
Cijevi od polietilena za lemljenje završavaju i koriste električnu spojnicu
Danas se proizvodi od polimernih materijala koriste u mnogim područjima naših života i industrije. Ali osobito popularan je HDPE - niskotlačni polietilen. Ovaj materijal razlikuje se od izdržljivosti, trajnosti, zahvaljujući niskoj specifičnoj težini, jednostavan je za instalaciju. Polietilenske cijevi često stvaraju cjevovode za razne svrhe. Zavarivanje HDPE proizvoda izvodi se za povezivanje pojedinačnih praznina. U ovom ćemo članku govoriti o vrstama i značajkama cijevi za zavarivanje od HDPE.
Vrste povezivanja
Za spajanje polietilenskih cijevi mogu se koristiti sljedeće metode:
- Priključci za utičnicu. Za izvođenje takvog spajanja praznih elemenata od HDPE, potrebni su čelični prirubnici. Glavna značajka ovog načela priključivanja je da se tijekom rada cjevovod može rastaviti.
- Stalni prilogu. U tom slučaju, rastavljanje komunikacija neće raditi. Da bi se uspostavila takva veza, praznine moraju biti zavarene. Za to se može koristiti jedna od sljedećih metoda:
- zavarivanje od polietilena;
- zavarivanje proizvoda iz HDPE pomoću spojki.
Za montažu cjevovoda od elemenata velikog promjera koriste se termoresistentni elementi ili zavarivanje. Kada koristite oba, dobiva se pouzdana monolitna veza.
Zavarivanje HDPE proizvoda

Zavarivanje navoja HDPE cijevi zahtijeva uporabu opreme za zavarivanje. Zbog činjenice da se tijekom zavarivanja ne koriste dodatni dijelovi, proces instalacije je puno jednostavniji. Na ovaj način mogu se zavarivati samo praznine od HDPE.
Pažnja: kvalitetan zavarivanje proizvoda HDPE-a dobit će se samo pod uvjetom da će se izvesti pomoću jednog šava. Zbog toga će trajnost spajanja dijelova spojiti biti maksimalna.
Zavarivanje polietilenskih stražnjih cijevi je najučinkovitija i svestrana tehnologija, jer istovremeno fleksibilnost materijala održava se tijekom cjevovoda. Ova se metoda može koristiti bez obzira na vrstu polaganja plinovoda (rov, bez kanala ili otvorena).
Lijevanje polietilenskih cijevi vrši se slijedećim redoslijedom:
- Za početak, krajevi praznina koji se spajaju moraju se ugraditi u centralizator opreme za zavarivanje.
- Nakon što su dijelovi poravnati i učvršćeni, upotrijebite pamučnu vunu i alkohol za čišćenje krajeva prašine, prljavštine i masnoće.
- Zatim se krajevi koji se zavaruju obrađuju pomoću uređaja za spajanje. Završetak obrezivanja se zaustavlja kada se počnu formirati jednoliki čipovi debljine ne više od 0,5 mm. Sada se djelo može izvući i ručno kontrolirati paralelizam krajeva.
- Ako postoji neprihvatljivi razmak između zavarenih površina, potrebno je ponoviti postupak obrezivanja.
- Nakon toga izvodi se lemljenje cijevi. Da bi se to postiglo, uz pomoć grijaćeg elementa s neprozirnim premazom, krajevi radnih dijelova zagrijavaju se na potrebnu temperaturu.
- Kada su krajevi dovoljno rastopljeni, zavareni proizvodi se uzgajaju, a uklanjaju se i grijaći element iz zone zavarivanja.
- Nakon toga, zavareni krajevi mogu biti zatvoreni i pritisak stezaljke povećan do postizanja potrebne vrijednosti.
- Zavarene šavove treba držati pod pritiskom tijekom određenog vremenskog razdoblja.
- Nakon toga provjerava se kvaliteta zavarivanja. Da biste to učinili, procijenite izgled rešetke, širine i visine.
Zavarivanje šupljina od HDPE

Zavarivanje HDPE cijevi metodom prigušnice vrši se pomoću posebne jedinice za zavarivanje nazvane lemljenje, kao i set posebnih mlaznica koje se mogu razlikovati po promjeru. Odabire se veličina mlaznice, koja se temelji na promjeru zavarenih polietilenskih cijevi.
Spajanje lemljenja cjevovoda s HDPE provodi se upotrebom elemenata. Konfiguracija tih proizvoda može biti različita. Oni mogu biti u obliku uglova, čašica ili spojki. Ovom metodom lemljenja, krajevi praznih elemenata i spojeva su zavareni.
Važno: glavna prednost spajanja zavarivanja je da se može izvesti u teško dostupnim mjestima gdje je aksijalno pomicanje praznih mjesta teško.
Zagrijavanje polietilenskih dijelova provodi se dodavanjem obradaka s grijanim metalnim dijelom jedinice za zavarivanje. Sastoji se od dva uvijena dijela:
- vretena zagrijavaju unutarnju površinu spojnice;
- cijev za grijanje je umetnuta u rukavac.
Da biste ugradili ovu mlaznicu u rupu jedinice za lemljenje, rukav i trn, moraju se uvijati zajedno.
Valjanje polietilenskih cijevi s metodom prigušnice uključuje sljedeće pripremne mjere:
- Radne komade moraju se rezati pomoću posebnih škara na željenu veličinu. Moraju se osigurati da je rez sitno okomito na uzdužnu osi proizvoda.
- Prije lemljenja, krajevi praznina koji se spajaju moraju se očistiti.
