
ポリエチレンパイプを端と端ではんだ付けし、
今日、ポリマー材料で作られた製品は、私たちの生活や産業の多くの分野で使用されています。 しかし、特に人気があるのはHDPE - 低圧ポリエチレンです。 この材料は、比重が小さいため、耐久性、耐久性が優れており、設置が簡単です。 ポリエチレンパイプはしばしば様々な目的のためのパイプラインを作る。 個々のブランクを接続するためにHDPE製品の溶接が行われる。 この記事では、HDPEの溶接パイプの種類と特徴について説明します。
接続の種類
ポリエチレンパイプの接続には、以下の方法を用いることができる:
- プラグインコネクタ。 このようなHDPEからのブランクのドッキングを行うには、スチール製のフランジが必要です。 ドッキングのこの原理の主な特徴は、動作中にパイプラインを分解できることです。
- 取り外し不可 この場合、逆アセンブル通信は機能しません。 このような接続を行うには、ブランクを溶接する必要があります。 このためには、次のいずれかの方法を使用できます。
- ポリエチレンビレットの突合せ溶接;
- カップリングによるHDPEからの製品の溶接。
大口径要素からのパイプラインを組み立てるために、熱抵抗継手または突合せ溶接が使用される。 両方を使用すると、信頼性の高いモノリシック接続が得られます。
HDPE製品の突合せ溶接

HDPEパイプの突合せ溶接には、溶接装置を使用する必要があります。 溶接中に追加の部品が使用されないという事実のために、設置プロセスはずっと簡単です。 このようにして、HDPEからのブランクのみを溶接することができる。
注意:HDPEからの製品の品質バット溶接は、単一の継ぎ目で行われるという条件でのみ得られます。 これにより、被接合部の接合耐久性が最大となる。
同時に、材料の柔軟性がパイプライン全体にわたって維持されるため、ポリエチレンバットエンドパイプの溶接が最も効果的で多様な技術です。 この方法は、使用されるパイプラインの種類(トレンチ、トレンチレスまたはオープン)に関係なく使用できます。
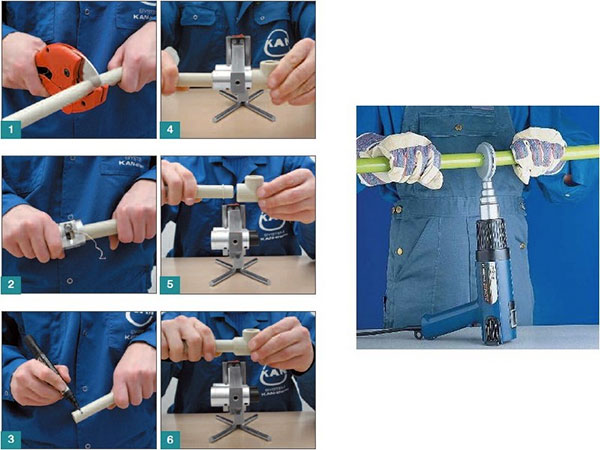
ポリエチレンパイプのはんだ付けは次の順序で行われます。
- まず、接合すべきブランクの端部を溶接装置の中央部に設置しなければならない。
- 部品を整列して固定した後、綿毛とアルコールを使用してほこり、ほこり、油脂の端を清掃します。
- 次に、溶接されるべき端部が溶融装置の助けを借りて処理される。 厚さが0.5mm以下の均一なチップが形成され始めると、終端トリミングが停止されます。 これで、エンドの手平行でワークピースを取り出して確認することができます。
- 溶接面の間に許容できない隙間がある場合は、トリム操作を繰り返す必要があります。
- その後、配管のはんだ付けが行われる。 これを行うために、非粘着性コーティングを有する加熱要素の助けを借りて、ワークピースの端部を必要な温度に加熱する。
- 端部が十分に溶融されると、溶接された製品が裁断され、溶接部から加熱要素が取り除かれる。
- その後、溶接された端部を閉じ、必要な値に達するまでクランプの圧力を増加させることができる。
- 溶接継ぎ目は、指定された時間の間、圧力をかけて保持する必要があります。
- その後、溶接品質が確認されます。 これを行うには、格子、幅および高さの外観を評価する。
HDPEからブランクのマフ溶接

マッフ法によるHDPEパイプの溶接は、はんだごてと呼ばれる特別な溶接ユニットと、直径が異なる特別なノズルのセットを使用して行われます。 ノズルのサイズは、溶接されたポリエチレンパイプの直径に基づいて選択される。
継手を使用してHDPEからのパイプラインの結合はんだ付けが行われます。 これらの製品の構成は異なる場合があります。 彼らは、コーナー、ティーまたはカップリングの形にすることができます。 このはんだ付け方法では、ブランクおよび継手の端部が溶接されます。
重要:カップリング溶接の主な利点は、ブランクの軸方向の移動が困難な難しい場所で実施できることです。
ポリエチレン部品の加熱は、ワークピースを溶接ユニットの加熱金属部分に接触させることによって行われる。 これは2つのねじれた部分で構成されています。
- マンドレルは、継手の内面を加熱する。
- 加熱パイプは、スリーブ内に挿入される。
このノズルをはんだ付けユニットの穴に取り付けるには、スリーブとマンドレルを一緒にねじってください。
