
Gaz trubalarini to'g'ri ulash. Gaz quvurlarini qanday ulash mumkin
Texnologiyaning rivojlanishi bilan muayyan turdagi materiallar tobora kam foydalaniladi. Xuddi shu vazifalarni amalga oshirish uchun bir nechta echimlardan foydalanish mumkin. Bu aloqani qurish va joylashtirish uchun ham amal qiladi. Avvalo, gaz quvurlarini qanday ulash kerakligini bilishingiz kerak. Maqolada aloqa turlari va texnologiyalar haqida ma'lumot beriladi.
Quvurlar turlari
Ma'lum bir nuqtaga qadar gaz quvurlari uchun choksiz metall quvurlar ishlatilgan. Ammo, ularning xizmat muddati yomg'ir va boshqa omillar ta'siriga duchor bo'lgan zararli ta'sirlar bilan cheklanadi. Shu sababli, ular bilan birga quyidagi dasturlar ham qo'llanila boshladi:
- Polietilen. Metallni qazib olishdan ko'ra ishlab chiqarish ancha arzon, materiallar shuningdek, tarmoqdagi dizayn bosimiga chidamli. Oliy moslashuvchanlik, shuningdek, bo'g'inlarning torayib qolishi tuproqlarda juda foydali bo'lib, ular aşınma bilan ajralib turadi. Plastik - dielektrikdir, shuning uchun u oqim o'tkazmaydi. Elektr tarmog'i bilan bog'liq muammolar bo'lsa, bu xavfsizlikning kafolati.
- Kauchuk. Katta darajada, ushbu material iste'molchi bilan markaziy kanalni qozon, gaz kolonu yoki boshqa biror narsa bilan bog'lash uchun ishlatiladi. Quyosh nuriga ta'sir qilish sababli qulab tushmagan kompozitsiya tanlanmoqda.
- Zanglamas po'latdan. Keyinchalik aniq bo'lish uchun, bu materialdan bir ortiqcha oro bermay qilingan. Ichki qo'ltiq PVX qisqich.
- Mis. Yaqinda past bosimli kanallar uchun rasman tasdiqlangan edi. Afzalliklar, suv va boshqa moddalarning korroziv ta'siriga qarshilik.

Mahsulot tanlovi muayyan shartlarga va o'rnatilgan tizimga bog'liq bo'ladi.
Ulanish usullari
Ko'rsatilgan quvur turlarining har biri bir yoki bir necha usulda ifodalanishi mumkin. Asosiy farqlardan:
- Tishli. Eng keng tarqalgan, gaz quvurining kichik qismlarini metrdan ulash yoki joylashtirish kabi. Bu tabiiy yoki sun'iy kelib chiqadigan qo'shimcha sızdırmazlık materiallari yordamida amalga oshiriladi.
- Lehimlash. Polietilen quvurlar, shuningdek ayrim holatlarda ham qo'llaniladi mis . Birinchisiga nisbatan kasbiy asbob-uskunalar mavjudligi talab qilinadi, bu holda ishni sifatli amalga oshirish mumkin emas. Ko'pincha diametri katta diametrli magistral trubalarda qo'llaniladi, unda boshqa usuldan foydalanish imkoniyati yo'q.
- Manba. Metall trubalar uchun u avtogen yoki boshq manba mashinasi bilan amalga oshirilishi mumkin. Birinchisi bo'lsa, payvandlanadigan qismlarda paydo bo'ladigan stressning ehtimolligi kamroq. Dengiz silliq va havoga chayqaladi. Ushbu natijaga erishish uchun ikkinchi variantni qo'llash biroz qiyinlashadi, lekin professional uchun ham mumkin.
- Flanetsli. U magistral trubalarda, shuningdek, chiziq reduktorga ulashgan joylarda va uyga kirishi kerak. Bu silikon bilan ikkita halqaning yordami bilan qo'shimchalar bo'lib, ular keyinchalik murvat va yong'oq bilan mustahkamlanadi.
- Kirish. Juda murakkab protsedura. Besni to'xtatmasdan ham, bosmasdan ham bosim ostida bajarilishi mumkin. Birinchi variantda avtogenni o'zi o'chirish usuli o'tmishda ishlatilgan. Bugungi kunga kelib vazifalarni sezilarli darajada soddalashtirishga va xavfsizlikni oshirishga yordam beradigan tizimlar va vositalar ishlab chiqildi.
E'tibor bering! Ba'zi formulalar mustaqil ravishda mustaqil ravishda amalga oshirilishi mumkin. Ayniqsa, ikkinchisiga nisbatan mutaxassis yordami talab qilinadi. Agar zarur ko'nikmalarga ega bo'lmasangiz, o'zingiz va atrofingizdagi boshqalarga tuzatib bo'lmaydigan zarar yetkazasiz.
Tishli ulanish

Ushbu usul metall quvurlarning oraliq va oxirgi qismlari uchun ishlatiladi. Ehtiyot qismida ip bo'lmasa, uni avval kesib tashlash kerak. Buni amalga oshirish uchun sizga quyidagi vositalar kerak:
- klipp;
- lerca;
- soqol;
- fayl.

