lehimlash temir.
- Truborez
- Quvurlarni kesish va chiqib ketish uchlari chiqib ketish qirralari uchun trimmer.
- Tuproq chig'anoq qog'ozi
- Kaplin (agar ulash bo'lsa)
Isitish uskunasi - turli diametrlardagi maxsus nozullarni biriktiruvchi taglikli maxsus qurilma. Bir vaqtning o'zida ikki yoki undan ko'p nozul bilan jihozlangan qurilmalar mavjud.
Hidrokommunikatsiyalarni o'rnatish texnologiyasining bosqichlari sizni qanday chuqur o'rganishni o'rganishingiz mumkin:
- Lentani kerakli uzunlik bilan o'lchang.
- To'sar uzunligini kesib oling.
- Kesilgan uchlarini sindirib qo'ying. Bu lehim jarayonida muhim qadamdir. Bo'limlar yumshoq silliq va tozalangan bo'lishi kerak. Batafsil ishonch uchun siz spirtli eritmani ham yo'q qilishingiz mumkin.
- Biz uchidan qutulmoqdamiz. hayot-qo'llab-quvvatlash tarmoqlari o'rnatish tishli Aloqa, belgilangan ulash / fitting tuzilishi, keyin bir uchini foydalanish va havya istalgan diametri, sutdan bir kelajak Qaytish oqimi bilan isinish bo'lsa. Uqalashdan keyin darhol ulang va komplektning to'liq sovishini kuting. Boncukning mavjudligi payvandlash sifatini ko'rsatadi.
E'tibor bering! issiqlik va suv umurtqa tikuv o'rnatish paytida keskin bo'shlig'ida yoki yuzasida suv yoki namlik tushib ruxsat yo'q. Issiq isitilganda, suv bug'ga aylanadi, plastik strukturani buzadi, buning oqibatida uning quvvatini yo'qotadi.
Nima qilish kerak
Lehimlash uchun harorat rejimi asbobga ko'rsatmalarda tavsiflanadi. Zamonaviy mahsulotlarda avtomatik ravishda isitish rejimi o'rnatilgan tarmoq kattaligiga va payvand chuqurligiga qarab o'rnatiladi. Oldingi sinflarda isitish quvvati qo'lda tanlangan.
Plastmassa trubalar qanday temperaturada lehimli bo'lishi kerak? 260 ° S - polietilen qismlari polipropilen uchun 220 ° C yaqin harorat nazorat, ham ko'taruvchidir qachon Isitish mexanizmida qurilmaning foydalanishga tayyorligini ko'rsatadigan ko'rsatkich mavjud. Ko'rsatkich faqat isitish rejimida yonib turadi.
Lehimlashning davomiyligi quvurning aylanma radiusiga bog'liq va 5 dan 40 soniyagacha bo'lishi mumkin. Tugmalarni qizdirmang. Bu esa, yopishqoq joyida bloklanish shakllanishiga olib kelishi mumkin.
Agar bir o'lchamli suv ta'minotini o'rnatish zarur bo'lsa, sizda nozullar soni va harorat mexanizmining mavjudligi uchun ortiqcha to'lov talab etilmaydi.
Agar aylana, so'nggi texnik xususiyatlari va xususiyatlari ulanish uchun daromad universal qurilmaga turli o'lchamdagi tarmoqlaridan foydalanish bilan ishlab chiqarishni uzoq rejalashtirilgan tabiatning katta miqdori.
Lehimlashning noaniqligi
Avtonom kommunikatsiyalarga ulanish texnologiyasi etarli emasligini biling. Yuqori sifatli montaj qilish uchun siz konstruktsiyalashning ko'plab xususiyatlarini bilib olishingiz kerak. Plastik quvurlarni qanday yoqish mumkin? Texnologik tuzilmalarni professional tarzda tashkil qilishni ta'minlash uchun aloqaning ayrim nuandralarini eslab qolish kerak:
- Lehim siljishi uchun issiqlik vaqtini beradi. Bu vaqt 5 dan 20 minutgacha.
- Uyda turmushni qo'llab-quvvatlashni ishlab chiqarishni noldan yuqori haroratda amalga oshirish kerak.
- Tugmalarning lehimlenmesinden so'ng, ularni kaydırılmasına yoki ko'chib o'tishlariga ruxsat bermaslik kerak, bu buzuqliklarni muammosiz ravishda dışlamak etarli. Siz ularni salqinlashingiz kerak. Qo'shimchani siljitish kelajakda sızıntıya olib kelishi mumkin. Sovutish uchun uni lehimlash uchun bir xil vaqt talab etiladi.