マッフ法によるポリエチレンパイプのはんだ付けには、以下の準備措置が必要です。
- 工作物は、特別なはさみを使用して所望のサイズに切断しなければならない。 切断が製品の縦軸に対して厳密に垂直であることが保証されなければならない。
- はんだ付けの前に、接合されるブランクの端部を清掃する必要があります。
- 溶接プロセス中に望ましくない冷却を防止するために、現在接続されていないパイプの端部はプラグで閉じられています。
- その後、前の作業の後に残る可能性のある材料の粒子から溶接のためにノズルの表面を洗浄する必要がある。
今度は溶接のプロセスに進むことができます。これは次の順序で実行されます:
- まず、ノズルを溶接温度まで加熱する必要があります。 値が必要なレベルに達すると、はんだこて本体のインジケータが点灯します。
- その後、HDPEパイプはスリーブに止まるまで挿入する必要があります。 次に、継手は、マンドレル上になるべく遠くに置かれる。 直径はわずかに異なるので、手順を実行するためにいくらかの努力が必要となる。
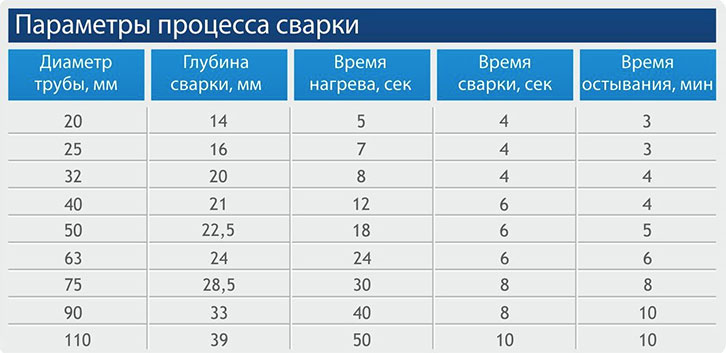
- パイプの溶着時間は特殊な表に基づいて選択します。ここで、この指数は異なる直径の製品に適用されます。
- 管状要素の挿入および継手の取り付けの間、プリフォームの表面からの余剰材料は溶融され、外側に押出される。 その結果、環状のローラが溶接された要素の縁に沿って形成される。
- 部品を挿入するときは、ワークとフィッティングが停止した瞬間に押してください。 この条件に従うことは非常に重要です。そうしないと、接続が十分に強くならないからです。 工作物浸漬の深さを正確に決定することは困難であるため、この値を事前に測定し、パイプに印を付ける必要があります。
- その後、溶接されたワークピースをノズルから取り外します。 その後、パイプがリングローラーにしっかりと固定されるようにパイプをフィッティングに取り付けます。 接続されたコンポーネントを冷却します。 この場合、ねじれたり、機械的な影響を受けたりしないでください。
電融溶接

このような接続を行うためには、埋め込まれた加熱要素が取り付けられる特殊な電気的結合が必要である。 この溶接を突き合わせと比較すると、高価な電気接続を購入する必要があるため、コストが高くなります。
しかし、この手法には次の利点があります。
- パイプの内面には格子が形成されていないので、パイプラインの透水性は低下しない。
- この溶接方法は、溶接された骨材全体を取り付けることができない限られたスペースで使用すると便利です。
2つのブランクをパイプラインの直線部分に接続するには、従来の電気接続を使用します。 しかし、場合によっては、電気融合ティーとサドル・ベンドを使用する必要があります。 作業を行うには、溶接のための電気融合ユニットが必要です。
溶接手順は、ポリエチレン溶接継手を使用して行われる。 これは加熱要素として機能するスパイラルを内蔵した特別な製品です。 同時に、加熱された螺旋によって溶融されるフィッティングの材料の一部は、モノリシックパイプラインを形成する加工物のポリマー材料に接続される。 ちなみに、螺線は永遠に受け取った縫い目にとどまっています。
重要:電気融合技術は、高強度の化合物を得ることを可能にする。 しかしながら、この方法のコストが高いため、ガスおよび石油製品の輸送のための圧力通信の設置に使用されている。
溶接電気カップリングは、以下の順序で行われる。
- 特別な切断装置の助けを借りて、パイプは適切な大きさに切断されます。
- 次に、ブランクを汚れから掃除し、溶接現場で脱脂する必要があります。 同じ処置は、電気的結合を受けるべきである。
- 次に、管状要素上に、管を継手に挿入する深さを制御することができるマークが作られる。
- 溶接プロセス中の要素の望ましくない冷却を防止するために、パイプの自由端は消音される。
- 特別なワイヤを使用して、溶接ユニットが電気的結合部に接続され、開始ボタンが押される。
- 一定時間が経過すると、ユニットは自動的に消灯し、溶接が完了します。
- このようにして得られた化合物は、1時間後にのみ操作することができる。
注意:品質溶接を得るための主な条件は、溶接および冷却のプロセスにおける部品の不動です。
得られた溶接継手には、以下の要件が課される。