- Kako bi se spriječilo neželjeno hlađenje tijekom postupka zavarivanja, krajevi cijevi koji se trenutno ne spajaju zatvoreni su s utikačima.
- Nakon toga je potrebno očistiti površinu mlaznice za zavarivanje od čestica materijala koji bi mogao ostati nakon prethodnog rada.
Sada možete nastaviti do samog procesa zavarivanja, koji se izvodi u ovom slijedu:
- Prvo, mlaznica mora biti zagrijana do temperature zavarivanja. Kada vrijednost dostigne potrebnu razinu, signalizira se signalni element na tijelu lemljenja.
- Nakon toga, cijev HDPE mora biti umetnuta u rukavac dok se ne zaustavi. Zauzvrat, pričvršćenje se stavlja na svornjak koliko god je to moguće. Budući da su promjeri malo drukčiji, neki će napori biti potrebni za izvođenje postupka.
- Odabir vremena zavarivanja cijevi prema posebnim tablicama, gdje je ovaj indeks označen za proizvode različitih promjera.
- Tijekom umetanja cjevastog elementa i pričvršćenja spojnice, višak materijala s površine predoblika se rastopi i ekstrudira prema van. Kao rezultat toga, na rubu zavarenih elemenata formira se kružni valjak.
- Pritiskom prilikom umetanja dijelova treba zaustaviti u trenutku kada se obradni dio i spojnica zaustave. Vrlo je važno pridržavati se ovog stanja, jer inače veza neće biti dovoljno jaka. Budući da je teško točno odrediti dubinu uranjanja izratka, potrebno je unaprijed izmjeriti tu vrijednost i označiti cijev.
- Nakon toga skinite zavarene radne dijelove s mlaznice. Nakon toga postavite cijev u spojnicu na takav način da je čvrsto postavljen u valjak za prsten. Dopustite da spojene komponente ostanu hladne. U tom slučaju nemojte ih uvrtati i podvrgnuti različitim mehaničkim utjecajima.
Zavarivanje elektrofuzijom

Za izvođenje takve veze potrebna je posebna električna spojnica u koju su montirani ugrađeni grijač. Ako usporedite ovo zavarivanje s stražnjicom, to će koštati više zbog potrebe kupnje skupe električne spojke.
Međutim, ova tehnika ima svoje prednosti:
- Budući da na unutrašnjoj površini cijevi ne nastaje rešetka, propusnost cjevovoda ne smanjuje se.
- Ova metoda zavarivanja prikladna je za korištenje u ograničenom prostoru, gdje ne možete ugraditi ukupni zavareni agregat.
Da biste spojili dva praznina na pravocrtni dio cjevovoda, koristite uobičajene električne spojke. Međutim, u nekim slučajevima možda će biti potrebno koristiti elektrofuzijske žlijebove i sedlo. Za obavljanje posla trebat će vam elektrofuzijska jedinica za zavarivanje.
Postupak zavarivanja provodi se pomoću polietilenskog zavarenog spoja. Ovo je poseban proizvod koji ima ugrađene spirale, koji služe kao grijaći elementi. Istodobno je dio materijala koji je otopljen grijanom spiralom spojen na polimerni materijal izradaka, stvarajući čvrsti monolitni cjevovod. Usput, spirala ostaje zauvijek u primljenom šavu.
Važno: Elektrofuzijska tehnologija omogućava dobivanje spoja visoke čvrstoće. Međutim, zbog visokih troškova ove metode, koristi se u instalaciji tlačnih komunikacija za transport plina i naftnih derivata.
Električne spojke za zavarivanje provode se u sljedećem redoslijedu:
- Pomoću posebne opreme za rezanje cijevi se izrezuju na komade odgovarajuće veličine.
- Dalje, prašine moraju biti očišćene od prljavštine i odmašćene na mjestu zavarivanja. Isto postupanje treba podvrgnuti električnom spoju.
- Zatim, na cijevnim elementima izrađuju se oznake koje će omogućiti kontrolu dubine umetanja cijevi u spojku.
- Kako bi se spriječilo neželjeno hlađenje elemenata tijekom postupka zavarivanja, slobodni krajevi cijevi su prigušeni.
- Pomoću posebnih žica jedinica za zavarivanje je spojena na električnu spojnicu, pritiskom na gumb za pokretanje.
- Nakon određenog vremena uređaj će se automatski isključiti, što znači završetak zavarivanja.
- Tako dobiveni spojevi mogu se koristiti samo nakon sat vremena.
Pozor: glavni uvjet za dobivanje kvalitetnog zavarivanja je nepokretnost dijelova u procesu zavarivanja i hlađenja.
Za dobivene zavarene spojeve nametnuti su sljedeći zahtjevi:
- Prstenasti zrnac zavarenog šava treba prije zavarivanja preklapati oznaku na izratku.
- Dopušteno pomicanje segmenata cijevi međusobno relativno nije više od 10% debljine stijenki HDPE elementa.
- Ako debljina zidova zavarenih dijelova nije veća od 5 mm, visina valjka za kvalitativni zavar trebala bi biti oko 2,5 mm. U slučaju zavarivanja cijevi s debljinom stjenke od 6-20 mm, visina valjka bi trebala biti veća od 5 mm.
Prilikom odabira načina zavarivanja praznina od HDPE, potrebno je uzeti u obzir radne uvjete ugrađenih inženjerskih komunalnih poduzeća. Uzimajući u obzir samo ovaj faktor, moguće je izvršiti pouzdani i kvalitetni cjevovod, koji će učinkovito raditi sve vrijeme dodijeljeno.