- Lehim asbobining kerakli kuchi 1200 Vt.
- Bosh sahifa soldering dazmollar 32 sm gacha soldering simi diametri uchun mo'ljallangan. Agar katta diametrli mahsulotni, lehimlemek uchun daromad professional qurilma qurish kerak bo'lsa.
- Quvurning chekkasi va chokning ichki qismi o'rtasida bo'shliqlar bo'lmasligi kerak. Bo'shliqlar suvning yuqori bosimida oqishi mumkin. elementlar siqilishi paytida haddan tashqari kuch luminal bo'shlig'ida kamayishiga olib va yig'ilishlar faoliyatini salbiy ta'sir qilishi mumkin.
- Har bir ishlab chiqarilgan mahsulotdan keyin qoldiq matoni chiqqandan chiqaring. Svetoforlar maxsus qoplamaga ega bo'lgani uchun, uglerod sirt butunligiga zarar yetkazmaslik uchun yog'och qurilma bo'lishi kerak. Burun yuzasidagi chizmalar qurilmaning texnologik xususiyatlarini yomonlashtiradi va undan foydalanish uchun yaroqsiz holga keltiradi.
Qanday qilib isitish qilish kerak deb o'ylaysizmi?

Issiqlik ta'minoti o'rnatilishi ko'plab qiyinchiliklarga ega. Issiqlik modellari qurilmasi past haroratlarda bo'lgan binolarda amalga oshirilishi mumkin, bu esa lehim jarayonini murakkablashtiradi. Issiqlik ta'minoti tizimlari uchun tizimga etkazilgan suvning haroratiga va ish bosimiga qarab ishlab chiqiladi. Qurilishda plastmassalardan foydalanish samaradorligini oshirdi va zarur materiallarga xarajatlarni kamaytirdi.
Isitish uchun quvurlar fiberglas bilan mustahkamlanadi, bu esa bu materialni mustahkam va mustahkam qiladi.
Sog'liqni saqlash va mehnat sharoitlari
Isitish majmuasi isitish qozonlari bilan bog'liq ishlarni ishlab chiqarishda jarohatlanish va kuyish hollarini istisno qilish uchun xavfsizlik qoidalariga amal qilamiz:
- Biz maxsus himoya qo'lqoplarida ishlaymiz.
- Biz xonadagi zaminning tozaligiga ergashamiz. Axloqsizlik negizida payvandlash sifatiga va barcha strukturaning ko'rinishiga salbiy ta'sir ko'rsatmoqda.
- Lehimlash temir tekis gorizontal yuzaga o'rnatiladi.
- Ishni boshlash uchun, qurilma to'liq tayyorlanganidan so'ng, tayyor indikatorni o'chirib qo'yish kerak.
- O'rnatish vaqtida muhr elektr quvvati o'chirilmaydi.
Plastmassa quvurlarni o'z qo'llaringizga yoqish qiyin emas. Lehimlash jarayoni professional ko'nikma yoki tajribani talab qilmaydi. Har bir inson o'z uyida hayotni qo'llab-quvvatlash tarmoqlarini o'rnatishi mumkin. Kerakli vositaning kerakli tarkibi faqat lehim qurilmasini o'z ichiga oladi. Boshqa yordamchi asboblar almashtiriladigan asboblar bilan almashtirilishi mumkin, o'tkir pichoqli quvur to'sarlari. Polietilen konstruktsiyalari va PVX quvurlari suv va isitish uchun ishonchli, bardoshli va ekologik xavfsiz tizimdir.
Tavsiya etilgan video: polipropilen quvurlarni o'rnatish sirlari
Foydali ma'lumot?
Zamonaviy sanitariya -evropa bozori iste'molchilarni eng maqbul variantni tanlash bilan ma'qullaydi, biroq ayni paytda materiallarning xususiyatlarini va ularni o'rnatish yo'llarini bilishni talab qiladi. Quvurning sifati asosan alohida elementlarning ulanish sifatiga bog'liq, eng ishonchli, bardoshli, hermetik, lehimdir.
Mis quvurlarini loyga qo'yish oson ish emas, sizga maxsus vosita kerak bo'ladiMis quvurlari lampalar
Mis arzon metall emas, balki undan quvvati raqobatbardosh afzalliklarga ega, bu esa talabning eng yuqori nuqtasida mis tizimini saqlab qolishga imkon beradi. Misdan malakali ravishda olib boriladigan tajriba, yarim asrdan oshiq vaqt davomida suv taqsimotining uzoq va muammosiz hayotini ta'minlaydi. Bunday mahsulotlarni qayta ishlashning qulayligi oddiy lehim jarayonidir - past haroratlarda, osonlik bilan gaz muhitida yoki elektr lehimleme usuli bilan uy sharoitida amalga oshiriladi.
