
Jaké jsou způsoby připojení kovových trubek? Spojení spojky Gebo. Požadované svařovací zařízení
25. července 2016Specializace: dokončování fasád, úprava interiérů, výstavba vilek, garáže. Zažijte milovníka zahradníka a zahradníka. Také je zde zkušenost s opravami automobilů a motocyklů. Záliby: hrát na kytaru a spoustu dalších věcí, které nemají dostatek času :)
Otázka spojení trubek bez svařování je vždy aktuální, protože svařovací stroj není k dispozici pro každého domácího majstra a nikdo neví, jak ho používat. Současně není žádný potrubí věčný, takže tato potřeba může vzniknout na chatě, v soukromém domě nebo v bytě kdykoliv. Níže se s vámi podělím o tajemství odborníků, kteří vám umožní provádět taková spojení bez svařování.
Kov
Především je třeba říci, že všechny existující potrubí lze rozdělit do dvou typů:
- kov;
- plast.
Zpravidla se většina problémů vyskytuje při ukotvení kovových trubek, takže nejprve se podíváme na způsob jejich připojení.
Existuje tedy několik možností pro vzduchotěsné ukotvení:

Níže se podrobněji podíváme na každou z těchto možností.

Se závitem spojky
Nejčastěji lze kovové trubky bez svařování zakotvit závitovým připojením. V tomto případě je třeba řezání závitů. Je třeba poznamenat, že to není tak složitý postup, jak se na první pohled může zdát.
Chcete-li klepnout, budete potřebovat elektrický nůž pro řezání závitů nebo umírající ruční provádění této operace. Vzhledem k tomu, že cena elektrického nástroje je velmi vysoká, níže vám řeknu, jak tuto práci provádět ručně:
- nejprve je třeba vyčistit povrch barvy, která je předmětem závitů. Pokud se na něm nacházejí kovové usazeniny, například ty, které jsou po svařování opuštěné, musí být opotřebeny;
- dále je nutné odstranit vnější zkosení z konce pomocí souboru;
- pak na připraveném konci detailu je nutno položit vidličku (talíř) a vytvořit podlahu otočení. V takovém případě je nutné zajistit, aby byla zarážka umístěna přísně kolmo k ose;
- pak musíte provést čtvrtinu otočení;
- tímto principem je závit řezán na požadovanou délku. Při řezání musí být nože mazány speciální kapalinou nebo jiným mazivem;
- potom pomocí stejného schématu je závit na závitech na jiné připojené části potrubí.
Pro jednorázovou spojku musí být délka závitu několikrát delší než druhá, aby mohla být šroubovákem spojena s maticí.
Po navléknutí závitů je možné ručně spojit spojení, které se provádí následovně:
- na dlouhý závit je přišroubována matice a pak spojka;
- na druhém konci součásti je navinuta matice;
- pak jsou potrubí spojeny a spojka je složena s délkou závitu, čímž se začne na druhém dílu navinout krátkým závitem. Tento postup musí být proveden, dokud není bod spojení přibližně ve středu spojky;
- pak jsou ořechy zkroucené z obou stran. Předtím, než mohou být utaženy, musí být mezi spojky a matice navinut spojka pro vodotěsnost spoje.
Toto spojení je spolehlivé a trvanlivé. Nelze však vždy provést závit. Pokud se například potrubí nachází poblíž zdi, je nepravděpodobné, že tato operace bude úspěšná.

Spojení spojky Gebo
Spojka Gebo ("hebe" nebo "hebra") je speciální kompresní tvarovka. S jeho pomocí je možné spojit ocelové trubky bez závitování a svařování velmi rychle, bez nutnosti použití speciálních nástrojů.

Schéma jeho použití je velmi jednoduché:
- na části potrubí jsou umístěny v takovém pořadí:
- matice;
- upínací kroužek;
- upínací kroužek;
- těsnicí kroužek;
- spojování;
- pak je nutno spojit spojku na polovinu a utáhnout matici;
- pak je druhá část připojena k montáži ve stejném pořadí.
Musím říci, že tato montáž existuje jak ve formě spojky, tak i ve tvaru odpaliska. Umožňuje to použít v těch případech, kdy potřebujete provést postranní panel, například ve stoupačce pro kabeláž.
Pokud jde o spolehlivost, závisí to na kvalitě instalace. Pokud je práce provedena správně, je tato instalace spolehlivá a trvanlivá.

Připojení trubek bez svařování a závitování může být provedeno také pomocí opravy a upevnění spony. Tato spojka je spojka nebo odpal, který se skládá ze dvou částí. Obě poloviny jsou spojeny šrouby.
Je třeba poznamenat, že opravné a instalační svorky jsou určeny především pro dočasné opravy, například v případě prasklin. V nouzových situacích se však mohou také použít k připojení potrubí, zejména pokud potrubí nefunguje pod vysokým tlakem.
V tomto případě jsou pokyny k instalaci následující:
- v prvé řadě musí být díly částí potrubí, na kterých bude namontováno, vyčištěny od hrdze a všechny druhy nesrovnalostí, takže vnější povrch je naprosto hladký;
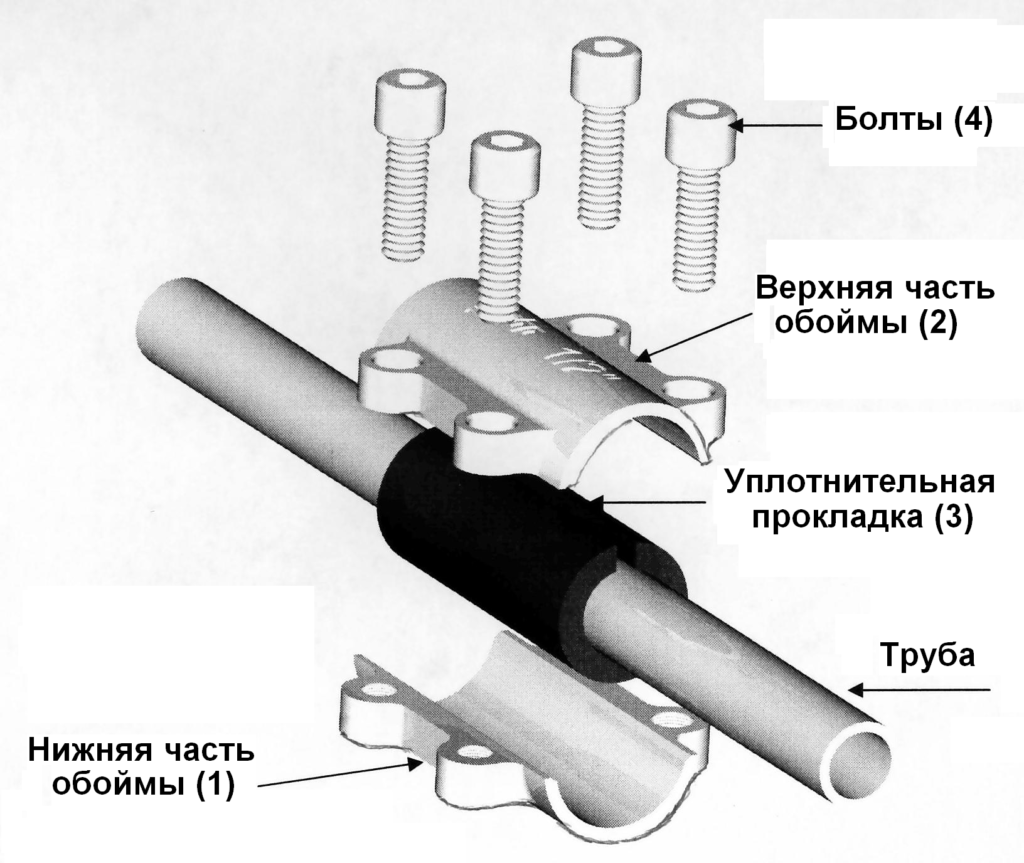
- pak by měla být na trubku vložena gumová těsnění. Těsnění by mělo být rozmazáno silikonovým těsněním. Je třeba poznamenat, že těsnění by mělo zcela zakrýt trubky, aby nedošlo k žádné mezery.