Ishni boshlashdan avval siz kesmaning qancha bo'lishi kerakligini aniqlang. Bularning barchasi shlangdan qaysi aloqa moslamasi yoki nonni ishlatilishiga bog'liq. Ushbu ketma-ketlik quyidagicha:
Quvurdagi ipni kesish texnologiyasi haqida batafsil ma'lumot.

Keyinchalik kelajakda qo'shilishni muhrlashingiz kerak. Sariqning qaytmasligi uchun, barcha operatsiyalarni boshlashdan avval, fayl yoki pense yordamida ipda vertikal chiziqlar hosil qilish kerak. Buning uchun bitta tirnoq yoki maxsus Teflon tarmoqli ishlatiladi. U suv quvurlarida odatdagidan ko'ra zichroq bo'lishi kerak.

Zig'ir yaxshi yoyilgan bo'lishi kerak. Asosiy tupurgadan kichik chiziqdan ajralib turadi va tekislanadi. Qaysi aniq miqdordagi mablag 'talab etilishi empirik tarzda aniqlanishi kerak. Kesish ipning o'rtasiga o'rnatiladi. Bitta tugma 2 to'liq aylanish. Shundan so'ng, uchlari bir-biri bilan kesishadi, biri ikkinchisiga to'g'ri keladi va yana bir burilish qilinadi. Keyin ikkita qismni burama. Barcha sirt yopishtiruvchi pasta bilan bo'yalgan. Kerakli qismlar ulanadi:


E'tibor bering! Ba'zi joylarda zanglamaydigan po'latdan yasalgan shlanglarni ishlatish taqiqlanadi. Buning sababi kuchli bükülme bilan ichki qismi zarar ko'rishi va oqish aniqlash oson emas. Agar uni bartaraf etish uchun o'z vaqtida kerak bo'lmasa, oqibatlar halokatli bo'lishi mumkin. Boshqa hollarda, oq PVX shlanglarini ishlatishga yo'l qo'ymang va faqat qora kauchuk sotib olishni talab qiling.
Resursli ulanish

Resursli birikma kontseptsiyasi ham metall quvurlar, ham polietilenlar uchun qo'llaniladi. Birinchi muammoni hal qilish uchun boshq usuli quyidagi vositalarni talab qiladi:
- inverter uchun mo'ljallangan yoki transformatorli payvandlash apparati;
- elektrodlar;
- himoya niqobi;
- qo'lqoplar;
- malleus yoki tikuv cho'tkasi.
Ishlar shu tarzda amalga oshiriladi:
- Mumkin bo'lgan taqdirda, ishlov berish qismini yaxshilash yaxshiroqdir. Bu usta uchun qulayroq bo'lishi uchun kerak.
- To'liq yopishqoqligini ta'minlash uchun quvurlar orasidagi masofa 2 mm bo'lishi kerak. Bu oqayotgan metallning uchiga yopishishiga imkon beradi.
- U bir necha nuqtada kichik tikuvlar bilan o'rnatiladi.
- Asosiy jarayonda elektrod pastdan yuqoriga qarab harakatlanishi kerak.
- Hech qanday qizib ketishning oldini olish muhimdir. Buning oqibatida qo'shni shtammda keraksiz kuchlanish va yaqin atrofdagi yonib turgan metall bo'lishi mumkin.
- Ba'zi ustalar ikkita tikani o'rnatmoqdalar. Ulardan biri bo'sh joyni to'ldirishga xizmat qiladi, ikkinchisi sug'urtalanadi.
- Daraxtni darhol aralashtirmang. Siz kamida 15 soniya kutishingiz kerak. Shunday qilib, kerakli chuqurlik paydo bo'ladi va hech qanday mikroskoplar bo'lmaydi.

