
Kako pravilno spojiti plinske cijevi. Kako spojiti plinske cijevi
S razvojem tehnologije, određena vrsta materijala sve manje koristi. Nekoliko rješenja može se koristiti za provedbu istih zadataka. To vrijedi i za izgradnju i polaganje komunikacija. Prije svega, trebate znati kako spojiti plinske cijevi. Članak će vam reći o vrstama veze i tehnologije.
Vrste cijevi
Do određene točke, metalne cijevi za bešavne cijevi korištene su za plinovod. Ali njihov je vijek trajanja ograničen korozivnim učincima na koje su izloženi zbog padalina i drugih čimbenika. Stoga se, zajedno s njima, počela primjenjivati:
- Polietilen. Mnogo jeftiniji u proizvodnji od rudnika metala, materijal je također otporan na dizajn tlaka u mreži. Visoka elastičnost, kao i nepropusnost zglobova vrlo su korisni u tlima, koji su karakterizirani abrazijom. Plastika je dielektrična, pa ne provodi struju. Ovo je jamstvo sigurnosti u slučaju problema s električnom mrežom.
- Gumena. U većoj mjeri, ovaj materijal se koristi za povezivanje središnjeg kanala s potrošačem, bez obzira radi li se o kotlu, plinskom stupcu ili nešto drugo. Odabran je sastav koji se ne slomi zbog izlaganja sunčevoj svjetlosti.
- Nehrđajući čelik. Da bi bili precizniji, pletivo je napravljeno od ovog materijala. Unutarnji rukavac je PVC čahura.
- Bakar. Ne tako davno, službeno je odobren za kanale s niskim tlakom. Prednosti su otpornost na korozivne učinke vode i drugih tvari.

Izbor proizvoda ovisit će o specifičnim uvjetima i već instaliranom sustavu.
Načini povezivanja
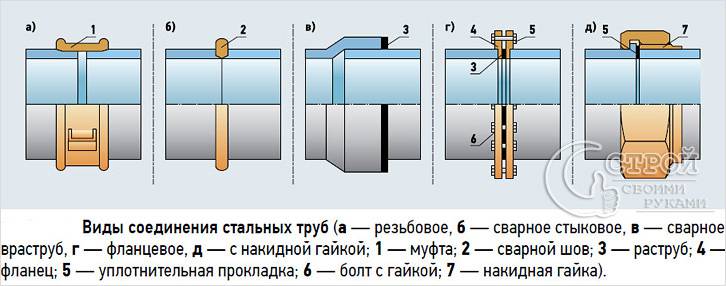
Svaka od navedenih vrsta cijevi može se artikulirati na jedan ili više načina. Od glavnih razlikuju ove:
- Navojem. Najčešći, kao i za spajanje ili polaganje malih dionica cjevovoda s mjerača. To se provodi uz uporabu dodatnih brtvenih materijala prirodnog ili umjetnog podrijetla.
- Pike. Primjenjuje se na cijevi od polietilena, a također iu nekim slučajevima i bakar , U odnosu na prethodnu potrebu je dostupnost profesionalne opreme bez koje nije moguće kvalitetno provoditi akciju. Najčešće se koristi na glavnim cijevima s velikim promjerom gdje nema mogućnosti upotrebe drugog načina.
- Zavarivanje. Za metalne cijevi, to se može napraviti s autogenim ili električnim aparatom za zavarivanje. U slučaju prvog, postoji manja vjerojatnost pojave stresa u dijelovima koji se zavaruju. Šava se okreće glatkom i hermetičnom. Kada koristite drugu opciju za postizanje ovog rezultata je malo teže, ali za profesionalce to je također moguće.
- Prirubnice. Koristi se na cijevima cijevi, kao iu onim mjestima gdje je linija susjedna reduktoru i mora ući u kuću. To je artikulacija uz pomoć dva prstena, između kojih se polaže brtvilo, nakon čega se zatežu vijcima i maticama.
- Kutija. Prilično složen postupak. Može se izvoditi i pod pritiskom, bez zaustavljanja hrane i bez njega. U prvoj varijanti, metoda gašenja plamena samom autogenom koristila se u prošlosti. Do danas su razvijeni sustavi i alati koji značajno pojednostavljuju zadatak i povećavaju sigurnost.
Obratite pažnju! Neke vrste artikulacija mogu se samostalno slobodno provoditi. No, osobito s obzirom na potonje, potrebna je stručna pomoć. Ako nemate potrebne vještine, možete nanijeti nepopravljivu štetu za sebe i druge oko sebe.
Priključak s navojem