Raspon građevinskih proizvoda raste svake godine. Na tržištu postoje moderni materijali koji olakšavaju izgradnju i povećavaju produktivnost radnika. Potrošači imaju tendenciju da koriste cjevovode dugog vijeka trajanja pri planiranju unutarnjih sustava u kućama. Prikladna alternativa koja zadovoljava zahtjeve potrošača je grana internih komunikacija iz plastike. Kako lemiti plastične cijevi?
Druga prednost takvih tehnologija je pojava sposobnosti samostalnog popravljanja ili zamjene vodoopskrbnih i grijanja. Kako navesti plastične cijevi za opskrbu vodom?
Pogledajmo vrste

metalni i plastični

polietilen
Takve komunikacije su podijeljene u podvrste:
- Polietilen - koriste se za postavljanje gnijezda u zgradama i vanjskim rutama. Moguće ih je koristiti na visokotlačnim priključcima cijevi i pri niskim temperaturama okoline.
- PVC se koristi za smanjenje troškova popravaka.
- Metal-plastika - najkorisniji proizvodi, korisni vijek trajanja od preko 50 godina. Idealno za zamjenu tople vode.
Široka primjena ovog materijala je zbog brojnih razloga. Pozitivna svojstva takvih struktura za razliku od metalnih:
- Dugi vijek trajanja.
- Niska korozija.
- Jednostavan za instalaciju.
- Ne zahtijeva posebne vještine.
- Ekološki prihvatljiv materijal.
- Ekonomski i pristupačni u uporabi.
- Lagano i jednostavno transportirano.
- Nisu podložni štetnim učincima mikroorganizama.
Vaš sustav vodoopskrbe

Sklop spojke

Polietilenski modeli se montiraju pomoću metode šiljka ili pomoću spojki / spojnica (sklop za spajanje). Kako navesti plastične cijevi za opskrbu vodom?
Za obavljanje novih vodoopskrbnih mreža, PVC i polietilenski proizvodi prikladni su bez armature i pojačanja. Priprema zahtijeva izradu sheme buduće opskrbe vodom s naznakom duljine grana, njegovom položaju i svim potrebnim fitinzima za ugradnju. Točan izračun duljina i broja zavoja olakšat će tehnologiju, povećati brzinu zadatka i spriječiti ponovnu obradu.

Lemljenje

nož kućište
Za lemljenje polietilenskih spojeva potrebno je:
- Lemljenje.
- nož kućište
- Trimer za rezanje cijevi i reznih rubova rezanih krajeva.
- Papir za uklanjanje krede
- Spajanje (ako je spojka)
Uređaj za grijanje je poseban uređaj s potplatom s posebnim mlaznicama različitih promjera. Postoje uređaji koji istodobno dolaze s dvije ili više mlaznica.
Stupnjevi tehnologije postavljanja hidrokomunikacije će vam reći kako naučiti kako lemiti:
- Mjerite traku s potrebnom duljinom.
- Izrežite duljinu rezača.
- Stisnite rezane krajeve. Ovo je važan korak u procesu lemljenja. Sekcije treba glatko brusiti i očistiti. Za više samopouzdanja, također možete ukloniti otopinu alkohola.
- Oslobađamo se ciljeva. Ako se prilikom instaliranja mreža za održavanje života koristi spojnica, tada na jednom kraju strukture postavljamo spojku / spojnicu i zagrijavamo zajedno s budućim povratom u mlaznici željenog promjera lemljenja. Nakon zagrijavanja krajeva odmah spojite i pričekajte potpuno hlađenje sklopa. Prisutnost zrna označava kvalitetu zavarivanja.
Pažnja molim te! Kod ugradnje topline i vodovoda sa šavom za spajanje, strogo je zabranjeno ispuštanje vode ili vlage u šupljinu ili na površinu. Kada se grije, voda, pretvarajući se u paru, deformira plastičnu strukturu, zbog čega gubi snagu.
Što tražiti
Načini rada temperature za lemljenje opisani su u uputama za alat. Na modernim proizvodima instalira se automatski način grijanja, ovisno o veličini instalirane mreže i dubini zavarivanja. Na prethodnim je razinama snaga grijanja odabrana ručno.
Na kojoj bi se temperaturi plastične cijevi trebale lemiti? Pri prianjanju polietilenskih nadmorske visine postavili smo regulator temperature oko 220 ° C, za polipropilen - 260 ° C Na mehanizmu za zagrijavanje nalazi se indikator koji označava spremnost uređaja za uporabu. Indikator svijetli samo u načinu rada za grijanje.
Trajanje lemljenja ovisi o obodnom polumjeru cjevovoda i može se kretati od 5 do 40 sekundi. Nemojte pregrijavati krajeve. To može uzrokovati stvaranje blokada na mjestu adhezije.
Ako želite instalirati jednu veličinu vodoopskrbe, ne biste trebali overpay za broj mlaznica i prisustvo mehanizma temperature.
Ako se planira velika količina dugoročne proizvodnje uz upotrebu mreža različitih veličina po opsegu, dobivamo univerzalni uređaj za povezivanje s najnovijim tehničkim mogućnostima i karakteristikama.
Znakovi lemljenja
Znati da tehnologija pridruživanja autonomnih komunikacija nije dovoljna. Za instalaciju visoke kvalitete morate znati niz mogućnosti polaganja i lemljenja stambenih grana. Kako lemiti plastične cijevi? Kako bi se osigurala profesionalna montaža tehnoloških struktura, potrebno je zapamtiti neke nijanse veze:
- Za sklop za lemljenje osigurava vrijeme zagrijavanja. Ovaj put je od 5 do 20 minuta.