- pak se obě poloviny tvarovky uloží na gumové těsnění a utažení šrouby, jak je znázorněno na schématu.
Tato metoda, jak vidíme, je také velmi jednoduchá. Stejný princip se používá k připojení spojky se svorkami. Jediný rozdíl spočívá v tom, že je čerpán z jedné strany, nikoliv ze dvou.
Musím říci, že pokud používáte trubkové svorky - připojení trubek bez svařování je ještě spolehlivější než použití spojovacího a spojovacího zařízení.
Pokud potřebujete připojit profilové trubky bez svařování k vytvoření konstrukce, můžete také použít speciální svorky profilu.

Plastové
Pokud potřebujete sestavit plastové potrubí, můžete použít kompresní armatury, které pracují na stejném principu jako spojka Gebo. Nejčastěji tímto způsobem připojte kovové a PVC trubky.

Také někdy pro tyto účely používejte speciální lepidlo. Instalační proces je v tomto případě velmi jednoduchý:
- místa jsou rozmístěna speciálním lepidlem;
- pak jsou díly otočeny o půl otáčky;
- v této poloze by se měly držet, dokud se lepidlo neochladí.
Musím říci, že tato směs je poměrně silná, protože lepidlo rozpouští sousední plochy a ve skutečnosti je svaří.

Také pro montáž kovových plastových potrubí se používají i lisovací tvarovky. To však vyžaduje speciální nástroj, který jim umožňuje kompresi.
Chcete-li provést dočasné opravy, můžete také použít svorky popsané výše.
Tady možná a všechny nejefektivnější způsoby, jak se připojit k trubkám bez svařování, se kterým jsem se chtěl seznámit.
Závěr
Jak jsme zjistili, kromě svařování existuje řada dalších způsobů, jak můžete opravit nebo dokonce nainstalovat potrubí. Některé z nich umožňují získat méně spolehlivé a trvanlivé spojení. Jediné, co je v každém případě, musí být práce provedena velmi pečlivě, v souladu s výše uvedenými doporučeními, aby bylo potrubí utěsněno.
Další informace naleznete v tomto článku. Pokud máte potíže s připojením do potrubí, klást otázky v komentářích, a určitě se vám pokouším pomoci.
25. července 2016g.Pokud chcete vyjádřit vděčnost, přidejte vysvětlení nebo námitku, něco se zeptat autora - přidat komentář nebo poděkovat!
Nejčastěji se používají prefabrikované (sekční) radiátory z hliníkové slitiny.Jejich spolehlivost může být velmi odlišná - v první řadě je to díky konstrukčním vlastnostem výrobku (obvykle tloušťka kovu chladiče a kvalita hliníkové slitiny).
* Například v případě, že obchod prodával radiátory různých výrobců (a jeden poskytuje záruku po dobu jednoho roku a zároveň udává životnost 15 let a druhá garantuje 10 let služby do 50 let), a to i ve vzdálených od instalatérské a topenářské člověka stěží budou existovat pochybnosti o tom, které z těchto radiátorů jsou spolehlivější.
Cena (se stejným počtem oddílů) může být také zdaleka stejná, ale není tomu tak, pokud by měla být uložena.
Relativně nedávno komerčně se zdálo, takzvané „bimetalové“ radiátory (slitina hliníku vně i uvnitř různých velikostí vložek z jiných kovů - obvykle oceli).
Poptávka po takových produktech (zpočátku dosahuje velmi vysoké úrovně) nyní klesá. Pravděpodobně proto, že (jak ukázal život) jsou přínosy takových modelů převážně přehnané. Samozřejmě, ocel je materiál mnohem silnější než hliníková slitina. Současně je jeho chemická odolnost (ve vztahu k nosiči tepla) mnohem vyšší.
Nicméně, to vše se může projevit teprve tehdy těsnost ocelovou "košili", to jest absolutní nepřítomnost kontaktu chladiva s hliníkovou slitinou.
Výroba radiátorových sekcí takový konstrukce je drahá, výrobce dílů je mazaný, - ocelové trubky jsou instalovány pouze v samostatných částech úseku.
A pokud na molekulární úrovni nedochází ke kontaktu kovů, existuje vždy možnost úniku chladicí kapaliny mezi nimi.
A pak by bylo správnější předpokládat, že voda není uvnitř ocelových trubek, ale trubice ve vodě.
Také v přímém kontaktu s obecnými vlastnostmi elektrolyt středních dvou různých kovů je vždy vede ke zvýšenému opotřebení odolná méně (samozřejmě, že ocelové části jsou tam žádný hliníkový chladič - Uzavírací-ochranným krytem, vsuvka i, ale méně z nich, vždy lepší).
Nic kromě poškození nepřinese a různé koeficienty tepelné roztažnosti oceli a hliníkové slitiny. Ano, přenos tepla na takovýto chladič je do jisté míry snížen.
Z vysoce kvalitní radiátory, musíme poznamenat, ochrannou známku „Nova na Floridě“ (Itálie), společnost „Nova Florida“ - první světový výrobce článkových radiátorů vyrobených z hliníkové slitiny.
Prohlášená životnost je 50 let, záruka 10 (pro některé modely patnáct).