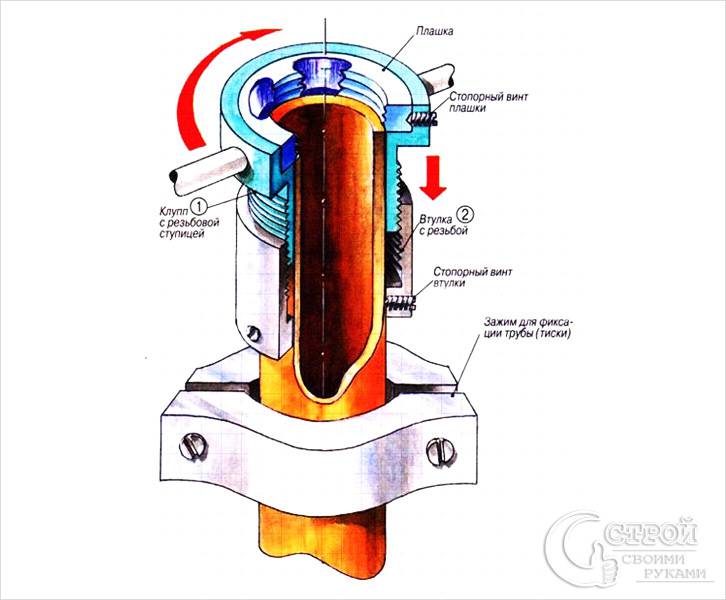
Ova metoda se koristi za obje i završne dijelove metalnih cijevi. Ako nema niti na izljevu, najprije se mora izrezati. Da biste to učinili, potrebni su vam alati:
- umrijeti zaliha;
- alat za izradu navoja;
- mast;
- podnijeti.

Prije početka rada morate utvrditi koliko bi trebao biti rez. Sve ovisi o tome koja će spojna spojnica ili matica iz crijeva biti korištena. Redoslijed je sljedeći:
Pročitajte više o tehnologiji rezanja navoja na cijevi.

Zatim, trebate pečat budućeg spoja. Kako bi se osiguralo da namotavanje ne rotira, prije početka svih operacija, potrebno je napraviti okomite ureze na niti uporabom datoteke ili kliješta. Za to se koristi vučna ili posebna teflonska traka. Potonji bi trebali biti gušći od onog koji se obično koristi na vodovodnim cijevima.

Lan se mora dobro širiti. Od glavne pljuvačke je odvojena manja cjedilu i izravnana. Koji je određeni iznos potreban, morat će se utvrditi empirijski. Rez je postavljen na sredinu konca. Jedan kraj je 2 puna okreta. Nakon toga, krajevi se međusobno presijecaju, jedan se uklapa pod drugu, a drugi se okreće. Zatim zavrnite dva dijela. Cijela je površina premazana brtvenom paste. Potrebni dijelovi su povezani:


Obratite pažnju! U nekim je područjima zabranjena upotreba crijeva s pletenim nehrđajućim čelikom. To je zbog činjenice da je s jakim savijanjem unutarnji dio oštećen, a propuštanje je teško otkriti. Ako nije pravodobno ukloniti, posljedice mogu biti katastrofalne. U drugim slučajevima, nemojte dopustiti korištenje bijelih PVC crijeva i zahtijevati kupnju samo crne gume.
Zavarene veze