- Proizvodnja podrške za život od kuće do kuće trebala bi se provoditi na temperaturi iznad nule.
- Nakon lemljenja krajeva zahtijeva se da ne dopuštaju njihovo pomicanje ili premještanje, dovoljno je isključiti izobličenja glatko. Morate ih pustiti da se ohlade. Pomicanje zgloba može dovesti do propuštanja u budućnosti. Za hlađenje, potrebno je isto vrijeme da ga se lemeri.
- Potrebna snaga alata za lemljenje iznosi 1200 W.
- Kućište za lemljenje namijenjeno je za lemljenje do promjera do 32 cm. Ako trebate sklopiti proizvode s velikim promjerom, kupujemo profesionalni uređaj za lemljenje.
- Ne smije biti nikakvih razmaka između ruba cjevovoda i unutrašnjeg navoja priključka. Rupa može curiti pri visokom tlaku vode. Prekomjerna sila pri kompresiji elemenata može dovesti do smanjenja slobodnog prostora u šupljini i pogoršati rad cijele strukture.
- Nakon svakog proizvedenog pakiranja uklonite preostali materijal iz mlaznica. Budući da mlaznice imaju poseban premaz, uklanjanje ugljika treba biti drveni uređaj kako bi se izbjeglo oštećenje cjelovitosti površine. Ogrebotine na površini mlaznice pogoršat će tehnološke karakteristike uređaja i učiniti ih neprikladnom za daljnju upotrebu.
Mislite li kako grijati?

Instalacija opskrbe toplinom ima brojne poteškoće. Uređaj za modeliranje grijanja može se provoditi u prostorima s niskim temperaturama, što komplicira proces lemljenja. Za sustave opskrbe toplinom razvijene su ovisno o temperaturi vode isporučene u sustavu i radnom tlaku. Korištenje plastike u građevinarstvu povećalo je produktivnost i smanjilo troškove potrebnog materijala.
Cijevi za grijanje ojačane su staklenim vlaknima, što ovaj materijal čini trajnim i dugotrajnim.
Zdravstveni i radni uvjeti
Kod izvođenja radova vezanih uz grijanje zglobova glavnog grijanja pridržavamo se sigurnosnih pravila za isključenje ozljeda i opekotina:
- Mi lemljenje u posebnim zaštitnim rukavicama.
- Pratimo čistoću poda u sobi. Dirt nepovoljno utječe na kvalitetu zavarivanja i izgled cjelokupne strukture.
- Lijevano željezo postavljeno je na ravnu horizontalnu površinu.
- Da biste započeli, potrebno je nakon što se uređaj potpuno zagrije, nakon isključivanja indikatora spremnosti.
- Brtva se ne isključuje iz napajanja tijekom cijele instalacije.
Nije teško lemiti plastične cijevi vlastitim rukama. Proces lemljenja ne zahtijeva prisutnost profesionalnih vještina ili iskustva. Svatko može instalirati mreže za životnu podršku u vlastitom domu. Potrebni sastav potrebnog alata uključuje samo uređaj za lemljenje. Ostali pomoćni alati mogu se zamijeniti improviziranim alatom, rezačem s oštrim nožem. Cjevovod od polietilenskih konstrukcija i PVC je pouzdan, izdržljiv i ekološki prihvatljiv sustav za opskrbu vodom i grijanje.
Preporuča se video: Tajne montažnih polipropilenskih cijevi
Korisne informacije?
Moderno sanitarno tržište zadovoljava potrošače izborom najprikladnije opcije, ali istodobno zahtijeva znanje o svojstvima materijala i načinu njihove instalacije. Kvaliteta cjevovoda u velikoj mjeri ovisi o kvaliteti spoja pojedinih elemenata, od kojih je najpouzdaniji, izdržljivi, hermetički koji se lemaju.
Lijevanje bakrenih cijevi nije lagan zadatak, potreban vam je poseban alatNapajanje bakrenih cijevi
Bakar nije jeftin metal, ali cjevovod iz njega ima konkurentne prednosti, omogućujući da ostanu sustavi bakra na vrhuncu potražnje. Kompetentno provođenjem od bakra osigurat će dug i bezopasan život distribucije vode tijekom cijelog života kuće, više od pola stoljeća. Praktičnost obrade takvih proizvoda je jednostavan proces lemljenja - to je niska temperatura, lako se provodi u kućanstvu s plinskim plamenikom ili električnim lemilom za lemljenje.
Skup alata
Kompletan skup alata, alata i materijala koji se koriste u procesu lemljenja su sljedeći:
- sredstva za širenje, rezanje i odstranjivanje cijevi: ekspander, rezač cijevi ili brusilica s najtanjim diskom, strugalom za čašu, brušilicom, metalnim četkom;
- alat za zagrijavanje metala i topljenje lemljenja: plamenik plin ili električni lem za lemljenje za 250 W;
- materijali s kojima dolazi do spajanja: protjecanje i lemljenje legure metala s bakrenim, antimonijskim, srebrnim ili drugim aditivima;
- pomoćni materijali - salvete za uklanjanje prekomjernog protoka, nosača, rukavica, alata za mjerenje i označavanje.