Avtomobil qutisi
Lehimlash jarayonida ishlatiladigan asboblar, asboblar va materiallarning to'liq to'plami quyidagilardir:
- quvurlarni kengaytirish, kesish va ajratish vositalari: kengaytirgich, trubka yoki eng nozik diskli tegirmon, burunli kazıyıcı, zımpara, metall cho'tka;
- metallni isitish va lehimlarni eritish vositasi: 250 Vt uchun gazli gaz yoki elektr lehimli temir;
- ulanadigan materiallar: mis, antimon, kumush yoki boshqa qo'shimchalar bilan kalay qotishma oqimi va lehimi;
- yordamchi materiallar - haddan tashqari oqi, qo'lqop, qo'lqop, o'lchash va belgilarini olib tashlash uchun peçeteler.
Mis naychalari moslashuvchan ulanadi - birining chetida quvur kengaytmasi yordamida kengayadi, unga boshqa qism qo'shiladi. Aloqa isitiladi va tikuv eritilgan qalin lehimli quyiladi - etarlicha yuqori bosim va yuqori haroratni bartaraf eta oladigan ishonchli muhrlangan birikma olinadi. Misdan loyqa quvurlarni to'g'ri etkazish, yuz beradigan jarayonning tamoyillari bilan tushunish mumkin:
- teshiklarni kavsharlashdan oldin kesib bo'lgach, uchlari ehtiyotkorlik bilan tozalanadi - barcha burmalar chiqariladi va qirrasi yorqin sariq rangga ega bo'ladi. Bu lehimlarni oldini olish uchun misdan oksidlarni olib tashlash uchun bajarilishi kerak;
- sovutish maxsus kompozitsion bilan qoplanganidan so'ng - payvandlash jarayonida kislorodni yo'qotadigan, payvandlash jarayonida oksidlanishni bartaraflovchi oqim, eritilgan lehim chuqurga qo'shiladi;
- oqi qoplangan segmentlar bir-birining ustiga qo'yiladi va yondirgich yoki lehim bilan temir bilan isitiladi. Bu holda lehim texnikasi burnerning ishidan faqat ochiq olov mavjud bo'lganda farqlanadi;
- olov ostida isitiladigan sirtga, lehim keltiriladi - kalay eriydi, qo'shilishga tortiladi, qo'shni doirada bir tekis tarqaladi;
- sovutgandan so'ng, kalta ortiqcha tushadi va tikuv mahkam yopiladi.
Kengash. Kundalik hayotda misdan ishlov berish ancha murakkab bo'lgan alyuminiy naychalarni ulash lozim bo'ladi. Bu alyuminiy lehim va alyuminiy lehimleme uchun uskunalar talab qiladi - metallni 400 ° C ga qizdiradigan qozon. Jarayonning o'ziga xosligi shundaki, oqim ishlatilmaydi va lehim olovga AOK qilinmaydi, lekin qo'shimchaga qo'llaniladi: issiq metallka tegib ketadi.
Polipropilen PVX (plastmassa) dan ishlov berish quvurlari
Polimer mahsulotlari metalldan pastroq haroratda ishlov beradi. Ular ochiq olovdan qo'rqishadi, shuning uchun payvandlash uchun payvandlash mashinalari deb nomlangan maxsus elektr lehim asboblari ishlatiladi.
Polipropilendan payvandlash texnologiyasi texnologiyasi (That) asosan mis bilan ishlashdan farq qiladi. Metall qatlamlarning birlashishi, bir parchani boshqa joyga kiritish, so'ngra yumshoqroq metallli payvandlash yo'li bilan tikuvning muhrlanishidir. Jip holatida, ikkala segmentni eritiladi, aralashtiriladi, bir-biriga butunlay kirib boradi va qotib qolgach, mustahkam bir xil tarkibiy qism hosil bo'ladi. Bunday payvandlash lotin tilidagi diffuziya deb ataladi, ya'ni aralashtirishni anglatadi. Lehimli propilen quvurlar uch ishni bajarish demakdir:
- segmentlarning uchlarini yumshoq holatga eritadi;
- keraksiz aylanishsiz boshqasini boshqasiga ulash;
- sovutgichni kutib turing - buning natijasida uniforma, bitta bo'lak bo'linadi.