Koncept zavarenog spoja primjenjuje se na obje metalne cijevi i polietilenske. Da bi riješio prvi problem, metoda luka će zahtijevati sljedeće alate:
- pretvarač ili stroja za varenje transformatora;
- elektrode;
- zaštitna maska;
- rukavice;
- malleus ili četkom za šivanje.
Radovi se obavljaju na ovaj način:
- Ako je moguće, bolje je pričvrstiti radni komad. To je potrebno za veću praktičnost majstoru.
- Kako bi se osigurala potpuna nepropusnost, potreban je razmak od 2 mm između cijevi. To će dopustiti metalu koji teče da se prianja na krajeve.
- Fiksirano je malim šavovima u nekoliko točaka.
- U glavnom postupku, elektroda treba voditi od dna do vrha.
- Važno je osigurati da nema pregrijavanja. Posljedica toga može biti nepotrebna napetost u zglobu, kao i spaljivanje metala u blizini.
- Neki majstori nametnu dvije šavove. Jedan služi za popunjavanje prostora, a drugi za osiguranje.
- Ne miješajte skalu odmah. Trebate pričekati najmanje 15 sekundi. Stoga će doći do neophodnog hvatanja i neće biti nikakvih mikropraksa.

Pri uporabi opreme za zavarivanje plinom, zahtjevi za pričvršćivanje obradaka bit će isti kao u prethodnom slučaju.
- Prvo je otvaranje struje iz cilindra kisika, a zatim plinom acetilena.
- Ako u crijevima postoji zrak, osigurač se ne može odmah dogoditi.
- Plamen se podešava na željenu vrijednost.
- Mjesto zavarivanja dobro je zagrijano.
- Nakon toga se podiže posebna elektroda. Voditi ga je neophodno tako da stvara priliv, ali se ne iscrpljuje.
- Na kraju procesa, dio se hladi.
Obratite pažnju! Provjerite zglob za bilo koju mogućnost spajanja na jedan jednostavan način. Pripremljena je otopina sapuna. Mora se dobro pjeniti. Primjenjuje se na traženo mjesto. Ako postoje mjehurići, to znači imati fistulu. Strogo je zabranjeno testirati s otvorenom vatrom. To može biti eksplozivno.
Za polietilenske cijevi postoji koncept zavarivanja, ali se provodi drugačijim postupkom. U tom slučaju koristi se aparat koji može proizvesti mali napon i kontrolirati željenu temperaturu. No, glavna stvar u ovom slučaju je povezivanje dolikuje. U svom dizajnu ugrađen je element za grijanje. Kako proces napreduje, počinje rastopiti prostor oko sebe, što dovodi do formiranja homogene mase, koja nakon stvrdnjavanja brtvi šav.
![]()
Rješenje korak po korak izgleda ovako:
- Krajovi su cijevi pripremljeni. Da biste to učinili, rezati su pomoću posebnog rezača. Ne možete to učiniti s piljevinom. Zrakoplovi trebaju biti apsolutno ravni, bez krhkih razmaka i bradica.
- Oznaka se izrađuje od ruba. Udaljenost do nje iznosi pola veličine pričvršćenja plus 2 cm.
- Pomoću posebnog strugala ili stroja eliminira se sloj oksida. To bi trebalo biti ravnomjerno, tako da odete na istu veličinu. Da biste lakše mogli kretati, možete primijeniti dodatne okomite linije, jer je rezanje lako ocijeniti točnost izvedbe.
- Uklonite sve bore i žetone.
- Područja za punjenje se obrišite odgovarajućim otapalom ili salvete s alkoholom.
- Stavlja se oznaka na spojnicu. Ako je jedna od cijevi nepomična, spojka se začepila u punoj veličini. Doveden je drugi element, a konektor je uredno pomaknut da ravnomjerno zatvori mlaznice.
- Priključni spojevi iz stroja za zavarivanje spojeni su na kontakte kvačila.
- Optički skener očitava informacije ispisane na crtičnom kodu i pokreće postupak.
- Jedinica će odrediti koju temperaturu i napon su potrebne, a koliko i koliko će biti vremena hlađenja. Važno je potpuno podnijeti sve faze. Samo u ovom slučaju moguće je govoriti o pouzdanosti.
- Nakon završetka zavarivanja moraju se primjenjivati sve informacije o vremenu, datumu, operatoru, temperaturi i naponu.
Takvi se alati obično koriste u glavnim prazninama, gdje promjer cijevi prelazi vrijednost od 80 mm.
Proces zavarivanja elektromotornim cijevima prikazan je u videu:
lemljenje