Bakrene cijevi su spojene bez priključaka - rub se proširuje uz pomoć ekspanzije cijevi, u njega se ulijeva još jedan segment. Priključak se zagrijava, a šava se izlije s taljenjem od rastaljenog kositra - dobiva se pouzdani zavareni spoj koji može podnijeti dovoljno visok pritisak i visoke temperature. Ispravno za lemljenje cijevi od bakra je moguće, razumijevajući s načelima procesa koji se pojavljuje:
- nakon rezanja cijevi prije lemljenja, krajevi su pažljivo očišćeni - sve su četke uklonjene, a rub je prizemljen do svijetlo žute boje. To mora biti učinjeno kako bi se uklonili oksidi iz bakra, koji sprečavaju lemljenje;
- nakon što je stripping je pokriven s posebnim sastava - tok koji uklanja kisik, sprečava oksidaciju tijekom zavarivanja, pomaže rastaljenom lemu prodrijeti duboko u zglob;
- pokriveni segmenti se stavljaju jedan na drugi i grije se plamenikom ili lemljenjem. Tehnika lemljenja u ovom slučaju razlikuje se od rada plamenika samo u odsutnosti otvorenog plamena;
- na zagrijanu površinu ispod plamena, dolazi do lemljenja - kositar se topi, stegne u zglob, ravnomjerno se širi duž kruga zgloba;
- nakon hlađenja, višak kositra će pasti, a šava će biti čvrsto zapečaćena.
Vijeće. U svakodnevnom životu postaje nužno povezivanje aluminijskih cijevi koje se teže obrađuju od bakra. To će zahtijevati aluminijsko lemljenje i opremu za lemljenje aluminija - plamenik koji može zagrijati metal na 400 ° C Specifičnost postupka je da se ne koristi fluks, a lemljenje se ne ubrizgava u plamen, već se nanosi na zglob: ona se topi iz kontakta s vrućim metalima.
Cijevi za lemljenje od polipropilenskog PVC-a (plastične)
Polimerni proizvodi su lemljeni pri nižim temperaturama od metala. Boji se otvorenog plamena, pa se za zavarivanje upotrebljavaju posebni alati za električno lemljenje, zvane strojevi za zavarivanje.
Tehnologija zavarivanja proizvoda iz polipropilena (PP) u osnovi se razlikuje od rada s bakrom. Spajanje metalnih dijelova je umetanje jednog komada u drugi, a zatim brtvljenje šava pomoću zavarivanja mekog metala. U slučaju polipropilena, oba su segmenta rastopljena, miješana, potpuno prodrla jedna u drugu, a kada se skrutne, formira se netaknuti homogeni spoj. Takav zavarivanje zvan je difuzni od latinske riječi difuzije, što znači miješanje. Pliniranje propilenskim cijevima znači izvršiti tri akcije:
- rastopiti krajeve segmenata u meko stanje;
- spojiti jedan s drugim bez nepotrebnih okreta;
- pričekajte do hlađenja - kao rezultat, formira se jednolika sekcija.
Lijevanje cijevi za grijanje i tekuću vodu kod kuće
Zbog jednostavnosti postupka, oni se provode kod kuće u vlastitim rukama. Za to morate kupiti:
- električni aparati za zavarivanje polipropilena;
- privitci na uređaj (uključeni u komplet za uređaj);
- glodalo;
- okovi;
- pribor: marker, nož, mjerenje trake.
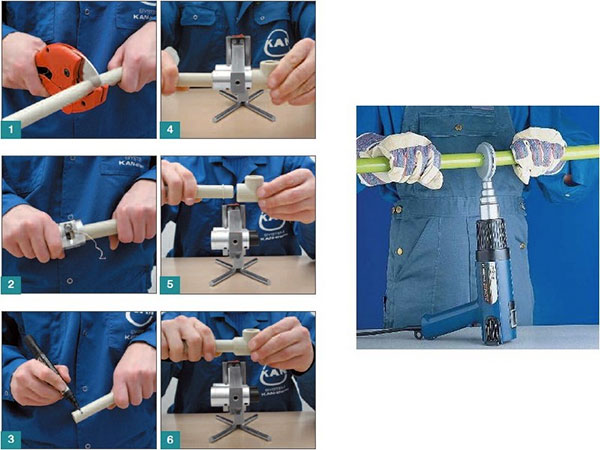
Taljenje propilenskih cijevi vlastitim rukama sastoji se u redoslijedu izvršenja sljedećih operacija:
- Izrežite cijevi prema unaprijed određenim dimenzijama, ako je potrebno, pričvrstite spojnice.
- Prytsevat završava - uklonite s gornjeg zaštitnog sloja od 1-1,5 mm. To se može učiniti pomoću lima za lice ili brušenjem brusnim papirom.
- Pripremite stroj za zavarivanje - opremite ga mlaznicama duž promjera cijevi i utaknite ih u mrežu. Polipropilen se topi na temperaturi od 250 ° C. Uređaj ima relej temperature i indikator grijanja. Kada postignete željenu temperaturu, uređaj daje zvučni ili svjetlosni signal koji pokazuje da je postupak zavarivanja spreman.
- Umetnite cijev i pričvrstite ga u odgovarajuće mlaznice i strogo održavajte vrijeme prema uputama, izbjegavajući pregrijavanje ili podgrijavanje.
- Uklonite grijane dijelove iz mlaznica, a zatim lemljenjem umetanjem jednog elementa u drugu. U ovoj fazi akcije moraju biti sigurne i jasne - zabranjeno je pomicanje elemenata natrag i naprijed ili rotiranje duž osi.
- Dopustite polipropilenu da se ohladi - ostavite strukturu neko vrijeme bez mehaničkih utjecaja.
- Vizualno provjerite nedostatke veze: ako se promatra tehnologija, šava će biti jednolika i izdržljiva.