- 溶接されたシームの環状ビードは、溶接の前にワークピース上に作られたマークと重なる必要があります。
- パイプセグメントの互いに対する許容変位は、HDPE要素の壁の厚さの10%以下である。
- 溶接されたワークピースの壁の厚さが5mm以下である場合、質的溶接のためのローラーの高さは約2.5mmでなければならない。 肉厚が6〜20 mmの溶接パイプの場合、ローラーの高さは5 mm以上にする必要があります。
HDPEからブランクを溶接する方法を選択するときは、設置されているエンジニアリングユーティリティの動作条件を考慮する必要があります。 この要素だけを考慮に入れて、信頼性が高く高品質のパイプラインを実行することができます。パイプラインは、割り当てられたすべての時間を効果的に処理します。
建設製品の範囲は毎年増加しています。 市場には、建設段階を促進し、労働者の生産性を高める現代的な材料があります。 消費者は、家庭内のシステムを計画する際に、長寿命のパイプラインを使用する傾向があります。 消費者の要求を満たす適切な選択肢は、プラスチックからの内部通信の支店である。 プラスチックパイプのはんだ付け方法は?
そのような技術のもう1つの利点は、給水および暖房ネットワークを独立して修理または交換する能力の出現である。 給水用のプラスチックパイプのはんだ付け方法は?
タイプを見てみましょう

金属 - プラスチック

ポリエチレン
そのようなコミュニケーションは亜種に細分されます:
- ポリエチレン - ビルや外部ルート内の仲間を配置するために使用されます。 高圧配管接続および低周囲温度での使用が可能です。
- PVCは修理費用を削減するために使用されます。
- 金属プラスチック - 最も実用的な製品、50年以上の有用な生活。 お湯の交換に最適です。
この資料の幅広い利用は、いくつかの理由によるものです。 金属構造とは対照的に、このような構造の正の特性:
- 長いサービス寿命。
- 低い腐食。
- 簡単にインストールできます。
- 特別なスキルは必要ありません。
- 環境に優しい材料。
- 経済的で手頃な価格です。
- 軽くて持ち運びが簡単です。
- 微生物の有害な影響を受けません。
あなたの給水システム

カップリングアセンブリ

ポリエチレンモデルは、スパイク法またはカップリング/フィッティング(カップリングアセンブリ)によって取り付けられます。 給水用のプラスチックパイプのはんだ付け方法は?
新しい給水ネットワークを実施するために、PVCおよびポリエチレン製品は、補強および補強なしで適切である。 準備のためには、枝の長さ、その位置、および設置に必要なすべてのフィッティングを示す将来の給水計画を作成する必要があります。 長さと屈曲の数を正確に計算することで、技術が簡素化され、作業のスピードが増し、再作業が防止されます。

はんだごて

Truborez
ポリエチレン接続をはんだ付けするには、次のものが必要です。
- はんだごて。
- Truborez
- 切断端の切削刃および切削刃用のトリマー。
- チョークストリッパー紙
- カップリング(カップリングの場合)
加熱装置は、様々な直径の特殊なノズルを取り付けた特殊な装置である。 同時に2つ以上のノズルが付いたデバイスがあります。
水力発電を敷設する技術の段階は、どのようにはんだ付けするかを学ぶ方法を教えてくれるでしょう:
- 必要な長さのテープを測定します。
- カッターの長さをカットします。
- カットの終わりをスガグする。 これは、はんだ付けのプロセスにおける重要なステップです。 セクションはスムーズにサンディングし清掃する必要があります。 さらに自信を持って、アルコール溶液を脱脂することもできます。
- 私たちは最後を取り除いています。 寿命サポートネットワークを設置するときにカップリングが使用された場合、構造の一端にカップリング/フィッティングを取り付け、必要な直径のはんだこてのノズルに将来の戻りと一緒にウォームアップします。 ウォーミングアップ後、すぐに接続し、アセンブリの完全な冷却を待ちます。 ビードの存在は、溶接の品質を示す。
注目してください! スプライスシーム付きの熱と水の供給を行う場合、キャビティまたは表面に水や水分を落とすことは厳禁です。 加熱すると、水が蒸気に変わり、プラスチック構造が変形し、その結果、強度が失われます。
何を探すか