Bit će točnije reći lemljenje. Također se koristi za polietilenske cijevi. Uvjet za njegovu provedbu bit će pokretljivost dviju artikuliranih dijelova. Inače će postupak biti prekinut. Što se tiče učinkovitosti, nije niža od električne spojke. Za obavljanje posla trebate modularnu jedinicu. Njegove komponente su hidraulička jedinica, rezač, lemilica i centralizator. Da biste je pravilno upotrebljavali, postupajte na sljedeći način:
- U posebnim stezaljkama, obloge se prilagođavaju veličini cijevi koja se obrađuje.
- Bradavice su učvršćene. Nemojte biti gorljivi, ako zategnete vijke, stražnjica će izgubiti oblik kruga, što će dovesti do problema.
- Područja za lemljenje se čiste od prljavštine i prašine.
- Četkica za rezanje, ukoliko je prisutna, uklanja se s nožem ili drugim sredstvom.
- Na hidrauličkoj jedinici ventil se polako otvara dok se komponente ne počnu pomicati na centralizatoru. Vrijednost tlaka označena je kao radni tlak.
- Pojedinosti su razvedene, između njih je umetnuta lica. Ponovno počinje i pomiče se. Nakon nekoliko zavoja noževa, uređaj se može podignuti.
- Da bi se provjerila ispravnost i glatkoća zgloba, cijevi za grananje ponovno su pomaknute i dobro pregledane.
- Spojevi su odmašćeni s otapalom ili alkoholnim odjenom.
- Lijevano lemljenje se stavlja na zagrijavanje.
- Nakon postizanja zadane temperature, ona se instalira između dijelova.
- Tablica prikazuje tlak za lemljenje, a moduli centralizatora ponovno se mijenjaju. Drže se u napetosti sve dok ne dosegne 1 mm.
- Nakon toga, pritisak se oslobađa i zagrijavaju još nekoliko sekundi.
- Dijelovi se pomaknu i grijač se povuče. 5 sekundi moraju se ponovno spojiti pod naponom još 5 sekundi. Nakon toga sila se uklanja i vrijeme hlađenja čeka.
Prije kraja vremenskog intervala, koji je označen za hlađenje, nipošto nije moguće očistiti vodu ili na bilo koji način naginjati cijevi. To može dovesti do depresivizacije.
Priključak prirubnice

Priključak prirubnice koristi se za cijevi raznih materijala. Metoda njegove provedbe je gotovo jednaka. Za polietilenske cijevi, trebat će vam:


U slučaju metalnih cijevi postoji još jedna mogućnost koja ne zahtijeva uporabu zavarivanja.
- Uspravlja se poravnavanje krajeva. Mora biti okomita na os cijevi. Važno je ukloniti sve bure.
- Cijevi su opremljene labavim prirubnicama i dalje se odmaknu od ruba.
- Sljedeći korak je istezanje elastičnog pojasa. Bit će potrebno ostaviti oko 10 mm.
- Prstenovi se kreću jedan prema drugom i naliježu se na brtve.
- Fiksiranje se provodi vijcima, kako je gore opisano.