Ispravno lemljenje velikih HDPE polietilenskih cijevi na normalnoj temperaturi
Oni su od dvije vrste:
- niske čvrstoće - proizvode se pod visokim pritiskom i dobivaju nisku gustoću;
- visoke čvrstoće (HDPE) - proizvodi se pod niskim pritiskom, ali postižu visoku gustoću.
Drugi naziv za polietilenske cijevi visoke čvrstoće - HDPE se dešifrira kao niskotlačni polietilen. Riječi "niski tlak" u imenu znače uvjete pod kojima su proizvodi proizvedeni i nisu relevantni za područje primjene. Niskotlačni polietilen (HDPE) koristi se u visokotlačnim i temperaturnim uvjetima u plinskom ili vodenom mrežom. Pravilno lemljenje polipropilenskih cijevi nije lagan zadatak.
Budući da se proizvodi HDPE proizvode u širokom rasponu promjera (20 mm do 1 m 20 cm) i debljini stijenki, ne postoji jedna metoda njihova povezivanja i mnoge vrste opreme za lemljenje polietilenskih cijevi. Zavarivanje polietilenskih cijevi provodi se jednim od sljedećih metoda:
- stražnjica (ili stražnjica);
- utičnica;
- elektrofuzije.
Zavarivanje stražnjih cijevi u industrijskim uvjetima proizvodi skupa i glomazni stroj s mehaničkim ili hidrauličnim pogonom. Skup uređaja obuhvaća vodilice za centriranje, lice za glatko rezanje rubova koji se spajaju, element za grijanje, pogoni i mjerači vremena. Samo po sebi, tehnologija je jednostavna, ali oprema nije jeftina: cijena stroja za zavarivanje cijevi je prosječno 250 tisuća rubalja, a oko 50 tisuća zasebnih elemenata za grijanje.
Plamena shema za polietilenske cijevi za lemljenje u teško dostupnim mjestima
Valjanje polietilenskih cijevi javlja se prema sljedećoj shemi:
- spojeni proizvodi su umetnuti u stroj za zavarivanje cijevi, mn, centriran;
- između njih je umetnut automatski uređaj za podrezivanje, koji ravnomjerno rezati HDPE, uklanjanje strugotine;
- spojeni su suprotni krajevi, vizualna kontrola poravnanja i nepropusnost rubova;
- zavareni krajevi su odmašćeni, između njih je instaliran grijaći element;
- grijanje i taljenje krajeva na određenoj temperaturi za određeno vrijeme;
- grijaći element se uklanja i spoj se hladi tijekom razdoblja koje je odredio timer;
- dobiva se jaka veza koja ne utječe na fleksibilnost cjevovoda.
Domaći uvjeti nastaju na istom principu, ali uređaji koji se rabe jednostavniji su - lemljenje za polietilenske cijevi. Troškovi od 30 tisuća rubalja, zavarivanje zrcalo, prevučeni s Teflon i sposobni izdržati visoke temperature - do 300 ° C.
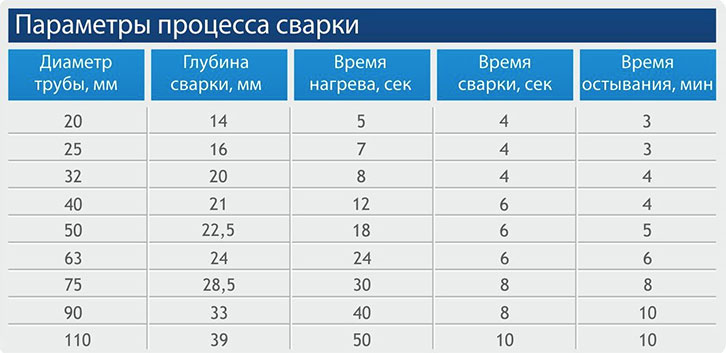
Parametri za zavarivanje polietilenskih cijevi od kraja do kraja: temperatura, vrijeme grijanja i hlađenja - ovise o promjeru i debljini stijenki, a izlažu ih zavarivači na posebnoj tablici. Da biste izbjegli pogreške na mnogim uređajima, parametri se automatski postavljaju.
Elektrofuzijsko zavarivanje cijevi je industrijski tip i sastoji se u topljenju dijela cjevovoda ispod kvačila, na koju se napaja električna struja, a temperatura se povećava. Elektro-spojke za polietilenske cijevi troše veliku količinu električne energije na radu i smatraju se skupljima, ali pomažu u slučajevima kada je nemoguće koristiti uređaj velikim dimenzijama. Može ih se koristiti kod kuće.
Lijevanje cijevi od armiranog polivinil klorida
Može se lemiti pomoću istog aparata koji se koristi za zavarivanje analoga polipropilena. Zidovi PVC proizvoda su deblji i teži, pa su njihovi spojevi neophodni. Njihova točka taljenja je niža, stoga se ova vrsta ne koristi za opskrbu toplom vodom - zidovi cjevovoda su deformirani pod utjecajem visokih temperatura. Valja se vrši električnim strojem za zavarivanje s mlaznicama na kojima se krajevi spojenih proizvoda rastopi. Za ispravno lemljenje PVC cijevi morate učiniti nekoliko stvari:
- čisti rubovi;
- pojačanje, ukoliko je moguće, ukloniti;
- talište ne bi smjelo prelaziti 200 ° C.
Alati, uređaji, slijed djelovanja su isti kao kod radova s uzorcima polipropilena.
SEE VIDEO
Polipropilenske, polietilenske ili PVC cijevi u svakodnevnom životu često se spominju kao jedna zajednička riječ plastika, a načela njihove veze imaju mnogo zajedničkog. Ispravno za lemljenje cijevi ne mogu svi, ali svatko može naučiti.