はんだ付けの温度モードについては、ツールの説明書に記載されています。 最新の製品では、設置されたネットワークのサイズと溶接の深さに応じて、自動加熱モードがインストールされます。 以前の等級では、加熱力は手動で選択した。
どの温度でプラスチックパイプをはんだ付けするべきですか? ポリエチレンライザの接着で、我々はポリプロピレン-260℃付近で温度調節器を約220℃に設定した。 加熱機構には、使用のための装置の準備ができていることを示すインジケータがある。 インジケーターは暖房モードでのみ点灯します。
はんだ付けの持続時間は、パイプラインの周方向の半径に依存し、5〜40秒の範囲であり得る。 端を過熱しないでください。 これは、接着の場所で閉塞の形成を引き起こす可能性がある。
シングルサイズの給水装置を設置したい場合は、ノズルの数と温度機構が過剰になってはいけません。
円周に沿ってさまざまなサイズのネットワークを使用して大量の長期生産が計画されている場合は、最新の技術的能力と特性を備えた汎用デバイスを入手します。
ハンダ付けのニュアンス
自律的なコミュニケーションに参加する技術が十分ではないことを知っている。 高品質のインストールのためには、敷設およびはんだ付けの支柱の多くの機能を知る必要があります。 プラスチックパイプのはんだ付け方法は? 技術的構造の専門家の集まりを確実にするために、接続のニュアンスを覚えておく必要があります。
- はんだ付けアセンブリのためにウォーミングアップ時間を提供する。 この時間は5〜20分です。
- 住宅の生活支援の生産はゼロ以上の温度で実施する必要があります。
- 端部のはんだ付け後、スクロールまたは移動を行わないようにする必要がありますが、スムーズに歪みを排除するだけで十分です。 彼らを冷やす必要があります。 ジョイントをスクロールすると、将来漏れが発生する可能性があります。 冷却のためには、はんだ付けには同じ時間がかかります。
- はんだ付け工具の必要電力は1200Wです。
- 家庭用はんだごては、直径32cmまでのはんだ付け用に設計されています。大口径製品を組み立てる必要がある場合は、はんだ付け用のプロフェッショナルデバイスを購入します。
- パイプラインの端と継手の雌ねじとの間に隙間がないようにしてください。 高い水圧で隙間が漏れる可能性があります。 要素を圧縮するときに過大な力が加わると、キャビティ内のクリアランスが減少し、構造全体の作業が悪化する可能性があります。
- 製造された各パックの後、ノズルから残留物を取り除きます。 ノズルには特殊コーティングが施されているため、表面の完全性の損傷を避けるために、カーボンを木製デバイスにする必要があります。 ノズルの表面の傷は、装置の技術的特性を悪化させ、さらなる使用に適さなくなる。
あなたは暖房を作る方法を考えますか?

熱供給の設置には多くの困難が伴う。 加熱モデルの装置は、低温の構内で実施することができ、はんだ付けプロセスを複雑にする。 熱供給システムは、システムに供給される水の温度および作動圧力に応じて開発される。 建設におけるプラスチックの使用は、生産性を高め、必要な材料のコストを削減する。
暖房用パイプはファイバーグラスで補強されており、耐久性と耐久性に優れています。
健康と労働条件
ヒーティングメインのヒーティングジョイントに関する作業の製造では、傷害や火傷を排除するための安全規則を遵守しています。
- 特別な保護手袋にはんだ付けする。
- 私たちは部屋の床の清潔さに従います。 汚れは、溶接品質および構造全体の外観に悪影響を与える。
- はんだごては平らな水平面に設置します。
- 始動するには、レディー・インジケータをオフにした後、デバイスが完全にウォーミングした後に行う必要があります。
- 取り付け作業中は、シールは電源から切られません。
プラスチックパイプを自分の手ではんだ付けすることは困難ではありません。 はんだ付けプロセスは、専門的なスキルや経験を必要としません。 誰もが自分の家に人生支援ネットワークを設置することができます。 必要な工具の必要な組成には、はんだ付け装置のみが含まれています。 他の補助工具は即刻の工具、鋭利なナイフを備えたパイプカッターで置き換えることができます。 ポリエチレン構造物およびPVCからのパイプラインは、水および暖房用の信頼性が高く、耐久性があり、環境に優しいシステムです。
推奨ビデオ:ポリプロピレンパイプの取り付けの秘密
役に立つ情報は?