* Existují velké pochybnosti o tom, že v našich tepelných sítích může hliníkový chladič vydrží půl století, ale pro kvalitu chladicí kapaliny výrobce chladiče nese odpovědnost.

 * Při nákupu také upozorňuje na dostupnosti výrobních vad a dopravní poškozením (poškrábáním, trhliny, štěpky sklovinu), - výrobek během inspekce by měla být plně rozbalit, odstranit ochrannou fólii.
* Při nákupu také upozorňuje na dostupnosti výrobních vad a dopravní poškozením (poškrábáním, trhliny, štěpky sklovinu), - výrobek během inspekce by měla být plně rozbalit, odstranit ochrannou fólii.
Bylo by nadbytečné věnovat pozornost některým konstrukčním prvkům ohřívače. Např. Mezery mezi úseky na rubové (zadní) straně radiátorů z hliníkové slitiny původně neumožňoval horizontálního posunutí článků na nosných háků během instalace (1), a to značně komplikuje montáž.
Tento okamžik je ve skutečnosti zohledněn téměř všemi výrobci (obr. 2), nicméně kontrola neublíží.
Pokud požadujete (počet úseků) topení na prodej tam a hledat najednou - můžete vytvořit „baterie“ nezávisle na dvou (nebo více) radiátory m estejné velikosti.
Chcete-li sestavit dva radiátory z jednoho (nebo průřezu), budete potřebovat dvě radiátorové mřížky ahrot, dvě těsnění mezi průřezy a radiátorový klíč.
Nippel i a těsnění (paronitové nebo spets.karton) prodávané v obchodech, klíč radiátor lze pronajmout nebo provedeny nezávisle (pro připojení jednoho úseku v podstatě můžete použít jakýkoli improvizovaný nástroj - rukojeť klíč, trvanlivý sekací požadovanou šířku šrot ocelových pásů s a tak dále).




* Upozornění! Mezi oddíly chladiče je třeba instalovat pouze husté prefabrikované těsnění určené speciálně pro tento účel.
Montáž mezi podložkami z RADIÁRNÍCH VYBAVENÍ nebo SAMOSTATNĚ (z obyčejné lepenky nebo pryže) NENÍ K DISPOZICI!
Mějte také na paměti, že se doporučuje zvýšit hliníkové radiátory pouze se stejným typem úseků a pak téměř jistě dokovací body budou mírně odlišné od továrních.
Pořadí sestavení:
Oba chladiče (nebo radiátor a část) na zadní straně jsou umístěny na rovném povrchu (pokud nemají zvláštní stánek s svěrkami k rigidní fixaci obrobku, je to mnohem jednodušší a bezpečnější sbírat na zemi než na stole).Dvě bradavky namontované na střední části (bez závitu) s) jsou těsnění lehce našroubována do závitových vývodů jednoho (b ochladiče) na minimum, jen aby nevypadly.
* Nesměšujte polaritu!
Na druhé straně je bradavka i mírně stlačen spojovací částí.
* Upozornění! Žádná speciální příprava spojů, které se mají spojit, a použití těsnicího prostředku se nevyžaduje.
Zároveň se na rovinách lisovacích úseků (převzato z jiného radiátoru) mohou přetrvávat zbytky tovární polštářky, které musí být pečlivě srov e(bez dalšího broušení) konstrukčním nožem s tenkou čepelí.
Vyzkoušejte klíč k radiátoru do požadované hloubky (střední část špičky "čepelí" klíče jde na střední část bradavky).
* Proces vyžaduje opakovanou extrakci a přestavování klíče pro střídavé utažení horních a spodních vsuvek.
Můžete si to vyzkoušet znovu pokaždé, ale stačí označit hloubku hraniční omezení (například pomocí lepicí papírové pásky nebo elektrickou pásku vloženého na klíčové osy v požadovaném místě).
Nezapomeňte, že při procesu stírání postupně klesá hloubka klíčového vinutí.
* Naléhavá rada některých "odborníků", kteří shromažďují a rozebírají pouze radiátor dvě Klíče (podle principu továrních vazeb, aby nedošlo ke zkroucení a poškození výrobku) by neměly být brány vážně. Taková doporučení obvykle dávají lidé, ať již začínají svou činnost v této oblasti, nebo obecně nemají s tím nic společného.
Pokud je montér montér jeden radiátorový klíč může snadno a snadno provádět takovou práci sám dvě klíče budou muset pracovat minimálně dvě, nebo dokonce tři (dva zákrutky a třetí zámečník drží radiátor). Výhody takového uspořádání pořadí shromáždění neexistují - budou jen vzájemně zasahovat.
Pokud jde o možné poškození ohřívače s alternativní kravatou, pro absolutní většinu standardních radiátorů (pokud je elementární avidlice) je prakticky nemožné.
 Skutečnost, že kolík závit (ø 1 palec) je velmi velký, s konstrukcí (obvykle) zahrnuje výrazné mezery mezi ním a vnitřní části závitu.
Skutečnost, že kolík závit (ø 1 palec) je velmi velký, s konstrukcí (obvykle) zahrnuje výrazné mezery mezi ním a vnitřní části závitu.
A to zase implikuje nevyhnutelnost "reakce" ve spojení s potěrem.
Jinými slovy střídavé zkroucení každé bradavky v průměru o jednu otáčku ve většině případů nemůže vést k žádnému nebezpečnému zatížení.
Samozřejmě, až do posledního okamžiku by měl být klíč otočen pouze ručně (bez přídavného nástroje) a pouze tak dlouho, dokud se bradka zcela "uvolní".
Teprve poté, co je střídavé utažení hlavice „ručně“ (na celé páření úseky), konečné utažení se provádí pomocí páky, která je vložena do klíče očka.
To se děje s poměrně významnou (ale ne přílišnou) snahou ve dvou fázích střídavě na každé bradavky.
Prozatímní protlačovací bradavky v „pol.sily“ konečný - prakticky s maximální silou, na které průměrný člověk je schopen (je-li délka páky 20 - 25 cm od osy klíče).
Ještě jednou vám připomínáme - měli byste se poměrně těsně roztahovat, ale nepřehánějte. Teoreticky je možné jak řezání závitů části radiátoru, tak přerušení vsuvky z nadměrného zatížení (zpravidla se to děje s nadměrnou délkou páky).
Kauza byla zaznamenána, když se zámečník podařilo zlomit i klíč k radiátoru.
Udržování radiátoru (s významným zatížením na klíči) by mělo být co nejblíže připojovací části na straně opačné ke směru otáčení.