Uyda suvni isitish va suv uchun ishlatiladigan quvurlar
Jarayonning soddaligi tufayli ular uyda o'z qo'llari bilan amalga oshiriladi. Buning uchun siz sotib olishingiz kerak:
- payvandlash uchun polipropilen manba mashinasi;
- qurilmaga biriktirma (qurilma uchun to'plamga kiritilgan);
- yuz;
- armatura;
- aksessuarlar: marker, pichoq, lenta o'lchami.
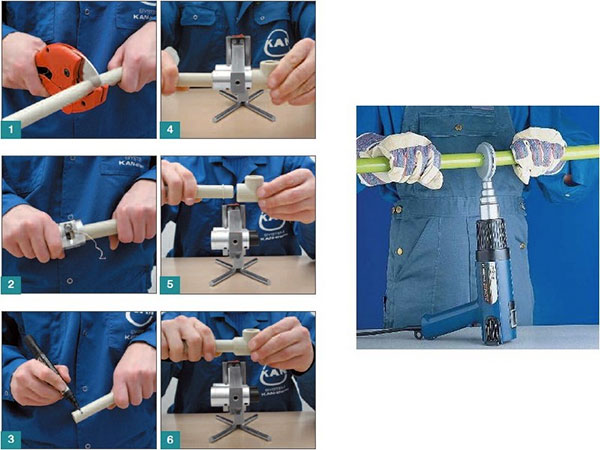
Propilen quvurlarni o'z qo'llari bilan bog'lab qo'yish quyidagi operatsiyalarni ketma-ket bajarishdan iborat:
- Quvurlarni oldindan belgilangan o'lchamlarga muvofiq kesib oling, agar kerak bo'lsa, uning qismlarini tayyorlash.
- Prytsevat tugaydi - yuqori 1-1,5 mm himoya qatlamini olib tashlang. Buni yuz trimerida yoki zambil bilan zımparalanarak qilish mumkin.
- Payvandlash mashinasini tayyorlang - quvur diametri bo'ylab nozul bilan jihozlang va uni tarmoqqa ulang. Polipropilen 250 ° C haroratda eriydi. Qurilmada harorat o'rni va isitish indikatori mavjud. Kerakli haroratga yetgach, qurilma payvandlash jarayonining tayyor ekanligini ko'rsatadigan ovozli yoki yorug'lik signalini taqdim etadi.
- Quvurni va fittingni mos keladigan ko'ndalanglarga joylashtiring va vaqtni aniq ko'rsatmalarga muvofiq ushlab turing, nima uchun haddan tashqari issiqlik yoki qizib ketishdan saqlaning.
- Issiqlangan qismlarni naychalardan ajratib oling, so'ngra bir elementni boshqa tomonga qo'shib kiring. Ushbu bosqichda harakatlar ishonchli va aniq bo'lishi kerak - elementlarni oldinga va orqaga surish yoki eksa atrofida aylantirish taqiqlanadi.
- Polipropilendan sovishini kuting - tuzilmani mexanik ta'sirga ega bo'lmagan holda qoldiring.
- Aloqa uchun nuqsonlarni tekshirib ko'ring: texnologiya kuzatilsa, tikuv tekis va bardoshli bo'ladi.
Oddiy haroratda katta HDPE polietilen trubalarni to'g'ri lehimi
Ular ikki xil:
- kam quvvatli - yuqori bosim ostida ishlab chiqariladi va past zichlikka ega bo'ladi;
- yuqori quvvatli (HDPE) - past bosim ostida ishlab chiqariladi, lekin yuqori zichlikka ega bo'ladi.
Yuqori kuchli polietilen quvurlar uchun yana bir nom - HDPE past bosimli polietilen sifatida deformatsiyalanadi. Bu erda "past bosim" degan so'zlar mahsulot ishlab chiqarilgan va qo'llanilish sohasiga tegishli bo'lmagan shartlarni anglatadi. Past bosimli polietilen (HDPE) gaz yoki suv oqimlarida yuqori bosim va harorat sharoitida qo'llaniladi. Jüt polipropilen quvurlari to'g'ri ishlov berish oson emas.
HDPE mahsulotlari turli diametrlarda (20 mm dan 1 m gacha 20 sm) va devor qalinligida ishlab chiqarilganligi sababli ularni polietilen quvurlarni lehimlash uchun ularni va ko'plab turdagi asboblarni ulashning bir usuli yo'q. Polietilen quvurlarni payvandlash quyidagi usullardan biri bilan amalga oshiriladi:
- qisqichbaqasimon (yoki qovoq);
- qo'ng'iroq shaklida;
- elektromotor.