現代の衛生用品市場は、消費者が最も適した選択肢を選択することを喜んでいるが、同時に、材料の特性およびその設置方法についての知識を必要とする。 パイプラインの品質は、個々の要素の接続の品質、最も信頼性が高く、耐久性があり、はんだ付けされているハーメチックに大きく依存します。
銅管のはんだ付けは簡単な作業ではありません。特殊工具が必要です銅管のろう付け
銅は安価な金属ではありませんが、そこからのパイプラインには競争上の利点があり、需要のピーク時に銅システムを維持することができます。 適切銅から半世紀以上の家庭の生活を通して、タップ配線の長いトラブルフリーの寿命を確保描かれました。 このような製品の処理の実用性は、ガスバーナーまたは電気はんだごてを使用して家庭環境で簡単に実行される、低温の簡単なはんだ付けプロセスです。
ツールボックス
はんだ付けプロセスで使用される工具、工具、材料の完全なセットは次のとおりです。
- パイプ切断及び除去、膨張手段:パンダ、最も薄いディスクフラットスキマーとカッター又はbolgarka、サンドペーパー、金属ブラシ。
- 金属を加熱し、はんだを溶融するためのツール:250Wのバーナーガスまたは電気はんだ、
- 接続が生じる材料:銅、アンチモン、銀または他の添加剤を含むスズ合金のフラックスおよびはんだ;
- 補助材料 - 過剰なフラックスを除去するためのナプキン、サポート、手袋、測定およびマーキングツール。
銅管を継手なしで接続されている - 一つのエッジがパンダを使用して展開され、それが他のセグメント内に挿入されます。 接続部は加熱され、継ぎ目は溶融錫はんだで注がれ、十分に高い圧力と高温に耐えることができる信頼性の高い密封継手が得られる。 銅からのはんだ付けを正しく行うことは可能であり、発生するプロセスの原理を理解しています。
- はんだ付け前にチューブを切断した後、端部を丁寧に清掃します。すべてのバリを取り除き、エッジを明るい黄色に粉砕します。 はんだ付けを防止する銅から酸化物を除去するためにこれを行わなければならない。
- 溶着後に酸素を除去し、溶着中の酸化を防止するフラックスにより、溶融はんだが接合部の深部まで浸透するのを助ける。
- フラックスで被覆されたセグメントを互いに重ね合わせ、バーナーまたははんだアイロンで加熱する。 この場合のはんだ付け技術は、火炎がない場合にのみバーナーの仕事とは異なる。
- 火炎の下で加熱された表面は、はんだもたらされるに - 錫が溶融し、接続の周りに均等に広がり、関節内に引き込まれます。
- 冷却後、過剰のスズが落ち、シームがしっかりとシールされます。
理事会。 日常生活では、銅よりも加工が難しいアルミニウムチューブを接続する必要があります。 これには、アルミニウムをはんだ付けするためのアルミニウムはんだおよび装置が必要である。金属を400℃に加熱することができるバーナーである。 手順の特異性は、フラックスを使用しないことであり、ろう付け材料は、火炎に導入され、そして関節に適用される:それは熱い金属と接触して溶融します。
PVC(プラスチック)からのはんだ付けパイプ
ポリマー製品は、金属よりも低い温度でろう付けされる。 彼らは裸火を恐れているので、溶接は、溶接機と呼ばれる、特殊な電気はんだごてを使用しています。
ポリプロピレンからの製品溶接技術(PP)は基本的に銅での作業とは異なります。 金属部分の接合は、一方の部分を他方の部分に挿入し、次いでより柔らかい金属の溶接部を用いて継ぎ目をシールすることである。 ポリプロピレンの場合には、両方のセグメントが溶融し、混合され、一方が完全に他方に浸透し、凝固すると完全な均質な化合物が形成される。 このような溶接は、混合という意味のラテン語の拡散からの拡散と呼ばれていました。 プロピレンパイプのはんだ付けは、3つの動作を実行することを意味します。
- セグメントの端部を軟らかい状態に溶かす。
- 不要な回転をせずに一方を他方に接続する。
- 冷却するまで待ってください。その結果、均一な一片のセクションが形成されます。
自宅で水を加熱して流すはんだ配管
手技の単純さのために、彼らは自宅で自分の手で行われます。 このためには、購入する必要があります:
- ポリプロピレン溶接用電気溶接機;
- デバイスへの添付ファイル(デバイスのキットに含まれています)。
- 顔;
- 継手;
- アクセサリー:マーカー、ナイフ、テープ。
自らの手でのプロピレンパイプのはんだ付けは、以下の操作を順次実行することで行われます。
- 必要に応じて、所定の寸法に従ってパイプを切断して継手を準備する。
- Prytsevatの終わり - 上部から1〜1、5mmの保護層を取り除きます。 これは、フェイストリマーやサンドペーパーによるサンディングで行うことができます。