* Upozornění! Naše pokyny upravují pořadí "výstavby" sekcí standardních hliníkových a bimetalových radiátorů. Pro výstavbu a výstavbu sekcí nestandardních radiátorů (např. Některé bronzové modely s "jemnými" závitovými nitěmi) výše uvedený postup není plně použitelný.
V blízké budoucnosti umístění na webu pokynů pro sestavení nestandardních modelů není plánováno.
Nyní o armaturách radiátorů
(koncové zátky - zátky a futorki s průměrem vnitřních závitů 1/2 nebo 3/4 palce).
Tak jako radiátory sestavené z jednotlivých sekcí jejich vazby na vnějších závitových vsuvek ø 1 palec jinou směrovost, a pak záslepky (zátek) se také liší orientované vnější závity s.Po pravé straně (pokud se díváte na přední plochu chladiče) jsou podrobnosti instalovány s obvyklým směrem závitu, kterému jsme seznámeni s ("vpravo"). Na levé straně - naopak, pouze s "levým" závitem.
* Průměr a rozteč vnějších vláken s instalace chladiče zcela odpovídá hygienickému standardu (pro ø 1 palce). Z tohoto důvodu, zprava, pokud je to žádoucí, chladič může být našroubován bez dalších přechod instalatérské souvislosti s vnějším závitem palec (pahýl přechod připojení k jinému průměr ocelové trubky se závitem, se závitem pro připojení přechod do plastu, kovu, měděné trubky, atd) . A tady vlevo takové "zaměření" už neprojde.
Existuje však vážný důvod, proč by se v žádném případě nemělo dělat - radiátorové kování je určeno tlumení těsnění a závitové instalace vinutí.
Utěsnění spoje s jakýmkoliv navíjecím materiálem znamená značný stupeň jeho stlačení mezi vnitřním a vnějším závitem.
To jistě je rizikovým faktorem pro část s vnitřním závitem (v tomto případě sekce chladiče) a protože síla z hliníkové slitiny, je významně nižší než většina jiných kovů a jejich slitin použity v potrubích.
Je-li materiál řezu vysoce plastický, může takový "experiment" skončit poměrně úspěšně. Nicméně, z hliníkové slitiny, žebrové části většiny výrobců je poměrně křehké, a přímý podmotochnoe sloučenina může způsobit podélných trhlin (přes závitů) během montáže nebo po nějakou dobu poté. Odtlakování stávajícího systému vytápění je velmi nebezpečná nehoda, jsem zapojen s velmi vážnými důsledky.
Volba kování chladiče by měly věnovat pozornost tloušťce stěny závitového úseku a obvodu hexagonální sloučeniny závitové části tvarovky.
* Důležité! Mějte na paměti, že vážné výrobce radiátorů obvykle uvolňuje a vše, co potřebujete k jejich instalaci (především spojky, zátky) jsou také velmi kvalitní. Ale! S výrobkem téměř nikdy nepřicházejí (a to je správné, protože schéma instalace může být velmi odlišné a není možné odhadnout optimální vybavení). Proto, pokud váš chladič je stále prodává kompletní záslepkami, spojovací materiál, - mějte na paměti, že tato iniciativa bude téměř jistě ne výrobce a dodavatel (a případně sklad), jak se zbavit pomalých instalačních pohybující souprav. Současně mohou být uvolněny kdekoli (je možné, že ani nebudou schopni to určit).
Na závitových uzávěrů radiátorové a zarážkami, některé příliš šetrné výrobci byly případy vzniku trhliny ve spodní části závitu (až do úplného vylomeny), při instalaci na radiátoru.
Dbejte také na kvalitu těsnicího těsnění. Ve skutečnosti těsnění zajišťuje spolehlivé spojení odolného materiálu (např. Hustá pryž) hluboce vložený (někdy je výjimečná) do drážky lisovací montáže rovinu.
V případě, že stejný výrobce, tato podmínka není splněna, pak pravděpodobnost poškození těsnění při utahování nebo mačkání ji z roviny vroubkem (zcela nebo částečně), je velmi vysoká.
 * Mimochodem, kování radiátorů pod obchodním označením "Nova Florida" (viz výše) je mimořádně kvalitní.
* Mimochodem, kování radiátorů pod obchodním označením "Nova Florida" (viz výše) je mimořádně kvalitní.
* Před montáží futonu na chladič je kontaktní plocha část tuku speciální silikonový tmel (ne kyselý).
* Kování radiátorů (zástrčky a futorki) jsou obvykle vyráběny z čisté oceli, mačkané bílým smaltem. Při utahování (utahování je nezbytné a dostatečně pevně) jakýkoli kovový nástroj poškodí sklovinu a rohy na ploškách zůstane černé skvrny, které by měly být lakované po instalaci.
Můžete také použít speciální nástroj (nepoškozující povlak) plast klíč pro armatury chladiče. Hlavní podmínka, kterou je nutné dodržovat při práci s takovým nástrojem, je těsně připevnit k montáži v okamžiku utažení. V opačném případě plastový klíč se posune pod zatížením a v různé míře, přičemž opotřebení a po každém „selhání“ spolehlivosti následné upevňovacího nástroje na hex části předmětů bude klesat.
Takový systém umožňuje regulovat přenos tepla radiátoru, ale nevytváří žádné problémy vašim sousedům.
 Jeho schéma je velmi jednoduché.
Jeho schéma je velmi jednoduché.
Vstupní a výstupní otvor (horní a spodní) trubek radiátorů vzájemně propojených potrubí - můstek ( „bypass“) na odpališti a mezi spodním odpaliště a ohřívačem namontován regulační ventil (jak je to znázorněno, běžný procházející kulový ventil spolehlivým výrobcem práce není horší).
Jeden kohout pro úpravu odvodu tepla je dost, ale je lepší instalovat dva (horní a spodní). To neumožňuje rušení sousedů (a zámečníků servisních organizací) kdykoli nezávisle a úplně odpojit dodávku chladiva od chladiče (například v případě nehody, rutinní výměny nebo mytí zařízení).
* DŮLEŽITÉ! Jedním z hlavních provozních pravidel radiátorů na bázi hliníkových slitin je nepřípustnost hermetického vypnutí (tj. Uzavírací ventily na vstupu a výstupu) plného chladiče po více či méně významné období.
Když dojde k kontaktu s hliníkem a vodou, objeví se s uvolněním volného vodíku chemická reakce. Tento proces v uzavřeném svazku v čase, bude nevyhnutelně vést k kritickému nárůstu tlaku a nakonec k výbuchu.
Téměř všichni výrobci hliníkových radiátorů berou v úvahu takovou pravděpodobnost (což se odráží v konstrukci zařízení), takže bude s největší pravděpodobností bezpečný výbuch. Možná dokonce ani to, že si to nevšimnete, ale radiátor (alespoň jedna ze sekcí) se stane jednoznačně nevýnosným.