Ova metoda se nerijetko koristi i na onim područjima gdje nema toliko pritiska. Najčešće je prirubnica potrebna kako bi dizalica bila postavljena na rupturu.
incut

Takav rad može zahtijevati posebne kvalifikacije i dozvolu nadležnih tijela. Proizvodi se na dva načina:
- Vruća metoda. U ovom slučaju koristi se rezač ili aparat za zavarivanje. Postupak se smanjuje kako bi se u glavnoj cijevi izvadila rupa i pričvršćuje odgovarajući prijelazni element. Istodobno, tlak mora biti smanjen na granice od 40-150 kg / cm 2 na mjestu rada. Ako je pristup pogrešan, to može dovesti do požara i nesreće.
- Hladno metoda. U većini slučajeva promjene tlaka nisu potrebne. Sve se radnje provode pomoću posebnog uređaja. To ćemo dalje razmotriti.

Prije svega, mjesto na kojem će se raditi biti dobro očistiti. Grijač, boja i hrđa se uklanjaju. Posebni adapter s ravnim ventilom zavaren je na pripremljenom mjestu. Kvaliteta zavarenog spoja provjerava se metodom pritezanja. To bi trebao biti bez školjki, a također je u stanju izdržati planirani pritisak. Tada slijed je:
- Izvršava se montaža opreme za bušenje. U ovom slučaju važno je ne zaboraviti postaviti magnet na dnu bušotine.
- Priključak za bušilicu priključen je na prethodno postavljene adaptere.
- Mjerenja su napravljena o tome koliko treba biti spuštena.
- Srednja komora se testira na pretpostavljeni tlak pomoću kompresora zraka.
- Rotacija s motora se prenosi na bušilicu kroz reduktor. To omogućuje smanjenje brzine.
- Nakon prolaska kroz zidove, krunica se podigne na potrebnu razinu i zatvara zatvarač.
- Tlak u komori se resetira i bušilica se uklanja s cijevnim dijelom.
- Instalira se dodatna mlaznica kroz koju se provjerava cijev i uklanjaju se otpad i ostali otpad.
- Višak tlaka ponovno se resetira. Uklonili su sve dodatne dijelove i instalirali granu.
- Zaklopka se uklanja, a konektor ispod njega je zatvoren šavom za zavarivanje.
Ovaj članak opisuje većinu dostupnih načina povezivanja plinovoda. Ono što će biti potrebno u određenom slučaju ovisit će o tome što je predviđeno projektom.
video
Ovaj video pokazuje kako spojiti plinski kolonu na plinovod:
Kako spojiti plinske cijevi
Sve više i više ljudi nastoji samostalno obavljati sav neophodni rad, kako biti ako osoba jednostavno nema određene vještine i znanje? U ovoj situaciji trebate samo slijediti upute koje stručnjaci mogu dati. Ovaj članak pruža informacije o tome kako spojiti plinske cijevi pomoću posebnih alata i pomoćnih materijala.
Ako ste se odlučili za samostalno obavljanje posla na spajanju plinovoda, prije početka postupka morate proučiti sve sigurnosne tehnike. Provjerite cjelovitost cijevi koje se nalaze uz središnju autocestu.
Isključite opskrbu plinom po cijeloj kući. Ako se posao provodi u stanu, najbolje je neko vrijeme zatvoriti ustave za susjede. Ako to nije moguće, okrenite posebni ključ koji je na plinskoj cijevi i tako blokira protok.
Obratite pažnju! Ako je potrebno, ispraznite preostali plin kako biste izbjegli mogućnost eksplozije u slučaju iskre. Tek nakon što se uvjerite da nema plina, možete nastaviti s radom.
Vrste cijevnih spojeva
Postoji nekoliko osnovnih načina povezivanja plinovoda, odnosno:
- Zavarivanje - provode isključivo stručnjaci koji imaju dopuštenje za rad s aparatom za zavarivanje. Svaki zaposlenik mora imati osobnu iskaznicu.
- Navojni ili montirani - također uključuje zavarivanje svjetlosnih cijevi, dok su utičnice zapečaćene vlaknima konoplje. Cijeli proces rada jako sliči na povezivanje kanalizacijskih cijevi. Važno je napomenuti da se vlakna prethodno impregniraju otopinom lanenog ulja ili lanenog ulja. Također je moguće koristiti spojke koje mogu imati i dugačke i kratke niti.