Cijevi na bazi plastike su izvrsna zamjena za čelik, beton i druge u izgradnji kanalizacijskih i plinovoda. Za dobivanje visokokvalitetnog jednodijelnog transportnog sustava koristi se lemljenje polietilenskih cijevi.
Obično se lemljenje provodi pomoću stražnje ili električne spojke. Obje tehnologije imaju zajednički fizički princip. Temelji se na djelovanju interpenetracije molekula, s dvije povezane površine PE ili PVC proizvoda. Međutim, postoji nekoliko značajnih razlika između ove dvije tehnologije. Kako bismo proširili sve značajke buke i elektrofuzijskog zavarivanja, razmotrit ćemo ih zasebno.
Tehnologija lemljenja cijevi iz polietilena u stražnjicu
U slučaju ugradnje tlačnih cjevovoda, kanalizacije i plinovoda najviše je potreban lemljenje. Kako bi zavareni spojevi zadovoljili svojstva čvrstoće, u preliminarnom stadiju treba ispuniti uvjete za spajanje zavarenih dijelova:
- ugradnja cijevi se može provesti ako su napravljeni od istog materijala;
- zavarene cijevi moraju imati glatke i čiste površine;
- lijevanje se vrši pod strogim poravnavanjem PE cijevi pomoću centralizatora.
Uključivanjem izravno na zavarivanje potrebno je uzeti u obzir temperaturni režim procesa. U ovoj fazi montaže, u obzir se uzima u obzir činjenica da polietilen, PVC i druge slične plastike imaju značajan stupanj linearne i volumetrijske ekspanzije kod zagrijavanja. Brzo zagrijavanje dovodi do neravne raspodjele temperature pri nastanku velikih padova tlaka na susjednim točkama u zglobnoj zoni, što može uzrokovati neželjene koncentracije naprezanja unutar šavova. Daljnja tehnologija lemljenja PE cijevi se smanjuje na sljedeće radnje:
- Pomoću grijaćeg elementa, koji se postavlja između zavarenih cijevi, krajevi počinju zagrijavati uzimajući u obzir navedeni temperaturni režim: HDPE cijevi - do 220 ° C, LDPE - do 200 ° C Rukavice na grijač ručno su uključene. Zatim, pomoću hidrauličkog stezaljka, pouzdano se pričvršćuje na termoelement pod tlakom od 0,6-0,8 kgf / cm2.
- Zadržavajući neophodno vrijeme, cijevi se razrjeđuju na stranu, grijača se uklanja, a krajevi cijevi se spajaju pod tlakom od 1,0-2,0 kgf / cm2, ovisno o stupnju polietilena.
- Posljednja operacija - hlađenje šavova, prirodno nastaje kada se pritisak drži određeno vrijeme.
- Na kraju tehnologije provjeravaju se čvrstoća zavarenog zgloba, veličinu i konfiguraciju zrna. Nakon uklanjanja cijevi od stezaljki, šav je označen, dodjeljujući mu serijski broj.
Tijekom procesa se stalno prati pritisak i vrijeme. Promjena i usklađivanje tih parametara javlja se prema ciklograma.

Metoda elektrofuziranja se koristi kada cijevi imaju različite debljine stijenki. Područje primjene: niskotlačni cjevovodi (odvodnja, gravitacijska kanalizacija), povezivanje s već položenim cjevovodom, popravak i zamjena elemenata. Glavna razlika spojke od stezaljke je bolja lemljenje cijevi s značajnom razlikom u njihovim promjerima.
Još jedna prednost takvog lemljenja je brzina, jednostavnost rada i sposobnost da ih provode u malim područjima. Načelo zavarivanja pomoću električnih spojki je topljenje kraja cijevi ugrađenom metalnom spiralom, a tehnologija ovog procesa izgleda ovako:
- krajevi HDPE ili LDPE cijevi se čiste od prljavštine i odmašuju;
- na jednom od krajeva cijevi stavlja se na električnu spojnicu i učvršćuje pomoću pozicionera;
- nakon poravnavanja krajeva cijevi, spojka se pomiče natrag tako da je spoj točno u njegovom središtu;
- radni napon se primjenjuje na priključke kvačila, postupak grijanja se provodi automatski;
- lemljenje se smatra završenim u skladu s očitanjima pričvrsnih rupica od kojih se pojavljuje rastopljeni polietilen;
- hlađenje šava treba proći bez prisilnog hlađenja u stanju potpune nepokretnosti.
Plastične cijevi PE i PVC pouzdano zamjenjuju metal u svakodnevnom životu i industriji. To se događa zbog činjenice da su često bolja od prošlosti takvim karakteristikama kao kemijske inertnosti materijala, relativno jednostavnu instalaciju, jednostavno održavanje, manje lokalne otpornosti na liniji, veliki jamstvenog roka (50 godina). Što se tiče tehnologije, treba napomenuti da lemljenje PE cijevi zahtijeva značajan stupanj kulture instalacijskog rada i dobro poznavanje subjekta. Taj se problem može riješiti osposobljavanjem stručnjaka na temelju specijaliziranih obrazovnih institucija.
Cijevi od polietilena HDPE koriste se u gotovo svim modernim komunikacijskim sustavima, od vodoopskrbe do plinovoda i kanala za vuče kabela. Oni su izdržljivi, elastični i otporni na habanje. Ispravna instalacija sustava plinovoda od polietilena osigurala pouzdanost čak i na mjestima zglobovima segmenata cijevi, a znanje o tome kako spojiti cijevi PEHD rukama, uštedjeti novac na instalaciju.