Qo'rg'oshinli quvurlarni sanoat sharoitida payvandlash mexanik yoki gidravlik haydovchiga ega qimmatbaho va yirik mashinalar tomonidan ishlab chiqariladi. Qurilmaning to'plamiga markazlashtiruvchi qo'llanmalar, birlashtiriladigan qirralarning silliq kesilishi uchun yuz, isitish elementi, drayvlar va taymerlar kiradi. O'z-o'zidan, end-end texnologiyasi juda oddiy, ammo uskunalar arzon emas: quvurlar uchun payvandlash mashinasining narxi o'rtacha 250 ming rublni tashkil etadi, va 50 mingga yaqin alohida isitish elementi.
Qattiq erishish joylarida polietilen quvurlar uchun quyma temirni loydan sxemasi
Polietilen quvurlarni quyish quyidagi jadvalga muvofiq amalga oshiriladi:
- birlashtiriladigan mahsulotlar quvurni payvandlash mashinasiga, mn, markazga kiritilgan;
- ularning orasiga yaltiroqlarni olib tashlash uchun HDPEni teng ravishda qisqartiradigan avtomatik tuzatish moslamasi o'rnatiladi;
- qarama-qarshi uchlari birlashtirildi, qirralarning hizalanmasının va sıkışmasının ingl. nazorat qilish;
- payvandlangan uchlari yassi, ular orasida isitish elementi o'rnatilgan;
- muayyan vaqt davomida ma'lum bir haroratda uchlarini isitish va eritish bor;
- isitish elementi chiqariladi va taymer tomonidan belgilangan vaqt davomida ulanish soviydi;
- quvurning moslashuvchanligiga ta'sir qilmaydigan mustahkam aloqa o'rnatiladi.
Uy sharoitlari bir xil printsip asosida amalga oshiriladi, lekin ishlatiladigan asboblar oddiy - polietilen quvurlar uchun lehimli temir. Taxminan 30 ming rubl, Teflon bilan qoplangan va yuqori haroratlarga qodir bo'lgan payvandlash oynasi bo'lib, 300 darajagacha
Manba parametrlarni polietilen quvur ko't harorati, isitish vaqt va sovutish - ular maxsus stol Svarkachilar qo'yiladi, diametri va devor qalinligi bog'liq. Aksariyat qurilmalarda xatolikka yo'l qo'ymaslik uchun parametrlar avtomatik ravishda o'rnatiladi.
Quvurlarning elektrofüzyonlu manbai, sanoat turi bo'lib, quvur tarmog'ining bir qismini, elektr oqimining beslendiği va harorat ko'tarilgan debriyaj ostida eritilmesidir. Polietilen quvurlar uchun elektrokapulalar ishda juda ko'p miqdorda elektr energiyasini iste'mol qiladi va ular qimmatroq hisoblanadi, lekin ular qurilmani katta o'lchamlarda ishlatib bo'lmaydigan hollarda yordam beradi. Ular uyda ishlatilishi mumkin.
Quvurlarni polivinil xloriddan mustahkamlash
Polipropilen payvandlash manbalarini payvandlash uchun ishlatiladigan moslamalardan foydalaning. PVX mahsulotlarining devorlari qalinroq va murakkabroqdir, shuning uchun ular uchun ulanish o'rnatiladi. Ularning erish nuqtasi past, shuning uchun bu turdagi issiq suv ta'minoti uchun foydalanilmaydi - quvur devorlari yuqori harorat ta'sirida deformatsiya qilinadi. Lehimlash jarayoni birlashtirilgan mahsulotlarning uchlari eritilgan nozik bo'lgan elektr payvandlash mashinasi tomonidan amalga oshiriladi. PVX quvurlarni to'g'ri lehimlash uchun siz bir necha narsalarni qilishingiz kerak:
- toza qirralarning;
- agar mavjud bo'lsa, uni mustahkamlash;
- erish nuqtasi 200 ° C dan oshmasligi kerak.
Asboblar, qurilmalar, amallar ketma-ketligi polipropilen namunalari bilan ishlaganda bo'lgani kabi.
VIDEO-ni ko'rib chiqing
Kundalik hayotda polipropilen, polietilen yoki PVX quvurlar ko'pincha umumiy so'z plastmassasi deb ataladi va ular bilan aloqaning tamoyillari juda ko'p. To'g'ri po'lat quvurlarni har kim ham qila olmaydi, lekin har bir kishi buni bilishi mumkin.