- Flanged - jedna od najčešćih metoda povezivanja, budući da ima relativno laganu konstrukciju sklopa. Istina, prema stručnjacima, to je manje pouzdano od zavarivanja.
Sve gore opisane metode povezivanja koriste profesionalni majstori specijalizirane opreme.
Da biste pojedinačno povezali plinske cijevi u kući ili stanu, trebate pripremiti sljedeće alate i materijale:
- gas podesivi ključ;
- vuča i mast;
- crijeva ili spojevi cijevi;
- ako je potrebno, konektor s navojem s obje strane.
Tehnološki proces
Ako odvojite opskrbu plinom i otpustite cijevi, kao što je preporučeno ranije, sljedeći korak je odrezati nepotrebne dijelove plinovoda. Da biste to učinili možete upotrijebiti bugarski, a ako ga nemate, onda će metalna pila za metal učiniti, ali u ovom slučaju postupak će biti dug i složeniji.
Nakon što uklonite nepotrebni dio plinske cijevi, temeljito ga temeljite ili zavarite.
Ako trebate spojiti jedan kraj cijevi s plinom, tada morate rezati navoj na rezanoj površini. Da biste to učinili, postoji posebna mlaznica, stavljajući je na njega, morate se nekoliko puta pomicati.
Dalje na napravljenu nit je namotana vučica koja je impregnirana mazivom i napravljena je veza s crijevom. Svi ovi radovi se provode pomoću ključa za zakretanje plina. Ako namjeravate instalirati novu cijev, možete koristiti poseban adapter za povezivanje. Ovaj element ima na obje strane gotovu nit i maticu koja se zakreće na glavnoj i na novoj cijevi.
Ova se metoda može koristiti u stambenim zgradama, ali samo trebate paziti da nema propuštanja. Da biste to učinili, morate otvoriti opskrbu plinom, a zatim primijenite otopinu sapuna na sve spojeve cijevi.
Obratite pažnju! Ako se kao rezultat ovog akcijskog mjehura pojavi na površini, svi spojevi moraju biti ponovno zategnuti.
Ako prethodno niste sami sudjelovali u sličnom radu, najbolje je povjeriti tu stvar stručnjacima.
Važna točka - pravilno navijanje navoja na navoj. Nudimo vam video materijal koji će vam pomoći u rješavanju zadatka.
A iz ove isječke saznat ćete kako brtviti spojeve plinovoda.
http://www.stroitelstvosovety.ru
Najvažnija faza je polaganje plinovoda u zgradu s glavne autoceste. Tijekom izvođenja ovih radova nužno će biti potrebno povezivanje cjevovoda.
Kako spojiti plinske cijevi kada spajaš kuću s autocestom?
Navojna spojnica plinskih cijevi
Važan parametar u vezi čeličnih cjevovoda je njihov presjek. Za veličine ½-2 inča koriste se zavarene čelične cijevi s navojem. Za veličine preko 2 inča koriste se bešavne jednodijelne čelične cijevi u jute ljusci s utičnicom ili navojem.
Čelični cjevovodi plinovoda kombiniraju se na način sličan elementima vodene cijevi pomoću okova. Za brtvljenje zglobova koristi se posebna vlakna konoplje, impregnirana uljem od lanenog sjemena ili lanenog ulja. Istodobno, nije dopušteno koristiti nikakve brtve zbog kojih je teško rastavljati plinske cijevi. Ugradnja nadzemnih dizalica obavlja se i bez zbijanja.
Nakon polaganja ili popravka plinovod mora biti provjeren na kraju rada. Da biste to učinili, potrebno je pokriti sve utičnice i opskrbiti cjevovod zrakom pod tlakom nekoliko puta veći od tlaka plina. Ako je u roku od 5 minuta. pritisak pada više od 20 mm vodenog stupca, dolazi do gubitka nepropusnosti. U većini slučajeva, praznine su fiksirane na spojnim točkama cijevi, ali treba provjeriti čitav odjeljak.