Gaz bilan payvandlash uskunasidan foydalanilganda, ishlov beriladigan qismni belgilash uchun talablar avvalgi holatda bo'lgani kabi bo'ladi.
- Birinchi narsa, kislorod tsilindrini, so'ngra asetilen gazidan oqishni ochishdir.
- Shlangi havo bo'lsa, sug'urta darhol amalga oshmaydi.
- Olov kerakli qiymatga o'rnatiladi.
- Resurs uchastkasi yaxshi isitiladi.
- Shundan so'ng maxsus elektrod ishlab chiqariladi. Bunga erishish uchun u oqim hosil qilishi kerak, lekin tushmaydi.
- Jarayon oxirida parcha sovutiladi.
E'tibor bering! Qo'shimchani har qanday aloqa opsiyasi uchun oddiy tarzda tekshiring. Sovunning eritmasi tayyorlanadi. Yaxshi ko'pik bo'lishi kerak. U kerakli joyga qo'llaniladi. Agar kabarcıklar bo'lsa, oqma bo'lishi kerak. Ochiq olov bilan sinovdan o'tish qat'iyan taqiqlangan. Bu portlovchi bo'lishi mumkin.
Polietilen quvurlar uchun payvandlash tushunchasi ham mavjud, ammo u boshqa usul bilan amalga oshiriladi. Bunday holda, kichik voltaj chiqishi va istalgan haroratni nazorat qila oladigan apparat ishlatiladi. Biroq, bu holatda asosiy narsa ulash moslamasi. Dizaynida isitish elementi mavjud. Jarayon davom etar ekan, u o'z atrofidagi erni eritib turadi, bu esa birlashma qoldiqlarini tikib bo'lgandan keyin bir hil massa hosil bo'lishiga olib keladi.
![]()
Qadam-baqadam yechim shunday ko'rinadi:
- Quvurlar uchlari tayyorlanadi. Buning uchun maxsus kesuvchi yordamida kesiladi. Buni bir xovli bilan qilolmaysiz. Parvozlar mutlaq darajada baland bo'lishi kerak, yirtilib pishirilmagan va burmoksiz.
- Belgilangan burchak chetidan qilingan. Undan masofa o'lchamining yarmi va ortiqcha 2 sm.
- Maxsus kazıyıcı yoki mashina yordamida, oksidi qatlami yo'q qilinadi. Bu bir xil o'lchamlarga borib, teng ravishda amalga oshirilishi kerak. Navigatsiya qilishni osonroq qilish uchun qo'shimcha perpendikulyar chiziqlarni qo'llashingiz mumkin, chunki ishlov berishning to'g'riligini aniqlash oson.
- Barcha burmalarni va chiplarni yo'q qiling.
- Joylashuv joylari spirtli ichimlik suvi bilan yoki tegishli pechka bilan tozalandi.
- Belgini qo'yishdan oldin uning ustiga qo'ying. Agar quvurlardan biri statsionar bo'lsa, uncha katta o'lchamdagi tiqilib qoladi. Ikkinchi element kiritiladi va ulagich noziklarni bir tekisda yopish uchun mahkam o'rnini bosadi.
- Payvandlash apparatidagi ulagichlar kavsh qaytaruvchi aloqa joylariga ulangan.
- Optik brauzer shtrixda chop etilgan ma'lumotni o'qiydi va jarayonni boshlaydi.
- Jihozning o'zi harorat va kuchlanishning zaruriyligini va sovutish davri qancha davom etishini aniqlaydi. Barcha bosqichlarga to'liq chidamli bo'lish muhimdir. Faqat bu holda ishonchlilik haqida gapirish mumkin.
- Payvandlash tugagandan so'ng, vaqt, sana, operator, harorat va voltaj haqidagi barcha ma'lumotlar qo'llanilishi kerak.
Bunday asboblar ko'pincha asosiy bo'shliqlarda ishlatiladi, bu erda quvur diametri 80 mm dan oshadi.
Elektromagnit quvurlarni payvandlash jarayoni videoda ko'rsatilgan:
Lehimlash

Lehimlashni aytish to'g'riroq bo'ladi. Polietilen quvurlar uchun ham ishlatiladi. Uni amalga oshirish uchun shart ikkita qo'shilgan qismlarning harakatlanishi bo'ladi. Aks holda, jarayon buziladi. Tijorati jihatidan u elektr konnektordan past bo'lmaydi. Ishni bajarish uchun modulli birlik kerak. Komponentlari Shlangi birlik, kesuvchi, lehimlovchi temir va markizator. Uni to'g'ri ishlatish uchun quyidagilarni bajaring:
- Maxsus kelepçelerde, liniyalar davolash qilingan quvur hajmiga mos keladi.
- Nipellar siqilgan. G'altakni kuchaytirsangiz, g'ovaklar doira shaklini yo'qotadi va bu muammolarga olib keladi.
- Lehimlanadigan joylar axloqsizlik va changdan tozalanadi.
- Agar chip to'sar, agar mavjud bo'lsa, qurilish pichog'i yoki boshqa qurilma bilan yo'q qilinadi.
- Shlangi birlikda komponentlar markaziy qurilmada harakatlanmaguncha vana asta-sekin ochiladi. Bosim qiymati ish bosimi sifatida belgilanadi.
- Tafsilotlar ajralib turadi, ularning orasiga yuz qo'yiladi. U boshlanadi va yana qaytadi. Bir necha turdagi pichoqdan so'ng, qurilma ko'tarilishi mumkin.
- Qo'shimchalarning to'g'ri va tekisligini tekshirish uchun filial quvurlari yana qaytib, yaxshi tekshiriladi.
- Qo'shimchalar solventli yoki spirtli peçete bilan yıkanır.
- Lehimlash temirni isitishga qo'yiladi.
- Belgilangan haroratga yetganidan keyin u qismlar orasiga o'rnatiladi.
- Jadval lehimleme uchun bosimni ko'rsatadi va markazlashtiruvchi modullar yana kaydırılır. Ular 1 mm gacha bo'lgan vaqtgacha taranglikda saqlanadi.
- Shundan so'ng bosim chiqadi va ular bir necha soniya davomida isinadi.
- Ushbu qismlar bir-biridan ajralib turadi va isitgich orqaga tortiladi. 5 soniya davomida ular 5 soniyagacha voltaj ostida qayta ulanishi kerak. Shundan so'ng, quvvat chiqariladi va sovutish vaqti kutilmoqda.
Sovutish uchun ko'rsatiladigan vaqt oralig'i tugagunga qadar, vizani tozalash yoki trubalarni engish uchun hech qanday imkoniyat yo'q. Bu bosimni kamaytirishga olib kelishi mumkin.
Flange aloqasi