Plastmassalarga asoslangan quvurlar po'latdan, betondan va boshqa kanalizatsiya va gaz quvurlarini qurishda juda yaxshi o'rnini bosadi. Polietilen quvurlarni lehimlash yuqori sifatli bir parcha transport tizimini olish uchun ishlatiladi.
Odatda lehim qafas yoki elektr debriyaj usuli bilan amalga oshiriladi. Har ikkala texnologiya ham umumiy jismoniy printsipga ega. Bu molekulalarning interpenetratsiya jarayoni, pe va PVX mahsulotlarining ikkita biriktirilgan yuzasidan amalga oshiriladi. Biroq, bu ikki texnologiya o'rtasida bir qator muhim farqlar mavjud. Qop va elektrofizion payvandning barcha xususiyatlarini kengaytirish uchun ularni alohida ko'rib chiqamiz.
Polietilenli po'latdan quvurlarni lehimlash texnologiyasi
Bosim quvurlari, kanalizatsiya va gaz quvurlarini yotqizish paytida buttom lehimi eng ko'p talab qilinadi. Payvandlangan bo'g'inlar kuchlanish xususiyatlarini qondirish uchun dastlabki bosqichda payvandlash qismlarini birlashtirish shartlari bajarilishi kerak:
- quvurlarni o'rnatish, agar ular bir xil materiallardan tayyorlangan bo'lsa;
- resursli quvurlar silliq va toza uchlari bo'lishi kerak;
- lehimlash pe plyonkalarini markazlashtiruvchi vositalar yordamida qattiq hizalanish bilan amalga oshiriladi.
To'g'ridan-to'g'ri payvandlash jarayonida siz jarayonning harorat rejimini hisobga olishingiz kerak. O'rnatish ishlarining ushbu bosqichida polietilen, PVX va shunga o'xshash plastmassalar isitish vaqtida sezilarli darajada doğrusal va volumetrik kengayishlarga ega bo'lganligi e'tiborga olinadi. Tez issiqlik qo'shma hududdagi ulashgan nuqtalarda katta bosim pasayishi bilan teng bo'lmagan haroratni taqsimlashga olib keladi, bu esa tikuv ichidagi keraksiz kuchlanish kontsentratsiyasiga olib kelishi mumkin. PE quvurlari uchun qo'shimcha lehim texnologiyasi quyidagi operatsiyalarga tushiriladi:
- Manba qilingan quvurlar bilan o'rnatiladigan isitish elementi yordamida haroratning harorati belgilangan harorat rejimini hisobga olgan holda qizdirish boshlanadi: HDPE quvurlari - 220 ° S gacha, LDPE - 200 ° S gacha. Isitgichning tugmalari qo'lda yoqilgan. Keyin, Shlangi kelepçe foydalanib, ular 0,6-0,8 kgf / cm2 bosim ostida termokupana ishonchli tarzda yapıştırılırlar.
- Kerakli vaqtni ushlab turadigan quvurlar yon tomonga suyultiriladi, isitgich chiqariladi va quvurlarning uchlari polietilen sinfiga qarab, 1,0-2,0 kgf / sm2 bosim bilan ulanadi.
- Oxirgi operatsiya - tikuvni sovutish, bosim ma'lum vaqtga to'g'ri kelganda tabiiy ravishda paydo bo'ladi.
- Texnologiyani oxirida payvand chokining kuchliligi, kattaligi va konusning konstruktsiyasi tekshiriladi. Quvurlarni kelepdan ajratib olingandan so'ng, datchik belgilanadi, unga seriya raqami tayinlanadi.
Jarayon davomida doimo bosim va vaqt bilan kuzatiladi. Ushbu parametrlarning o'zgarishi va kelishuvi siklumbirga muvofiq amalga oshiriladi.

Elektrofüzyon usuli, quvurlar turli devor qalinligi bo'lsa ishlatiladi. Qo'llash sohasi: past bosimli quvurlar (drenaj, tortishish kanalizatsiyasi), ishga tushirilgan quvurlarni ulash, elementlarni ta'mirlash va almashtirish. ko't Ittifoqi joint o'rtasidagi asosiy farq - bu ularning diametrdagi muhim farq bilan yana bir sifat soldering quvurlar ekan.