S obzirom na ispravan izbor priključaka dovoljno je pouzdan priključak za plinske cijevi. Moraju se stisnuti što je moguće čvršće na cijevi, ako je moguće bez uporabe dodatne brtve. Ova mjera opreza je neophodna kako ne bi komplicirao eventualnu demontažu cijevi. Kod spajanja čeličnih plinovoda s priključkom, radni tlak ne smije biti veći od 5 bara.
U kotlovnicama plinski cjevovodi su spojeni navojnim spojnicama na kratku i / ili dugu nit. Za brtvljenje zglobova upotrijebite laneni lanac s mentom, pomiješan s olovnim bijelim ili voskom na prirodno ulje od lanenog ulja. Brtvena cjedila su namotana na tanki, ravnomjerni sloj.
Zavarivanje plinskih cijevi
Za poravnanje cjevovoda mogu se koristiti uređaji za električno zavarivanje luka i plina. Prvo se pripremaju rubovi cijevi za spajanje. Da biste dobili kvalitetnu šav, moraju se očistiti od svih onečišćenja. Nakon toga, morate napraviti kavez. Omogućuje dobivanje jake i hermetičke šavove, jer rastaljenog metala potpuno ispunjava područje veze.
U većini slučajeva koristi se ručno ili poluautomatsko zavarivanje luka. Kod elektrolučnog zavarivanja, optimalni promjer elektroda je od 3 do 4 mm. Debljina stijenki plinovoda ne smije biti veća od 5 mm. Pored pripreme rubova (širine od najmanje 1 cm) potrebno je napraviti i dodatne krakove. Tada se centriranje i šivanje provode ravnomjerno na 3-4 mjesta. Nakon toga zavarivanje se obavlja u dva sloja. Da biste dobili zapečaćenu vezu, važno je uhvatiti susjedna područja proizvoda prilikom konačnog šava.
Zavarivanje plinom obično je dovoljno za jedan prolaz. Debljina stijenki plinovoda ne smije biti veća od 4 mm. Inače, zona zavarivanja će se pregrijati, što će nepovoljno utjecati na čvrstoću zgloba. Kako bi se izbjegao neuspjeh, završetak šava treba izvesti s nekim preklapanjem. Prilikom odabira aditiva, treba uzeti u obzir vrstu čelika plinske cijevi.
Polietilenske cijevi

Polietilenske cijevi imaju visoku gustoću, jer se proizvode pod niskim tlakom. Plinske cijevi od polietilena ne pate od korozije, ne puknu na temperaturnim razlikama, imaju druge važne prednosti u sigurnosnim pitanjima. Na primjer, polietilen nije podložan elektrokemijskim učincima, ostaje neutralan na plinove i tekućine. Elastičnost i čvrstoća omogućuju korištenje ovog materijala na temperaturama do -45 ° C.
U tom slučaju polietilenske cijevi malo vagaju i jednostavno se spajaju. Za poravnanje cjevovoda koriste se jednostavni strojevi za zavarivanje i električni zavarivi elementi koji su jednostavni za rukovanje i ne zahtijevaju značajna ulaganja. Važan podatak: u ovom trenutku u kući su izgrađeni samo čelični cjevovodi, a polietilen se već može koristiti unutar zgrada.
Postoje mnoge vrste cijevi. Svaka vrsta ima svoje značenje i funkciju. Izbor u većini slučajeva ovisi o vrsti komunikacije i izvršenim funkcijama. Postoje i univerzalne cijevi koje se mogu koristiti u različitim sustavima. Ali oni također trebaju biti poznati i istaknuti.
Stvar je u tome što, u slučaju pogrešnog izbora, može doći do vrlo različitih posljedica. A ako odaberete pogrešne cijevi hladne vode mogu samo oštetiti materijalnu situaciju vlasnika i susjeda, pogrešna veza ili izbor plinskih ili grijanja cijevi mogu koštati zdravlje pa čak i život.
Stoga ne biste trebali oklijevati, pogotovo plinifikacijom.
Vrste plinskih cijevi
Do nedavno, pitanje vrsta cijevi za rasplinjavanje ne bi postojalo, jer su bili od jednog materijala čelika. I sve, nema alternative i izbor. Ali dolaze vremena, tehnologije ne stoje mirno, a čelik sada tiho zamjenjuje polimer. Naime, posebni polietilen, koji se proizvodi pod niskim tlakom, ima visoku gustoću.
Osim toga, polietilen ima niz zavidnih prednosti, te u smislu sigurnosti uporabe.
Plinovodne cijevi HDPE ne hrđuju, ne daju koroziju i ne stvaraju pukotine, čak ni pri temperaturama. Za plin, ova je stabilnost vrlo važna, jer bi trebao postojati konstantan tlak, a mikrokrepta je napunjena opasnim curenjem.