Flanes aloqasi turli materiallarning quvurlari uchun ishlatiladi. Uni amalga oshirish usuli deyarli bir xil. Polietilen quvurlar uchun siz:


Metall quvurlarni ishlatganda, payvandlashni qo'llashni talab qilmaydigan yana bir variant mavjud.
- Tugmalarning hizalanmasi amalga oshiriladi. Ular trubaning o'qiga vertikal bo'lishi kerak. Barcha burmalarni olib tashlash juda muhimdir.
- Quvurlar yumshoq troyniklar bilan jihozlangan va undan chetga suriladilar.
- Keyingi qadam esa elastik tasmasini kuchaytiradi. Eshikni taxminan 10 mmga tashlab qo'yish kerak bo'ladi.
- O'rtalar bir-biriga yaqinlashadi va muhrlarga qarshidir.
- Fikslash yuqorida ta'rif etilganidek, murvatlar bilan amalga oshiriladi.

Ushbu usul tez-tez va ko'p bosim bo'lmagan joylarda qo'llaniladi. Ko'pincha, kranni rüptüre olish uchun gardish kerak.
Box

Bunday ish maxsus vakolatli organlardan ruxsat olishni talab qilishi mumkin. U ikki shaklda ishlab chiqariladi:
- Issiq usul. Bunday holda, gaz chiqib ketish mashinasi yoki boshq manba mashinasi ishlatiladi. Jarayon asosiy quvurda teshikka chiqib ketish va mos keladigan o'tish elementini aniqlash uchun qisqartiriladi. Shu bilan birga, ish joyida bosim 40-150 kg / sm 2 gacha kamaytirilishi kerak. Yondashuv noto'g'ri bo'lsa, bu yong'in va avariyaga olib kelishi mumkin.
- Sovuq usul. Ko'p hollarda bosim o'zgarishi talab qilinmaydi. Barcha harakatlar maxsus qurilma yordamida amalga oshiriladi. Bu bizni yana ko'rib chiqamiz.