Pokud je z nějakého důvodu zakázána vaše "baterie" s oběma jeřáby, pak otevřete první, abyste měli pečlivě (hladce), abyste se vyhnuli vodnímu kladivu (doporučujeme začít od dolní).
Do tohoto systému jsou zapojeny 3 jeřáby (instalace třetí na obtokové trubce), aby bylo možné řídit celý průtok chladicí kapaliny pouze přes radiátor pro maximální přenos tepla).
 Jedná se o závažné porušení, které lze porovnat s krádeží majetkem někoho jiného. Po uzavření "bypass" odvezete představte si teplo, pro které vaši sousedé zaplatili peníze.
Jedná se o závažné porušení, které lze porovnat s krádeží majetkem někoho jiného. Po uzavření "bypass" odvezete představte si teplo, pro které vaši sousedé zaplatili peníze.
Kromě toho nechtěním uzavřením dalšího (jakéhokoli) kohoutu zastavíte cirkulaci chladicí kapaliny v celé stoupací ploše. A to není jen administrativně trestatelné a spadá pod velkou pokutu, ale může vést k vážné nehodě (pokud je část potrubí v mrazící zóně, například jde do podkroví budovy).
Dokonce i když je schéma zapojení uvedeno v pasu přístroje (viz foto-2), pak není (v žádném případě při připojení radiátoru k topení bytového domu) správné.
Pokud instalujete ohřívač do vaší osobní chaty, která je také vytápěna vaším "místním" topným systémem, je to vaše osobní podnikání (i když v tomto případě je schéma zapojení s jedním potrubím neúčinné a zřídka se používá).
Ale možnost zásahu nájemce při úpravě celkové distribuce tepla by měly být vyloučeny!
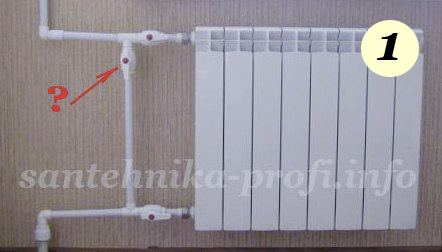
Nyní pečlivě zkontrolujte foto # 1.
Pokud nezohledňujete ventil na "obtoku", pak je chladič jinak namontován bez jakýchkoliv poruch. A co je nejdůležitější, udržuje se rovnoměrný sklon se vzestupem k hornímu potrubí.
Na první pohled se zdá, že předpojatost může být provedena méně, ale v tomto případě tomu tak není. Horní a spodní část (od sousedů) přicházejí z ocelových trubek, které se při ohřevu (zpravidla) prodlužují o několik milimetrů. A pokud nastavíte svah na minimum při instalaci, pak po spuštění systému se může stát, že je to naopak.
Je také velmi důležité zajistit, aby tyto velmi horizontální části potrubí, nejméně 30 cm (mezi stoupačkou a bypassem), kompenzovaly tepelnou expanzi. Pokud jsou potrubí mezi stoupačkou a obtokem onebo nejsou vůbec - veškeré zatížení přejde do "bypassu" a spojovacích prvků.
A to nejenom zkazí vzhled namontovaného systému, ale také vytváří reálnou hrozbu odtlakování.
 Nezapomeňte, že při řezání starých nástrojů elektrickým nářadím je třeba věnovat zvláštní pozornost ochraně okenních tabulek, okenních parapetů, dekorativních stěn a protipožárních opatření.
Nezapomeňte, že při řezání starých nástrojů elektrickým nářadím je třeba věnovat zvláštní pozornost ochraně okenních tabulek, okenních parapetů, dekorativních stěn a protipožárních opatření.
Poklesy v podlaze nebo mezery mezi stěnou a opláštění jiskry vás může stát spoustu peněz (a to zejména v blízkosti hořlavých izolací - to je velmi pravděpodobné, že v sovětské postavených domů). Současně uhasit začátek požáru, jen zalévání (bez otevírání podlahy) je velmi vzácné.
Dokončená sestava jistě vypadá mnohem více esteticky, když jsou staré trubky zcela vystřiženy a spojovací body jsou mimo hranice vašeho pokoje. Pokud se sousedé proti možnému závitů pod podlahou desek s střihu nebo topící roury v betonovém základu, pokud je to technicky proveditelné. Pravda v tomto případě může mít problémy, když sousedé "dozrávají", aby změnili své potrubí až k vašemu bytů.
Takže pokud nemáte jistotu, že k tomu dojde až po mnoha letech, nebo neexistuje způsob, jak je zaplatit za další práci, která bude následně zapotřebí vy, pak je místo připojení nové trubky se starým potrubím nejlépe ponecháno venku.
Horní trubka (v podobném případě) před řezáním je žádoucí řezat na maximum (2 - 3 cm od stropu).
* Samozřejmě je to přípustné pouze v případech, kdy potrubí nepotřebuje další fixaci z možného otáčení.
Rovněž doporučujeme zkontrolovat stupeň opotřebení starých trubek (v případě významných trubek, e(a v každém případě příliš krátká část nebude v případě selhání ponechána šanci na přeřezání)).
Montáž ocelových trubek svařováním v minulém století, je někdy ne zcela provedena potrubí průměr tvarovky (o něco větší a s nižší tloušťkou stěny).
Samozřejmě můžete svařovat cokoli, ale je velmi obtížné řezat THREAD na takové trubce (a v případě významného vnitřního opotřebení a trhání ovše je nemožné).
Odstraňte "baterie" ze stěn.
Pokud žijete v pre-postavený dům, kde radiátory (či spíše „cívky“) je jediná možnost do stěn, - pravděpodobnost úniku v čase téměř stoprocentní. A i když se nic takového nestalo, pak teplo v takovém topném systému vždy ponechává hodně být požadovaný (zejména proto, že vnutripanelny ohřívač s časem typicky ztrácí své vlastnosti a dům začne doslova „ulice teplo“). Jak tuto práci správně provádět?
Jak tuto práci správně provádět?
Za prvé, možná budete potřebovat povolení, protože hovoříme o změnách v plánu projektu budování sítí - v některých místech máme velmi vážně, i když neexistuje žádná alternativa (zvláště když existuje reálná možnost, aby podporovaly nájemce o úplatek).
Druhý ohřívací „had“ do zdi přidáním externího chladiči je lepší není připojen (mimochodem, pokud jste obdrželi oficiální povolení vykonávat takovou práci, je to stav, ve kterém by mělo být uvedeno).