Polietilen ne reagira kemijski i ostaje neutralan tekućinama i plinovima. Zbog svoje čvrstoće i elastičnosti, materijal se može montirati čak i na temperaturi ispod 0 ° C i ne gubi snagu i sposobnosti ožičenja na -45 stupnjeva. Osim toga, nije dirigent električne struje, odnosno, nije podložan elektrokemijskom uništenju.
I još jedna prednost - lagana i jednostavna veza, što povećava popularnost.
Međutim, ovdje treba uzeti sljedeće važne detalje. Plinovode, ugrađene u kuće, postavljene su isključivo od čelika, polietilen se već koristi unutar apartmana.
Priključci plinovoda
Važan detalj u spajanju plinovoda je njihov presjek. To je, u slučaju ½-2 in. Dimenzije poprečnog presjeka koriste se zavarene cijevi od navojnog čelika. U slučaju da je poprečni presjek veći od 2 inča, koriste se bešavne bešavne čelične cijevi. Oni idu u posebnu ljusku jute. Veza na njih ide navojem ili zvonastom. Kombinacija plinovoda čeličnih cijevi slična je onoj vodovodnih elemenata. Za to se koriste posebni elementi. Da biste zalijepili zglobove, trebali biste upotrijebiti posebnu vlakna od konoplje koja se može impregnirati uljem od lanenog sjemena ili lanenog ulja. Također postoje ograničenja: brtve, koje otežavaju rastavljanje cijevi, ne mogu se strogo koristiti.

Također, kada se cijevi kombiniraju, podne dizalice, koje su ugrađene, nisu kompaktirane. Na taj način svi elementi moraju čvrsto stati.
U slučaju popravaka, pregled plinskih cijevi na kraju mora biti obavezan. Da biste to učinili, potrebno je dovod zraka cijevima pod tlakom, što je nekoliko puta veći od tlaka plina. Obavezno zatvorite zavoje prije provjere. Na kraju, ako unutar 5 minuta pritisak padne za više od 20 mm.v.s, govorit će o gubitku nepropusnosti. Najčešće se to događa na spoju, ali morate provjeriti cijeli dio cijevi.
Što na kraju?
Priključci koji postoje za plinske cijevi su izdržljiva i pouzdana veza, ali trebaju biti pravilno odabrani. Trebali bi biti što bliže cijevima, ali nemaju dodatnu brtvu. Također je moguće spojiti plinovodne elemente zavarivanjem. Ovisno o materijalu iz kojeg su proizvodi izrađeni, odabrana je metoda zavarivanja i stroj za zavarivanje. U slučaju čeličnih cijevi standardno je električno, za polimere je uređaj lakše za rukovanje i zahtijeva manje troškova.

U svakom slučaju, rad s plinovodnim cijevima, potrebno je biti vrlo oprezan i oprezan, osobito kada je riječ o ispravnom povezivanju elemenata.
Povezani članci