Bunday lehimning yana bir afzalligi tezligi, ishlash qulayligi va ularni kichik joylarda o'tkazish qobiliyati. Elektr uzatgichlardan foydalangan holda payvandlash printsipi quvurlarning uchlarini metall metall spirali bilan eritishi va bu jarayonning texnologiyasi quyidagicha ko'rinadi:
- hDPE yoki LDPE quvurlarining uchlari axloqsizlik va yog'dan tozalangan;
- quvurning uchidan birida elektr konnektiga o'raladi va joylashtirgich yordamida qisqichlanadi;
- quvurlarning uchlarini uyg'unlashtirgandan so'ng, qo'shtirma aylantiriladi, shunday qilib qo'shtirgich to'liq markazida bo'ladi;
- debriyaj klemenslariga ish kuchlanishi qo'llaniladi, isitish jarayoni avtomatik ravishda amalga oshiriladi;
- erigan eritilgan polietilen paydo bo'lishi kerak bo'lgan teshiklarning o'qishlari bo'yicha lehimleme jarayoni hisoblanadi;
- to'siqni sovutish to'liq harakatsiz holatda sovutishsiz o'tishi kerak.
Plastik va PVX quvurlari kundalik hayotda va sanoatda ishonchli o'rnini bosadi. Buning sababi ular materialning kimyoviy inertssiyasiyasi, nisbatan oson o'rnatish, xizmat ko'rsatish qulayligi, avtomobil yo'lidagi ahamiyatsiz lokal qarshilik va 50 yilgacha bo'lgan muddatga xizmat ko'rsatishning uzoq muddatli kafolati kabi xususiyatlarga ega bo'lganligi bilan bog'liq. Texnologiyani nazarda tutish kerakki, pe quvurlarini lehimlash muhim darajada montaj ishlari madaniyatini va mavzuni yaxshi bilishni talab qiladi. Bu masala ixtisoslashtirilgan o'quv yurtlari negizida mutaxassislarni tayyorlash yo'li bilan hal qilinishi mumkin.
Polietilen HDPE quvurlari deyarli barcha zamonaviy aloqa tizimlarida, suv ta'minotidan gaz quvurlari va kanallarni kabel orqali tortish uchun mo'ljallangan kanallarda ishlatiladi. Ular bardoshli, elastik va aşınmaya bardoshli. Quvur tizimining polietilendan to'g'ri o'rnatilishi quvur segmentlari bo'g'inlari joylarida ham ishonchliligini ta'minlaydi va HDPE quvurlarini o'z-o'ziga qanday ulash haqida ma'lumot olish ularni o'rnatish uchun pulni tejash imkonini beradi.
HDPE quvur tizimlarining turlari
Past bosimli quvurlarning polietilenlaridan turli maqsadlar uchun quyidagi tizimlarni o'rnatishga o'tish mumkin:
- Suv ta'minoti,
- Gaz,
- Kanalizatsiya,
- Drenaj,
- Suv quduqlari qurilmasi uchun qotishma,
- Quvvatni yoki izchil kabelni izolyatsiya qilish.
MUHIM! HDPE quvurlari ham ichki aloqa, ham ochiq joylarda va yer osti yo'llarida tashqi avtomobil yo'llarini o'rnatish uchun ishlatilishi mumkin.
Quvurni tizimga o'rnatish
6 va 12 metr, va lasan yoki katta uzunligi Reels - - HDPE quvur standart uzunligi o'lchovli segmentlarida ishlab chiqariladi 100-500 metr. Tizimda ma'lum bir xonada o'rnatilayotganda quyidagi operatsiyalarni bajarish kerak:
- Lehimlash yoki payvandlash uchun polietilen quvurlarni kesish (kesish). Bu operatsiya juda ehtiyotkorlik bilan amalga oshirilishi kerak, shuning uchun chiqib ketish trubaning yuzasiga perpendikulyar yoriqlar va burmalarsiz maksimal darajada bo'lishi kerak. Bunday kesish quyidagilar orqali amalga oshirilishi mumkin:
- Diametri 15 dan 30 mm gacha bo'lgan quvurlar bilan ishlaydigan qo'lda yoki elektr trubkasi,
- Diametrlari 15 dan 160 mm gacha bo'lgan quvurlarga doir dumaloq pichoqlar,
- Diametri 63 dan 350 mm gacha sifatli kesilgan trubka yaratishda ishlatiladigan "quvur gilotin"
- Eng qimmat professional vosita bo'lib, diametri 1600 mm gacha bo'lgan toza va yumshoq trubalarni yaratishi mumkin.
- Katta quvurli tasvirlarni sotib olayotganda bayning halqalarini tekis uzunlarga tekislash talab qilinadi. Qiyinchilik shuni anglatadiki, quvurni to'g'rilaganda siz tasodifan zarar etkazasiz. Bu erda quvur materialining termoplastik polimer bo'lgan HDPE ekanligini unutmasligimiz kerak. Shuning uchun shakldagi kichik o'zgarish uchun mahsulotni issiq joyga (issiq xonada, quyoshda) qisqa vaqt ichida ushlab turish yoki ularni issiq suv bilan sug'orish kifoya. Shundan so'ng ular osonlik bilan egiladi.