- 溶接機を準備する - パイプの直径に沿ったノズルを装備し、それをネットワークに差し込みます。 ポリプロピレンは250℃の温度で融解する。 この装置には、温度リレーと加熱インジケータがあります。 所望の温度に到達すると、装置は、溶接プロセスが準備完了であることを示す可聴信号または光信号を送出する。
- 適切なノズルにパイプとフィッティングを挿入し、指示に従って厳密に時間を保ち、過熱も過熱も避けてください。
- ノズルから加熱された部品を取り外し、もう片方の部品を挿入して半田付けします。 この段階では、行動は自信を持って明確でなければなりません。要素を前後に動かしたり、軸に沿って回転させることは禁じられています。
- ポリプロピレンの冷却を可能にする - 機械的な影響を受けずにしばらく構造を離れる。
- 接続に視覚的な欠陥がないかどうかを確認します。技術が認められれば、継ぎ目は均一で耐久性があります。
常温での大型HDPEポリエチレンパイプのはんだ付けを修正
彼らは2つのタイプのです:
- 低強度 - 高圧下で製造され、低密度を得る。
- 高強度(HDPE) - は、低圧で製造されるが、高密度を得る。
高強度ポリエチレンパイプのもう一つの名称 - HDPEは低圧ポリエチレンとして解読されています。 名前の中の「低圧」という言葉は、製品が製造された条件を意味し、適用範囲に関係しません。 高密度ポリエチレン(HDPE)は、高い圧力及び温度の条件で使用されている - 主ガスや水配管内。 適切なはんだ付け用ポリプロピレンパイプは簡単な作業ではありません。
HDPE製品は様々な直径(20〜1m 20cm)と肉厚で生産されるため、それらを接続する方法とポリエチレン管をはんだ付けするための多くのタイプの装置があります。 ポリエチレン管の溶接は、以下の方法の1つによって実施される。
- バット(またはバット)。
- ベル形の;
- 起动。
工業的条件におけるバットエンドパイプの溶接は、機械式または油圧式の駆動装置を備えた高価でかさばる機械によって行われる。 この装置のセットは、センタリングのためのガイドと、接合すべきエッジを滑らかに切断するための面と、加熱要素と、駆動装置と、タイマーとを含む。 それだけで、バットエンドの技術は簡単ですが、設備は安価ではありません。パイプの溶接機の価格は平均250,000ルーブルで、約50,000は別個の発熱体です。
届きにくい場所でのポリエチレンパイプはんだごてのはんだ付け方法
ポリエチレン管のはんだ付けは、以下のスキームに従って行われる。
- 接合された製品は、中心に配置された管溶接機mnに挿入される。
- それらの間には、自動トリミング装置が挿入され、HDPEを均等に切断し、削り屑を除去する。
- 反対側の端部が結合され、縁部の整列および締まりの視覚的制御;
- 溶接された端部は脱脂され、加熱要素がそれらの間に設置される。
- 所定の温度で一定時間加熱端部を加熱溶融させ、
- 加熱要素が取り外され、タイマーによって指定された期間中に接続部が冷却されます。
- パイプラインの柔軟性に影響を与えない強い接続が得られる。
家庭の状態は同じ原理で起こりますが、使用される装置はより簡単です - ポリエチレンパイプのはんだごてです。 3万ルーブルからの費用は、テフロンでコーティングされ、300℃までの高温に耐えられる溶接ミラーです。
ポリエチレンパイプの端と端を溶接するためのパラメータ:温度、加熱および冷却時間 - 壁の直径および厚さに依存し、それらは特別なテーブルの溶接機によって示される。 多くのデバイスでエラーを回避するため、パラメータは自動的に設定されます。
チューブの電気溶着は工業的タイプであり、電流が供給され、温度が上昇するクラッチの下のパイプラインの部分を溶融することからなる。 ポリエチレンパイプ用の電気カップリングは、仕事量の多い電気を消費し、より高価と考えられていますが、大きな寸法のデバイスを使用することができない場合に役立ちます。 彼らは自宅で使用することができます。
強化ポリ塩化ビニルからのパイプのはんだ付け
ポリプロピレン製のアナログを溶接するのと同じ装置を使用してハンダ付けできます。 PVC製品の壁はより厚くて硬いので、接続には継手が必要です。 彼らの融点は低いので、この種は給湯には使用されません。パイプラインの壁は高温の影響下で変形します。 はんだ付けは、接合された製品の端部が溶けているノズルを備えた電気溶接機によって行われる。 PVCパイプを適切にはんだ付けするには、いくつかのことを行う必要があります。
- きれいな縁;
- 補強があればそれを取り除く。
- 融点は200℃を超えてはならない。
ツール、デバイス、一連のアクションは、ポリプロピレンサンプルで作業する場合と同じです。
ビデオを見る
日常生活におけるポリプロピレン、ポリエチレン、またはPVCパイプは、しばしば1つの一般的な言葉のプラスチックと呼ばれ、それらの接続の原則は共通点が多い。 パイプをはんだ付けするのに間違いなく全員ができますが、誰もが学ぶことができます。