Birinchidan, ish olib boriladigan sayt yaxshi tozalanadi. Isitgich, bo'yoq va zang o'chiriladi. Yassi vana bilan maxsus adapter tayyorlangan joyga payvandlanadi. Resursli birikmaning sifati tejamkorlik usuli bilan tekshiriladi. Bu qatlamlarsiz bo'lishi va rejalashtirilgan bosimga qarshi turishi kerak. Keyin navbat:
- Burg'ilash uskunalarini o'rnatish ishlari olib borilmoqda. Bu holda matkap tagiga magnit o'rnatishni unutmang.
- Matkap uchun ulagich ilgari o'rnatilgan adapterlarga ulangan.
- O'lchovlar ildizni qanday tushirish kerakligi bilan bog'liq.
- Qidiruv xonasi havo kompressori tomonidan taxmin qilingan bosim uchun sinovlanadi.
- Dvigateldan qaytib, redüktör orqali burg'ilashga o'tkaziladi. Bu tezlikni kamaytirishga imkon beradi.
- Devorlardan o'tgandan so'ng, toj zarur darajaga ko'tariladi va qopqoq yopiladi.
- Xona ichidagi bosim reset qilinadi va matkap quvur qismini olib tashlanadi.
- Bundan tashqari, quvur tekshiriladi va tuproq va boshqa chiqindilar chiqariladi.
- Bosimning ortiqcha miqdori qayta tiklanadi. Barcha qo'shimcha qismlarni olib tashlab, filialni o'rnatgan.
- Flap o'chirildi va ostidagi konnektor manba tikuvi bilan yopildi.
Ushbu maqolada gaz quvurlarini ulashning ko'plab usullari aks ettirilgan. Muayyan holatda nima talab etiladi, loyiha tomonidan taqdim etilgan narsalarga bog'liq bo'ladi.
Video
Ushbu videoda gaz bulog'ini gaz quvuriga qanday ulash mumkinligi ko'rsatilgan:
Gaz quvurlarini qanday ulash mumkin
Odamlar oddiy bilim va ko'nikmaga ega bo'lmasa, odamlarning soni ko'payib bormoqda. Bunday holatda, mutaxassislar berishi mumkin bo'lgan ko'rsatmalarga rioya qilishingiz kerak. Ushbu maqola maxsus uskunalar va yordamchi materiallar yordamida gaz quvurlarini qanday qilib ulash haqida ma'lumot beradi.
Agar gaz quvurini ulash bo'yicha mustaqil ish olib borishga qaror qilsangiz, jarayonni boshlashdan oldin barcha xavfsizlik texnikasini o'rganing. Markaziy avtomagistral bo'ylab joylashgan quvurlarning yaxlitligini tekshiring.
Uy atrofidagi gazni o'chiring. Agar ish bir kvartirada amalga oshirilsa, qo'shnilarga bir muddat yaqinlashishi kerak. Agar buning iloji bo'lmasa, gaz trubkangizdagi maxsus kalitni aylantirib, oqimni to'sib qo'ying.
E'tibor bering! Agar kerak bo'lsa, uchqun bo'lganda portlash yuzaga kelishiga yo'l qo'ymaslik uchun qolgan gazni tozalang, faqat siz gaz kelmasligini tekshirgandan so'ng to'g'ridan-to'g'ri ishlashingiz mumkin.
Quvur yo'nalishining turlari
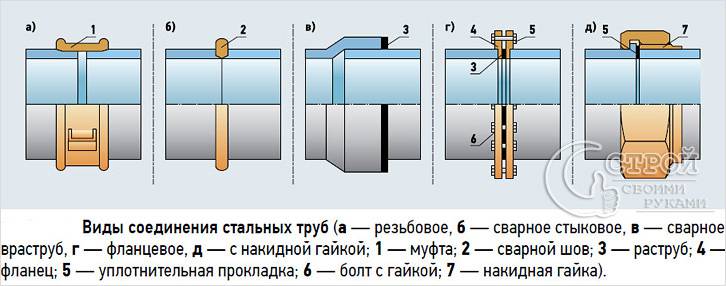
Gaz quvurlarini ulashning bir necha asosiy usuli mavjud:
- Payvandlash - faqat payvandlash apparati bilan ishlashga ruxsat berilgan mutaxassislar tomonidan amalga oshiriladi. Har bir xodimning shaxsiy guvohnomasi bo'lishi kerak.
- Tishli yoki tirgak - shuningdek, yorug'lik quvurlarini payvandlashni o'z ichiga oladi, lekin rozetkalar kenevir lifleri bilan yopiladi. Butun ish jarayoni kanalizatsiya quvurlari bilan juda o'xshash. Ta'kidlash joizki, tolalar zig'ir urug'i yoki zig'ir yog'i eritmasi bilan oldindan emdiriladi. Uzoq va qisqa iplarni o'z ichiga olishi mumkin bo'lgan ulanishlarni ham foydalanish mumkin.
- Flanes - ulanishning eng keng tarqalgan usullaridan biri, chunki u engil qurilgan konstruktsiyaga ega. Mutaxassislarning fikriga ko'ra, payvandlashdan ko'ra unchalik ishonchli emas.
Yuqorida tavsiflangan barcha ulanish usullari maxsus jihozlar yordamida professional ustalar tomonidan qo'llaniladi.
Gaz plitalarini bir uyda yoki kvartirada mustaqil ravishda ulash uchun siz quyidagi vositalar va materiallarni tayyorlashingiz kerak:
- gaz sozlanishi kalit;
- shlang va surtma;
- shlangi yoki quvur qo'shimchalari;
- agar kerak bo'lsa, har ikki tomondan ham ipga ega bo'lgan ulagich.
Texnologik jarayonlar
Agar siz gaz ta'minotini uzib qo'ysangiz va ilgari tavsiya etilgan quvurlarni portlab qo'ysangiz, keyingi qadam gaz quvurlarining keraksiz qismlarini kesishdir. Buni amalga oshirish uchun Bolgariyadan foydalanishingiz mumkin, agar sizda yo'q bo'lsa, unda metall uchun chig'anoq ishlaydi, ammo bu holda jarayon uzoq va murakkablashadi.
Gaz quvurining keraksiz qismini olib tashlaganingizdan so'ng, uni bir qismini yaxshilab pichoqlashingiz yoki uni payvand qilishingiz kerak.
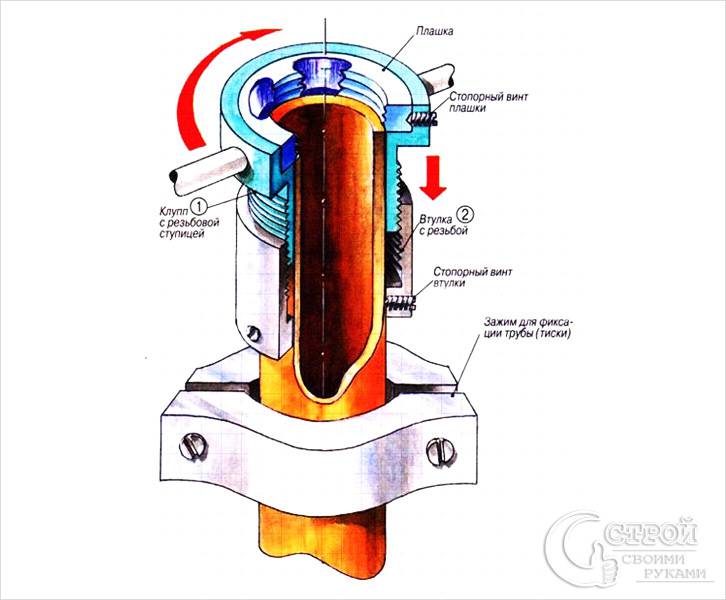
Agar gaz trubkasi bilan trubaning bir uchini ulash kerak bo'lsa, u holda ipni kesilgan qismga kesib olishingiz kerak. Buning uchun alohida burun bor, uni qo'yish, siz bir necha marta aylanishingiz kerak.
Bundan tashqari, ishlov berilgan iplar bir yog'ni shimdiradigan va shlang bilan aloqa o'rnatiladigan bir tomga yara tashlaydi. Bularning barchasi gazli burilish tugmasi yordamida amalga oshiriladi. Agar siz yangi trubani o'rnatishni rejalashtirmoqchi bo'lsangiz, unda siz maxsus ulanish adapteridan foydalanishingiz mumkin. Bu element har ikki tomonda ham tayyor ipni va asosiy va yangi quvurga burilmagan bir nonni egallagan.
Ushbu usul ko'p qavatli binolarda ishlatilishi mumkin, ammo siz faqat qochqinlar mavjudligiga ishonch hosil qilishingiz kerak. Buning uchun siz gaz ta'minotini ochishingiz kerak, keyin barcha quvur qo'shimchalariga sovunli eritmani qo'llang.
E'tibor bering! Agar ushbu harakatlar natijasida yuzalarida pufakchalar paydo bo'lsa, barcha ulanishlar qayta mustahkamlanadi.
Agar ilgari siz o'zingizni shu kabi ish bilan shug'ullanmagan bo'lsangiz, bu masala professionallarga topshirilsin.
Muhim nuqta - ipni ipga to'g'ri shamollash. Sizga vazifa bilan shug'ullanishga yordam beradigan video materiallarni taklif etamiz.
Va bu klipdan siz gaz quvurlari bog'lanishini qanday qilib muhrlashni o'rganasiz.
http://www.stroitelstvosovety.ru
Eng muhimi, asosiy magistraldan gaz quvurini binoga yotqizishdir. Ushbu ishlarni bajarishda quvurlarni birlashtirishga ehtiyoj paydo bo'ladi.
Uyni avtomobil yo'liga ulashda gaz quvurlarini qanday ulash mumkin?
Gaz quvurlarining tishli aloqasi
Po'lat quvurlarni ulashda muhim parametr - ularning kesimidir. ½-2 dyuymli o'lchamlarda ip bilan payvandlangan po'lat quvurlar qo'llaniladi. 2 dyuymdan kattaroq o'lchamlarda, bir jeti qobiqli yoki tishli birikma bilan bir tekis po'lat quvurlar ishlatiladi.
Gaz quvur liniyasi po'lat quvurlari kanal trubkasi elementlariga o'xshash tarzda birlashtiriladi. Qo'shimchalarni siqish uchun maxsus zig'ir tolasi, zig'ir yog'i yoki zig'irpoya yog'i bilan emlanadi. Shu bilan birga, gaz quvurlarini ajratish qiyin bo'lgan har qanday muhrlarni ishlatish taqiqlanadi. Yuqori kranlarni o'rnatish ham siqishnisiz amalga oshiriladi.
Yopish yoki ta'mirdan o'tkazganingizdan so'ng, gaz quvuri ish oxirida tekshirilishi kerak. Buni amalga oshirish uchun barcha chiqindilarni qoplash va gaz quvurini gaz bosimidan bir necha marta bosim ostida havo bilan ta'minlash kerak. 5 daqiqadan so'ng. bosim 20 mm dan oshiqroq bo'lgan suv ustuniga tushib qolsa, chidamlilik yo'qoladi. Ko'pgina hollarda bo'shliqlar quvurlarning birlashma nuqtasida o'rnatiladi, lekin butun uchastka tekshirilishi kerak.