Zatřetí, - pokud je stále uložena interní "baterie", zkuste nainstalovat spojovací prvky pro nový radiátor, nerozbije se.
Jakékoli standardy při umísťování ocelových "cívků" do stěny desky v době, kdy nikdo nedosáhl. Přesněji řečeno, oni byli na papíře, ale ve skutečnosti se trubka může být mimoděložní v řádu desítek centimetrů v jakémkoli směru a musí být utopen jako velmi hluboko, a přijít k povrchu stěny (někdy je dokonce viditelné pouhým okem).
Zde můžete použít speciální zařízení pro umísťování kovových předmětů do stěn, s nimiž můžeme označit podezřelé body při instalaci spojovacích prostředků. V extrémních případech se váš pravidelný malý magnet zavěšen délkou závitu asi 30 cm (citlivost tohoto „nástroje“ obecně dostatečné pro tento úkol). Ale v tomto případě je kontrola velmi komplikována přítomností velkého množství ocelových armatur uvnitř stěny.
Vrtání panelu po značených místech by mělo být velmi opatrné, při nízké rychlosti (trubka ve stěně je propíchnuta punčem velmi snadno).
Použijte pouze rohové spojovací prvky a krátké šrouby (optimální délka je v tomto případě 16 mm, vrtání a otvory ø5 mm).
A nejlepší možnost je navždy zapomenout na "baterii" ve stěně a připojit pouze externí chladič.
Připojte plastovou trubku k chladiči pomocí neodnímatelných závitových tvarovek (vysoká kvalita vinutí utěsnění závitů je mnohokrát spolehlivější než kroužení gumovým polštářkem).
* Samozřejmě, pokud jde o snadnou údržbu a případné opravy, je odpojitelné spojení vždy pohodlnější. Zajišťovatelé instalatéři obvykle uvádějí oddělitelné "americké" pro uvolnění, ve kterém je plochá pryžová (měkká) těsnění přitisknutá mezi kovovou a plastovou částí dílu.
Toto spojení je bohužel také nejspolehlivější.
O něco spolehlivější bude část, která není dokončena s plochou, ale kulatou nebo válcovou částí s těsněním částečně zabudovaným do kovové části kloubu (případně s rozměrem). Nicméně v každém případě (zejména po instalaci) je nutné pravidelně kontrolovat těsnost matic na takových přípojkách.
Nejlepším z hlediska výsledků spolehlivosti byly ukázány konektory, na kterých je hustá kaučukové těsnění kruhového průřezu je pouze olemováno kovem (těsnění je instalováno v prstencové drážce a lisovací plochy nejsou ploché, ale mají kónický tvar).



Nová trubka ze stropu do horní horizontální vrstvy radiátoru by měla být připevněna ke stěně ve třech až čtyřech bodech. Pokud je stejná stará vertikální horní ocelová trubka většinou zachována, je nutné ji bezpečně připevnit ke stěně pomocí jedné odnímatelné kovové spony na čepu v nejnižším bodě.


Před instalací upevňovacích háčků do stěny je nutné vytvořit označení, u něhož je nový radiátor namontován co nejdále do přesné montážní polohy.
* Při volném prostoru může existovat mnoho možností pro horizontální posun vzhledem k oknu. Například ve středu okna nebo v závislosti na umístění nábytku vedle něj. Dobrou volbou je také instalace chladiče pod otevírací klapkou, aby se vytvořila tepelná clona v cestě studeného vzduchu.
Pokud jde o výšky Montáž, pak se (obvykle) se váže buď k výšce horizontální stoupacího výstup (v případě pevné poloze), nebo k výšce prahu. Například, je-li výška od podlahy otvoru na spodním prahem 80 cm, standardní chladič (50 cm mezi osami závitových zásuvek) může být nastavena jako stejné vzdálenosti mezi nimi, a s určitým posunem směrem dolů nebo nahoru, zásadní rozdíl v tomto případě.
Nikdy neinstalujte topný radiátor (vodní nebo elektrický) příliš vysoký (při instalaci přístroje na stěnu bez okna to je možné) - to povede k prudkému poklesu účinnosti "baterie" a ztrátě nízkých a vzdálených oblastí z topné zóny.
Také (s výjimkou zoufalých situací) neinstalujte chladič příliš nízko (pod 10 cm od podlahové úrovně). To zabraňuje normální cirkulaci vzduchu a přispívá k většímu zaprášení sekcí chladiče.
Tužka značka na stěně místa instalace topného tělesa - výška horní rovině, střed horní niti, označte intersekcionální drážku, ve které máte v plánu instalovat upevňovací prvky (v krajních úseků připevňovacích součástí požadovaných).
Měřená vzdálenost posunutí montážního bodu podporovat háku (příklad chladiče) směrem dolů od středu horní části závitového výstupu (nebo od horní roviny článku) a aplikovat nastavení značky pro horní řadě spojovacích prostředků ke zdi, pak značkování spodní řádek (pomocí rulety a kolmého).
* Před nárazem na horní řadu háků nezapomeňte vyzkoušet je na novém radiátoru (na straně koncové části). U některých modelů radiátorů se ohyb chladiče a vzdálenost mezi nimi nedovoluje použití těchto spojovacích prostředků bez dalšího vývoje. Možná budete muset ohýbat nebo ořezat a otočit háčky.
Mělo by se také vzít v úvahu, že i když háček "padne" mezi desky, nemusí to stačit. Musí být možné vyjmout radiátor z něj bez změny jeho sklonu v přísně svislé poloze (zvláště důležité pro horní řadu spojovacích prvků).


V opačném případě se „baterie“ při připojování (nebo odstraněny pro nastavení upevňovače) se zaklínit mezi horní a dolní řady háků. A to povede k poškození skloviny mezi deskami chladiče a značně komplikuje zarovnání výrobku.
Je možné, že v tomto případě radiátor bez dalších změn upevňovacích prvků vůbec nefunguje.
Nejprve jsou v extrémních částech chladiče (vlevo a vpravo) instalovány dva háky horního řádku. Hlavní montážní seřízení (přesnou výšku, vzdálenost od stěny, horní vodorovná hrana ohřívače, rovnoběžnost parapet plátek) se provádí na ně. Horní mezikusy jsou taženy v jedné řadě podél šňůry mezi nimi, a teprve poté je nastaven spodní řádek.
Vzdálenost mezi horní a dolní řady (v místech kontaktu s chladičem) se může mírně lišit od mezh.osevogo vzdálenosti, takže při instalaci spojovací prostředky by měly splňovat poněkud menší hodnota (standardní hliníku nebo bimetalového mezh.osevym chladiče vzdálenost 50 cm - 50 cm minus 2 - 3 mm ), chyba zjištěná během montáže je eliminována sklopením podpěrných háků spodní řady.