プラスチックをベースにしたパイプは、下水道やガス幹線の建設における鉄鋼、コンクリートなどの優れた代替物です。 高品質のワンピース輸送システムを得るために、ポリエチレンパイプのはんだ付けが使用されています。
通常、はんだ付けは、バットまたは電気クラッチ方法によって行われる。 どちらの技術も共通の物理的原理を持っています。 それは、PEまたはPVC製品の2つの接続された表面からの分子の相互貫入の作用に基づいている。 しかし、これら2つの技術にはいくつかの重要な違いがあります。 突合せ溶接および電気融合溶接のすべての機能を拡張するために、それらを個別に検討します。
ポリエチレンからバットまでのはんだ付け技術
バットはんだ付けは、圧力パイプライン、下水道、ガスパイプラインを設置する場合に最も必要とされます。 溶接継手が強度特性を満たすためには、予備段階で、溶接部を接合する条件が満たされなければならない。
- 同じ材料で作られている場合はパイプの設置が可能です。
- 溶接されたパイプは滑らかで清潔な端面を有していなければならない。
- はんだ付けは、セントライザーを使用してPEパイプを厳密に位置合わせして行われます。
溶接に直接目を向けると、プロセスの温度体系を考慮する必要があります。 この設置作業の段階では、ポリエチレン、PVC、および他の同様のプラスチックが、加熱されたときに線形および体積膨張の重要な程度を有するという事実が考慮される。 急速加熱は、継ぎ目ゾーン内の隣接する点で大きな圧力降下を形成する不均等な温度分布をもたらし、継ぎ目内に望ましくない応力集中を引き起こす可能性がある。 PEパイプのさらなるはんだ付け技術は、次の操作に削減されています。
- 溶接されたパイプの間に設置された加熱要素の助けを借りて、端部は特定の温度レジームを考慮してウォームアップを開始します:HDPEパイプ - 220℃まで、LDPE - 200℃まで ヒーターの端は手動でオンになります。 その後、油圧クランプを使用して、0.6〜0.8 kgf /cm²の圧力で熱電対に確実に接着されます。
- 必要な時間を維持した後、パイプを側面に希釈し、ヒーターを取り除き、パイプの端部をポリエチレングレードに応じて1.0~2.0kgf / cm2の圧力で接続する。
- 最後の操作 - シームを冷却することは、圧力が一定の時間保持されると自然に起こります。
- 技術の終わりに、溶接継手の強度、そのサイズ、およびビードの構成がチェックされる。 クランプからパイプを取り除いた後、シームがマークされ、シリアル番号が割り当てられます。
プロセス全体を通して、圧力と時間によって常に監視されます。 これらのパラメータの変更および調整はサイクログラムに従って行われます。

管の壁厚が異なる場合、電気溶断法が使用されます。 適用の範囲:低圧パイプライン(排水、重力下水道)、すでに敷設されたパイプラインへの引き込み、要素の修理と交換。 バットジョイントからのカップリングの主な違いは、パイプのはんだ付けの方が直径の差が大きいことです。
このようなはんだ付けのもう一つの利点は、速度、操作の容易さ、およびそれらを小さな領域で行う能力である。 電気クラッチを使用した溶接の原理は、埋め込まれた金属らせんによるパイプの端部の溶融であり、このプロセスの技術は次のようになります。
- hDPEまたはLDPEパイプの端部を汚れから掃除して脱脂し;
- パイプの一方の端部は、電気的結合部に置かれ、ポジショナによってクランプされる。
- パイプの端部を整列させた後、ジョイントが正確にその中心にくるように継手を後方にシフトさせる。
- 作動電圧がクラッチ端子に印加され、加熱処理が自動的に実行される。
- はんだ付けは、溶融したポリエチレンが現れるはずのフィッティングホールの読み取り値に従って終了したとみなされる。
- 継ぎ目の冷却は、完全な不動の状態で強制的に冷却することなく通過しなければならない。
プラチナパイプPEとPVCは日々の生活や産業で自信を持って金属を置き換えます。 これは、材料の化学的不活性、比較的簡単な取り付け、メンテナンスの容易さ、ハイウェイのわずかな局所抵抗、長い保証期間(50年)などの特性によって後者をしばしば超えてしまうという事実による。 技術に関しては、PEパイプのはんだ付けには、設置作業のかなりの程度の文化と、その対象に関する十分な知識が必要であることに留意すべきである。 この問題は、専門教育機関に基づいて専門家を訓練することで解決できます。
ポリエチレンHDPE製のパイプは、給水からガスパイプライン、ケーブル引っ張り用のチャンネルまで、ほとんどすべての現代の通信システムで使用されています。 彼らは耐久性、弾性と耐摩耗性があります。 ポリエチレンからのパイプラインシステムの正しい設置は、パイプセグメントの接合部においても信頼性を保証し、HDPEパイプを自分で接続する方法についての知識は、設置費用を節約します。