Armatura to'g'ri tanlashda gaz quvurlari uchun etarlicha ishonchli aloqa mavjud. Agar iloji bo'lsa iloji boricha qo'shimcha sızdırmazlık holda, imkon qadar quvurlarga siqishni kerak. Ushbu ehtiyot chorasi quvurni yo'q qilishni murakkablashtirmaslik uchun zarurdir. Po'lat quvurlarni birlashtirilgan holda ulashda ish bosimi 5 bardan oshmasligi kerak.
Qozonxonalarda gaz quvurlari qisqa va / yoki uzoq ipda vidalanma bilan ulanadi. Qo'shimchalarni yopishtirish uchun, yalpiz bilan zig'ir ipdan foydalaning, oq-sariqqa aralashtirilgan yoki tabiiy zirhli yog'ga bo'yalgan. Sızdırmazlık ipi nozik, hatto qatlam ustida sarılır.
Gaz quvurlarini payvandlash
Quvurlar quvurlarini hizalamak uchun elektr arqon va gaz payvandlash moslamalari mavjud. Birinchidan, birlashtiriladigan quvurlarning qirralari tayyorlanadi. Sifatli tikuvni olish uchun ularni har qanday ifloslantiruvchi moddalardan tozalash kerak. Shundan keyin, siz bir parcha qilishingiz kerak. Eritilgan metall butunlay bog'lanish maydonini to'ldirganligi sababli kuchli va germetik tikuvni olish mumkin bo'ladi.
Ko'p holatlarda qo'lda yoki yarim avtomatik dvigatel manbalaridan foydalaniladi. Arkni payvandlashda elektrodlarning optimal diametri 3 dan 4 mm gacha. Gaz quvurlari devorlarining qalinligi 5 mm dan oshmasligi kerak. Kenarlarni tayyorlashga qo'shimcha ravishda (kamida 1 sm kengligi), qo'shimcha burunlarni ham ishlab chiqarish kerak. Keyin markazlashtiruvchi va tikuv 3-4 o'rinlarda bir tekisda amalga oshiriladi. Shundan so'ng payvandlash 2 qatlamda amalga oshiriladi. Muhrlangan ulanishni olish uchun yakuniy tikuvni amalga oshirishda mahsulotning qo'shni uchastkalarini olish juda muhimdir.
Gaz bilan payvandlash odatda bitta o'tish uchun etarli bo'ladi. Gaz quvurlari devorlarining qalinligi 4 mm dan oshmasligi kerak. Aks holda payvandlash zonasi haddan tashqari qizib ketadi, bu esa qo'shimchalarning kuchiga salbiy ta'sir qiladi. Sug'orishning oldini olish uchun, tikuvning tugashi bir necha marta qoplanishi bilan amalga oshirilishi kerak. Qo'shimchalar materialini tanlashda gaz quvurining po'lat quvvati hisobga olinishi lozim.
Polietilen quvurlar