- To'g'ri chiziqlar egiluvchi burchakni hosil qilish. Bunday holda, ma'lum bir hududning ko'proq isishi, kamon to'g'rilanganidan ko'ra talab qilinadi. Buning uchun bir xil issiq suv, qurilish sochlarini fen bilan yoki oddiy gaz brülörünü foydalaning.
E'tibor bering! HDPE trubasini bükmek uchun, uni juda ehtiyotkorlik bilan isitish kerak, chunki kichkina isitish bilan bukilmasligi mumkin va juda yuqori harorat zarar etkazishi mumkin.
Ulanish usullari
Polietilen quvurlarni ulash usullari ikkita asosiy guruhga bo'linishi mumkin: qo'shimcha qismlar (ulanishlar va aloqa qismlari) va bo'g'inlarni bevosita payvandlash.
Manba
Payvandlar qattiq sirtlarga o'xshash yuklarga qarshiligiga qaramasdan, to'liq qotirilishi mumkin bo'lgan eng mustahkam birikma bilan ta'minlanadi. Lehimlash diametri 50 mm dan ortiq bo'lgan quvurlar uchun qo'llaniladi va maxsus payvandlash apparati talab qilinadi.
HDPE trubkasi qismlarini payvandlash mumkin:
- Qo'rqinchli. Bunday holda, quvur devorlarining qalinligi 10% dan ko'p bo'lmagan bir-biriga nisbatan bo'laklarning maxsus tekisligi va ularning joylarini almashtirish talab etiladi. Ish izchil davom etmoqda:
- Quvurlar bo'limlari barcha ifloslantiruvchi moddalardan va yog '(masalan, alkogol yoki boshqa moddalar)
- Har ikki uchi ham polimerin viskozitesine ısıtılır,
- Quvurning bo'laklari bosimdan foydalangan holda va qattiq sovutgichga qadar sobit tuproqqa ulangan. Bunday holda, siz uning ishonchliligini ta'minlash uchun tikuvsiz silliq, bo'shliq va burmalarsiz bo'lishini ta'minlashingiz kerak.
- Elektr bilan payvandlangan birlashma yordamida. Bundan tashqari, o'rnatilgan spiralga ega bo'lgan va uni qizdirganda tezda erishi mumkin bo'lgan bunday moslamalar bilan ishlaydigan apparatlar talab qilinadi:
- Quvurning tozalangan va chig'anoq uchlari kavmana o'rnatiladi,
- Qurilmaning terminali spiralin chiqindilariga eritma boshlanishidan oldin ulanadi,
- Quvur to'liq sovushini kutib turadi.
Buni qanday qilish kerak, videoga qarang.
MUHIM! Payvandlangan kupellar odatda oson erishish qiyin bo'lgan joylarda ishlatiladi, bu erda oddiy payvandlash qiyin: kvadratchalar yaratishda yoki tuzilgan tizimlarni ta'mirlashda, quduqlarda va h.k.
O'rnatish
boshqalar qoplangan, tirsak, tee, ko'char segmentini 4: to'g'ridan-to'g'ri o'rnatish ostida barcha mavjud armatura turlari yordamida olinadigan bo'g'imlarning yaratish degani Bunday bo'g'inlar, odatda, bo'g'inlarning yuqori kuchliligi talab qilinmaydigan yoki ta'mirlash va rekonstruktsiya qilish talab etiladigan joylarda (masalan, yozgi davrda tashqi sug'orish tizimini ulash uchun maxsus uyda) o'tkaziladigan tizimlarda amalga oshiriladi.
Cheksiz o'rnatish quyidagi yo'llar bilan amalga oshirilishi mumkin:
- Quvurlarni bir-biriga yaqinlashtirib, ularni to'g'ri bosish uchun etarli bo'lgan qistirmali uzuklar bilan jihozlangan qo'ng'iroq shaklidagi quvurlar yordamida ulanish.
- Siqish elementlarining mos keladigan ulanishi bir necha bosqichda amalga oshiriladi:
- siqish nonlari quvurlarni kesib olishda tortiladi;
- trubkasi fittinganjga to'xtash joyiga mahkam o'rnashtirilgan;
- siqish nonlari kaliti bilan vidalanadi.
Tegishli maqolalar