HDPEからの配管システムの種類
低圧パイプのポリエチレンから様々な目的のために製造され、以下のシステムの設置のために行く:
- 給水、
- ガス、
- 下水道、
- 排水、
- 水井のデバイスのケーシング、
- 電源またはコヒーレントケーブルの絶縁。
重要! HDPEパイプは、内部の通信のためにも、屋外の地下や地下に外部高速道路を設置するためにも使用できます。
パイプをシステムに取り付ける
HDPEパイプは、長さが6〜12メートルの標準的な長さと、長さが100〜500メートルのコイルまたはコイルで製造されています。 特定の部屋のシステムにインストールするときは、次の操作を行う必要があります。
- はんだ付けやはめ込みのためのポリエチレン管の切断(切断)。 この作業は、切れ目が亀裂やバリがなくパイプの表面に垂直に最大限均一になるように、非常に慎重に行う必要があります。 このようなカットは、以下の助けを借りて実行できます。
- 直径15〜30mmのパイプに対応した手動または電気式のパイプカッターで、
- 直径15〜160mmの国内パイプの円形カッター、
- 直径が63〜350mmの高品質の切断パイプを作るために使用されるいわゆる「パイプギロチン」は、
- バンドソーは、最も高価なプロのツールであり、直径1600mmまでのパイプを清潔で滑らかに切断することができます。
- 大きなパイプの映像を購入するときは、ベイのリングをまっすぐにまっすぐにする必要があります。 難しいのは、パイプをまっすぐにすると、誤って破損する可能性があるということです。 ここでは、パイプ材料は熱可塑性ポリマーであるHDPEであることを覚えておく必要があります。 そのため、形状が少し変わった場合は、短時間暖かい場所(日光浴中の暖房のある場所)に置いたり、お湯で水分を補充してください。 その後、彼らは容易に曲がるでしょう。
- 直線を曲げることによって角度を形成する。 この場合、アークがまっすぐにされる場合よりも、ある面積のより多くの加熱が必要とされる。 これを行うには、同じお湯、建設用ヘアドライヤーまたは簡単なガスバーナーを使用してください。
注意! HDPEパイプを曲げるためには、小さな加熱で曲げを壊す可能性があるため、非常に慎重に加熱する必要があります。温度が高すぎると、破損する恐れがあります。
接続方法
ポリエチレンパイプを接続する方法は、2つの主要なグループに分けることができます。追加の部品(継手と継手)の取り付けとジョイントの直接溶接です。
溶接
溶接は、固体表面に似た負荷に耐え、完全継手シーリングで最も永続的な永久継手を提供します。 はんだ付けは直径が50mmを超えるパイプに適用され、特殊な溶接機が必要です。
HDPEパイプのセグメントの溶接を行うことができます:
- お尻。 この場合、スライスの特別な均一性とパイプ壁の厚さの10%以下の互いのずれが必要とされる。 作業は一貫して進められます:
- パイプのセクションは、すべての汚染物質から浄化され、脱脂され(例えば、アルコールまたは他の物質)、
- 両端はポリマーの粘度に加熱され、
- パイプの部分は、圧力をかけて接続され、完全に冷却されるまで不動に固定される。 この場合、縫い目が滑らかであることを保証する必要があります。
- 電気的に溶接された継手の使用。 また、スパイラルを内蔵し、加熱されるとすぐに溶けるようなカップリングで作業するための装置が必要です。
- 清浄化され脱脂されたパイプの端部は継手に固定され、
- 装置の端子は、溶融物の開始前に螺旋の出口に接続され、
- パイプは完全に冷えるまで固定されています。
どのようにそれを行うには、ビデオを見てください。
重要! 溶接継手は、簡単な溶接が困難な、到達困難な場所で使用されます。フレームを作成したり、すでに組み立てられたシステムを修理するとき、ウェルなどで使用する場合
取り付け
直接勃起とは、使用可能なすべてのタイプの継手の助けを借りて、取り外し可能なジョイントの作成を意味します:カップリング、曲がった曲がり、ティー、4ウェイプーラーなど このような継手は、継手の超強さが要求されないシステム、または解体および再建が必要な領域(例えば、夏期に外部灌漑システムを接続するための民間の家屋など)で通常実行されます。
制約のないインストールは、次の方法で実行できます。
- それぞれのパイプ要素を互いに簡単に取り付けることができ、それらをうまく押すだけで、シーリングリングを備えたベル形の継手の助けを借りてパイプを接続すること。
- 圧縮要素のフィッティング接続は、いくつかの段階で行われる。
- クランプナットはパイプカットで締め付けられます。
- パイプは継手の継手に止め具にしっかりと固定されます。
- クランプナットはキーでネジ止めされています。
関連記事