Polietilen quvurlar yuqori zichlikka ega, chunki ular past bosim ostida ishlab chiqariladi. Polietilen gaz quvurlari korroziyadan aziyat chekmaydilar, harorat farqi yo'q, xavfsizlik masalalarida boshqa muhim afzalliklar mavjud. Masalan, polietilen elektrokimyoviy ta'sirlarga tobe emas, gazlar va suyuqliklarga neytral qolmaydi. Elastiklik va mustahkamlik bu materialni -45 ° C gacha bo'lgan haroratlarda ishlatish imkonini beradi.
Bunday holatda, polietilen quvurlar ozgina tortishadi va oddiygina bog'langan. Quvurlarni sozlash uchun sodda payvandlash mashinalari va elektr payvandlash moslamalari ishlatiladi va ular uchun katta mablag' talab qilinmaydi. Muhim detallar: hozirgi paytda uyda faqat po'lat quvurlar qurilgan, polietilen esa binolarda mavjud.
Quvurlar ko'p turlari mavjud. Har bir turning o'z mazmuni va vazifasi bor. Ko'p hollarda tanlov aloqa turiga va amalga oshiriladigan funktsiyalarga bog'liq. Turli tizimlarda mavjud bo'lgan universal quvurlar ham mavjud. Lekin ular ham taniqli va taniqli bo'lishlari kerak.
Muammo shundaki, noto'g'ri tanlovda juda farqli oqibatlarga olib kelishi mumkin. Agar sovuq suv ta'minotidagi noto'g'ri quvurlarni tanlasangiz, egalari va qo'shnilarning moddiy ahvoli yomonlashishi mumkin, noto'g'ri aloqa yoki gaz yoki isitish quvurlari tanlovi salomatlikka va hatto turmushga sarflanishi mumkin.
Shuning uchun, ayniqsa, gazlashtirilganda, siz shubhalanmang.
Gaz quvurlari turlari
Yaqin o'tmaguncha, gazlashtirish uchun quvurlar turlari haqida hech narsa bo'lmagan bo'lar edi, chunki ular bitta temir po'latdir. Va barchasi, muqobil va tanlov. Ammo vaqtlar kelmoqda, texnologiyalar hali ham tik turibdi, endi esa polimerni jimgina o'zgartiradi. Masalan, past bosim ostida ishlab chiqarilgan maxsus polietilen yuqori zichlikka ega.
Bunga qo'shimcha ravishda, polietilen bir necha favqulodda afzalliklarga ega va ulardan foydalanish xavfsizligi nuqtai nazaridan.
HDPE gaz quvurlari zanglamaydi, korozyonga yo'l qo'ymang va haroratni pasaytirganda ham yorilish bermang. Gaz uchun bu barqarorlik juda muhimdir, chunki doimiy bosim bo'lishi kerak, va mikroiqratlar xavfli oqish bilan to'la.