Teprve po kontrolu polohy topného tělesa a kolmo přes horizontální úrovni (a úplnou nepřítomnost vůle v otočných bodech) chladiče může být považován za zcela upevněn.
Po vstupu do potrubí doporučuje promazka sanitární tenkou vrstvu silikonu (bílé nebo transparentní) bodů kontaktu s nosným chladič háčky.
Pokud nemůžete zcela vyloučit možnost působení zaujatosti na radiátoru během provozu (například v dětském pokoji), nemusí to stačit. Je nutné uzavřít zařízení a všechny připojení štít, v krajním případě stačí provést další fixaci „baterie“ zadní stranu vzhledem ke stěnám na několika místech pomocí pěny (k úplnému ztuhnutí, -! Jenom studená chladiče).
Nyní se podíváme na způsoby nejefektivnějšího připojení zařízení během instalace, tj. bez vážných porušení dosahujeme maximálního přenosu tepla z chladiče.
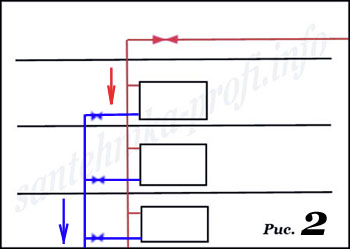
Obrázek 1 znázorňuje schéma dvojitého topného systému d oma s horní distribucí tepla (horní plnění), připojení radiátorů je boční. A na obrázku 2 je stejný systém, ale s diagonálním spojením.
Horní plnění znamená výsadbu hlavního zásobníku teplem na vrchol (půdní prostor nebo pod stropem horního patra).
Celková trubka, kterou ochlazené chladivo z objektu zpět do kotle ( „vratných potrubí“) prochází sklepě nebo pod podlahou prvního patra.
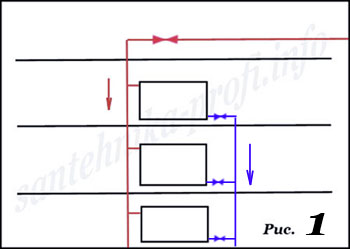
Takže - na schématu číslo 1 jsou topná zařízení připojena diagonálně a na druhé straně.
A teď je otázka - na jakém spoji se "baterie" bude léčit při stejné teplotě chladicí kapaliny?
Nepochybujeme o tom, že 100 ze 100 lidí bude odpovídat - v první řadě diagonálně, protože je to zřejmé!
Je to tak? Ne opravdu. Všechno zde není tak jednoduché.
A správná odpověď je: při doporučené rychlosti chladiva v systému (mimochodem, velmi málo), oba programy poskytují téměř přesně stejné a velmi vysoké parametry odvod tepla.
Při příliš nízké rychlosti (např. Zúžená trubka otvor), přenos tepla se snižuje stejně, pokud je stejný cirkulační rychlost podstatně více než je doporučená (např cirkulátoru pracuje v autonomním systému), - poměr se může měnit (ale ne nutně ve směru úhlopříčky připojení, právě naopak).
Proč to je a proč jsou ukazatele v každém případě (při optimálním průtoku) vysoké? Důvod je jednoduchý.
Dávejte pozor - na každém obrázku je přívod tepla připojen k hornímu potrubí chladiče a odvětrávací trubce ke spodní trubce a to je velmi důležité.
Nyní více.
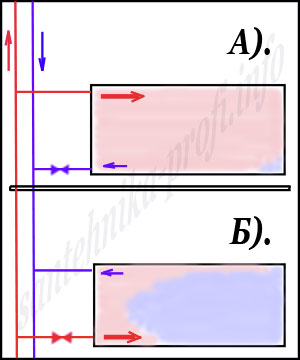
Obrázek znázorňuje dvě schémata bočního napojení (naprosto totožná, s výjimkou polarity) pro velký sekční radiátor (dvouvrstvý topný systém).
Jak vidíte, na obrázku A). Radiátor se zcela zahřeje (na extrémní části), prakticky přes celou oblast a jeho účinnost dosahuje 95%.
Je-li stejná topné zařízení připojeno podle schématu B), účinnost (např. Na radiátor 12 úseků) nelze dosáhnout až o 40% (ve skutečnosti se obvykle zahřeje, pouze první 2 - 3 oddíly, a účinek zvyšující se doplňující se bude blížit nule) .
Proč tedy polarita spojení vede k úplně jiným výsledkům? A jsou zde dva důvody.
Za prvé - zahřátím chladicí kapaliny (obvykle vody) je výrazně zvýšil objem, takže i menší rozdíl teplot vede k podstatné změně hmotnosti stejného objemu kapaliny.
* Mimochodem, je to z tohoto důvodu, že takové zařízení vodní hladiny ( „Water“ level - dvě průhledná nádoba s divizemi, které jsou propojeny ohebnou trubici) správně jako učebnice pro výuku fyziky, než vážné měřicího přístroje.
Nejmenší rozdíl teplot mezi svislými částmi gidrourovnya vede k tomu, že zařízení začne godlessly lež (a čím větší je délka svislých částí, tím větší je chyba značka).
Za druhé, - jak již bylo uvedeno, topné médium v systému ústředního vytápění se pohybuje s malou (dalo by se dokonce říci, - velmi pomalé rychlosti), a to navzdory velmi vysokého tlaku (obvykle mnohem větší, než je tlak ve vodovodní síti). To je způsobeno tím, že rozdíl Tlak mezi přívodem a vstupem je minimální (zřídka více než 2x - 3%).
* Daleko od tepelné techniky lidé mají tendenci považovat systém ústředního vytápění nějakým způsobem za hybridní horkou vodu a odpadní vody. Údajně jediné potrubí teplé vody se dodává pod tlakem a dalších toků samospádem, a v případě, že první blok, který překrývá druhý nebylo zapotřebí, a může být snadno demontovat trýby.
Je těžké přesně vypočítat, jaké procento vážných nehod na ruském bytovém účtu pro tuto chybu. Ale to jsou a nejsou malé, je to fakt.
Když je chladicí kapalina dodávána nižší horká voda v radiátorové trubce v chladnějším a hustším prostředí okamžitě vznáší nahoru a prakticky totéž jde dále přes horní spojení (obr. A).
Při odesílání zhora, lehká horká voda "se rozprostírá" podél těžší studené vrstvy po celé délce topného zařízení a po jeho příchodu je rovnoměrně vytlačována do své spodní části a ochlazena.
Věříme, že podstatou je jasné - pro dosažení maximálního přenosu tepla musí být chladicí kapalina dodána na horní část "baterie".