Vrste cjevovodnih sustava od HDPE
Iz polietilena niskotlačnih cijevi za različite namjene napravljene su sljedeće instalacije:
- Opskrba vodom,
- plin,
- kanalizacije,
- odvodnja,
- Kućište za uređaj bunara za vodu,
- Izolacija za snagu ili koherentni kabel.
VAŽNO! PEHD cijevi mogu se koristiti za unutarnju komunikaciju i vanjski uređaj za autoceste na otvorenom polju i pod zemljom.
Ugradnja cijevi u sustav
HDPE cijevi izrađuju se u standardnim duljinama - dužine 6 i 12 metara, kao i u zavojima ili zavojima dugih duljina - 100-500 metara. Tijekom instalacije u sustav u određenoj prostoriji, potrebno je izvršiti sljedeće radnje:
- Rezanje polietilenskih cijevi za lemljenje ili ugradnju. Ovu operaciju treba provesti vrlo pažljivo, tako da rez bude maksimalno jednak, bez pukotina i brazda, okomito na površinu cijevi. Takav rez može se provesti uz pomoć:
- Ručni ili električni rezač cijevi, koji se nosi sa cijevi promjera 15 do 30 mm,
- Kružni rezač za domaće cijevi promjera od 15 do 160 mm,
- Takozvani "cijevni giljotin" upotrijebljeni su za izradu kvalitetne rezne cijevi od 63 do 350 mm promjera,
- Band pila, koja je najskuplji profesionalni alat i može stvoriti čiste i glatke cijevi promjera do 1600 mm.
- Ispravljanje prstenova zaljeva u ravne duljine potrebno je pri kupnji velike cijevi za cijevi. Poteškoća je u tome što prilikom izravnavanja cijevi možete slučajno oštetiti. Ovdje je potrebno zapamtiti da je materijal cijevi HDPE, koji je termoplastični polimer. Stoga, za malu promjenu oblika, dovoljno je držati predmete na kratko vrijeme na toplom mjestu (u grijanoj sobi, na suncu) ili ih vodom s toplom vodom. Nakon toga će se lako saviti.
- Oblikovanje kuta savijanjem ravnih linija. U tom je slučaju potrebno više zagrijavanja određenog područja nego kad se luk izravnava. Da biste to učinili, koristite istu toplanu vodu, sušilo za kosu ili jednostavni plinski plamenik.
UPOZORENJE! Za savijanje cijevi HDPE, treba ga vrlo pažljivo zagrijati, kao kod malog zagrijavanja može se slomiti na zavoju, a previsoka temperatura može oštetiti.
Načini povezivanja
Metode spajanja polietilenskih cijevi mogu se podijeliti u dvije glavne skupine: ugradnju s dodatnim dijelovima (spojke i spojnice) i izravno zavarivanje spojeva.
zavarivanje
Zavareni spojevi omogućuju najkraći trajni zglob s potpunim brtvljenjem zglobova, podnoseći opterećenja slična čvrstim površinama. Napajanje se nanosi na cijevi promjera veće od 50 mm i zahtijeva poseban aparat za zavarivanje.
Zavarivanje segmenata HDPE cijevi može se provesti:
- Butt. U tom slučaju je potrebna posebna ravnost odrezaka i njihovo pomicanje međusobno ne više od 10% debljine zidova cijevi. Rad dosljedno nastavlja:
- Odjeljci cijevi se čiste od svih kontaminanata i odmašuju (npr. Alkohol ili druge tvari),
- Oba kraja se zagrijavaju do viskoznosti polimera,
- Komadi cijevi su povezani primjenom tlaka i čvrsto nepokretni dok nisu potpuno ohlađeni. U tom slučaju morate osigurati da je šava glatka, bez šupljina i izbočenja kako bi se osigurala njegova pouzdanost.
- Uz upotrebu električno zavarenih spojeva. Tu će također trebati stroj za rad s takvim spojkama, koje imaju ugrađenu zavojnicu i može se brzo tope kad se grije:
- Čisti i odmašeni krajevi cijevi su učvršćeni u spoju,
- Terminalni uređaj povezan na izlaze spirale prije njegova taline,
- Cijev je fiksirana dok se potpuno ne ohladi.
Kako to učiniti, pogledajte videozapis.
VAŽNO! Zavareni spojke obično koriste u skučenim prostorima gdje jednostavna zavarivanje teško: stvoriti okvire ili popravka već instaliranih sustava, bunarima, itd
montiranje
Pod izravnu ugradnju podrazumijevaju stvaranje odvojivim zglobova uz pomoć svih raspoloživih vrsta okova: spojnice, koljena, T-komadi, pomični dio 4, itd Takvi spojevi općenito se provodi u sustavima koji ne zahtijevaju superprochnogo montirana zglobova ili u područjima u kojima je potrebno rastavljanje i obnovu (npr privatni dom za vanjski sustav navodnjavanja u ljetnom razdoblju).
Neograničena instalacija može se provesti na sljedeće načine:
- Cijevni priključak preko utičnice postavljene na njih, opremljena brtvenim prstenima na koje je dovoljno jednostavno staviti odgovarajuće cijevi elemenata međusobno i dobro pritisne.
- Priključivanje kompresijskih elemenata odvija se u nekoliko faza:
- matica za stezanje se pritegne na cijevi;
- cijev se čvrsto stavlja na stezaljku;
- matica za pričvršćivanje pričvršćena je tipkama.
Povezani članci