Polietilen kimyoviy reaksiyaga kirmaydi va suyuqlik va gazlarga neytral qolmaydi. Uning mustahkamligi va moslashuvchanligi tufayli material subzero haroratda ham o'rnatilishi mumkin va kuch-quvvatini va -45 darajaga qadar uning simi qobiliyatini yo'qotmaydi. Bundan tashqari, u elektrokimyoviy qirg'in ta'siri bo'lmagani uchun elektr tokining o'tkazuvchisi emas.
Va yana bir afzallik - engil va oson ulanish, bu mashhurlik qo'shmoqda.
Biroq, bu erda quyidagi muhim tafsilotlarni hisobga olish kerak. Uyga qurilgan gaz quvurlari po'latdan yasalgan, polietilen idoralarda ishlatilgan.
Gaz quvurlarini ulash
Gaz quvurlarini ulashda muhim ahamiyatga ega bo'lgan narsalar - bu ularning kesimidir. Ya'ni, ½-2 ning ichida. Kesmaning o'lchamlari, payvandlangan po'latdan payvandlangan trubkalar ishlatiladi. Kesim qismi 2 dyuymdan oshsa, choksiz po'lat quvurlar ishlatiladi. Ular maxsus jut qobig'ida borishadi. Ulardagi aloqa tishli yoki qo'ng'iroq shaklida bo'ladi. Gaz truboprovod po'lat quvurlarning birikmasi suv o'tkazuvchi elementlarga o'xshash. Buning uchun maxsus moslamalar ishlatiladi. Qo'shimchalarni qisqartirish uchun zig'ir yog'i yoki zig'ir yog'i bilan singdirilishi mumkin bo'lgan maxsus kenevir tolasi qo'llanilishi kerak. Bundan tashqari, cheklovlar bor: qistirmalarni kesish qiyinlashtiradigan muhrlar, qat'iy ishlatilmaydi.

Bundan tashqari, quvurlar birlashtirilganda, o'rnatiladigan qatlamli kranlar sig'maydi. Shunday qilib, barcha elementlar mahkam joylashishi kerak.
Ta'mirlash ishlarida gaz quvurlarini tekshirish majburiy bo'lishi kerak. Buning uchun bosim ostida quvurlarga havo etkazib berish kerak, bu gaz bosimidan bir necha baravar yuqori. Tekshiruvdan oldin egiluvchanlarni yopishingizga ishonch hosil qiling. Oxir-oqibat, agar 5 daqiqada bosim 20 mm.v. dan oshsa, bu choklarning yo'qolishi haqida gapiradi. Ko'pincha bu kesishma nuqtasida bo'ladi, lekin siz butun quvur qismini tekshirishingiz kerak.
Nima oxir-oqibat?
Gaz quvurlari uchun mavjud bo'linmalar bardoshli va ishonchli ulanishga ega, ammo ular to'g'ri tanlangan bo'lishi kerak. Ular quvurlar uchun iloji boricha qattiqroq bo'lishi kerak, ammo qo'shimcha muhr yo'q. Gaz o'tkazuvchi elementlarni payvandlash yo'li bilan ulash mumkin. Mahsulotlar ishlab chiqariladigan materialga qarab, payvandlash usuli va payvandlash apparati tanlangan. Chelik quvurlari uchun standart elektr hisoblanadi, polimerlar uchun asboblar ishlov berishni osonlashtiradi va kam xarajat talab qiladi.

Qanday bo'lmasin, gaz quvurlari bilan ishlash juda ehtiyotkor va ehtiyotkor bo'lish kerak, ayniqsa, elementlarni to'g'ri ulashda.
Tegishli maqolalar