Bohužel v našich městských apartmánech nejběžnější jednorázový vytápěcí systém, boty na dně. Ne, samozřejmě ze suterénu omA topení potrubí směřuje vzhůru v páru (napájení a návrat), ale radiátory jsou připojeny k oběma. Tedy. vertikální potrubí (stoupačka) podání Chladicí kapalina stoupá ze suterénu do nejvyšších podlaží budovy a napájí na každém podlaží jeden topný přístroj.
V horní části se posuvník stoupá "obrátit" na kterém je částečně ochlazená chladicí kapalina opět spuštěna do suterénu, podél cesty napájející sousední řadu radiátorů, z nichž každá je obvykle již v jiné místnosti nebo dokonce v jiném bytě. Teplota posledního "akumulátoru" v takovém řetězci se blíží k teplotě vzduchu v místnosti.
V sovětské éře, kdy nikdo ušetřil palivo a nedotýkal se baterií v bytě, nevýhody tohoto spojení nebyly příliš nápadné. Hlavně, že regulační ventily na radiátorech a obchází času bylo stále v provozuschopném stavu (bez ohledu na to, jak špatné Sovětský GEC, aby se stal líný a drzá opilci - zámečníci, ale stále „na rozdíl od většiny moderních správcovské společnosti“ se svou prací, „ani na stupně ", ale podařilo se mu).
V dnešní době je práce vytápěcí soustavy s takovými nájemníky obvykle nešťastná.
Za prvé, nedotopom nikdo není překvapen (zde a tam je již považován za normu).
Za druhé, vážnou kontrolu nad prvky veřejného vytápění domu, prakticky nikde v bytech nájemníků. Všude nedotknutelnost domácího a soukromého majetku - majitelé a nájemci si "libovolně" racionalizují schéma připojení svých radiátorů.
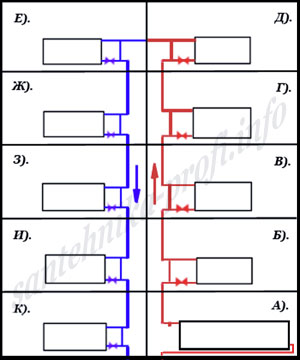 Uveďme příklad takové "racionalizace" v jednom bytě pro jednorázový vytápěcí systém pětipatrové budovy.
Uveďme příklad takové "racionalizace" v jednom bytě pro jednorázový vytápěcí systém pětipatrové budovy.
V obdobích nedotopa pronajímatele (a) konstatuje, že životní podmínky jsou mnohem chladnější než dříve, a chladič řádně zahřeje, pouze první část.
A nyní zkracuje "obtok", zvyšuje další sekce a změní schéma připojení na diagonální.
Výsledkem je, že je opět horké a vždy otevře okno.
* Mimochodem, servisní organizace, regulátoři tepelné sítě a sousedé by měli věnovat pozornost tomu. Zpravidla je potřeba nepřetržitého dodatečného větrání den a noc spolehlivým znakem porušení návodu na distribuci tepla ze strany nájemce.
Podíl zbývajících devíti bytů (B - K) je mnohem méně tepla, než je nyní spotřebováno v jednom bytě (A).
V zásadě je docela možné nastavit a nastavit funkci jakéhokoli topného systému (například otřesy).
Nicméně, tato úprava by měla být pouze servisní organizace, a následně vést ladění těsnění uzly bez zásahu nájemníků v obecné části systému (až do uzavíracími ventily na vstupu do chladiče).
A pak se nestará, jak se připojí svůj chladič (horní, spodní, boční nebo diagonální), nezáleží na tom, zda se jedná o pět řez radiátor, nebo to bude stupňovat do padesáti sekcí, nic špatného nestane v případě nekvalitního spojení se zúženým kanálem.
Případné odchylky od projektu, doporučené nebo optimální spojení může způsobit poškození pouze samomý nájemce - „Rationalizer“ a nebude to mít vliv na dodávku tepla ze sousedů.
Řekněme, že žijete v bytovém domě v nejvyšším patře s topným systémem one-trubky, kde jsou celková aktiva operačního přísně (v současné době je obvykle HOA). Pokud je váš radiátor je poslední v řetězci „krmení“, pak následovat ho (na „zpátečce“ - sousedé) dodá teplo mnohem víc než vy (jen proto, že chladicí kapalina k němu přistoupí s horní část odbočná trubka).
Jak být v tomto případě - zajistit "překrytí" s odvzdušňováním - automatické?
V žádném případě. Tato sestava se provádí v otevřených prvních vypadá (mírně řečeno) poněkud zvláštní, ale iv případě, že potrubí všité do zdi - to může způsobit problémy pro servisní organizace při uvádění systému do provozu.
Dále je ve většině případů otázka vhodnosti použití vzduchového ventilu na radiátorech.
Samozřejmě, je to velmi dobré, když se nějaká zařízení postará o sebe a už si o tom nemůžeme přemýšlet. Ale pojďme začít ze skutečných podmínek. A skutečnost spočívá v tom, že většina těchto mechanismů se nijak neliší ve své kompaktní velikosti a vysoké spolehlivosti.
Nastavení standardní odvzdušňovací ventil - automatické stěží zlepšit vnější vzhled radiátoru jako celku, ale spíše naopak (zejména proto, že drtivá většina těchto „stroje“, jsou více či méně spolehlivě fungovat ve svislé poloze). Kromě toho je (zpravidla) hodně pro "rozměry" zařízení a může být náhodně poškozen.
Automatický odvzdušňovač zachastýyu velmi citlivé na znečištění chladiva, - zrnka písku nebo bezrámové formy umístila ve ventilu může vést k trvalému úniku, a to navzdory přítomnosti ochranné mřížky (v případě, že je na všech provedení).
K čemu (včas) může dojít kontaminace takové sítě, je jasné bez vysvětlení. Samozřejmě, tento problém lze vyřešit instalací dalšího filtru, ale vzhled tohoto designu bude ještě horší.
* Odvzdušňovač - automatický (se spolehlivým filtrem) je žádoucí instalovat v nejvyšším bodě topných systémů budov za přítomnosti technické podlahy.
Mnoho výrobců hliníkových radiátorů doporučuje instalovat na každém ohřívači. V případě, že zapomenete, že je nepřijatelné, aby se hermeticky uzavřelo - plyn, který byl propuštěn, je místo, kam jít.
* Z tohoto důvodu je zakázáno přivést otevřený požár k nainstalovanému odvzdušňovači. Možné důsledky mohou být mnohem závažnější než přerušení od tlaku plynu.
Tato doporučení (jen pro případ), jako je Rada pro změnu prahu na mat pěnové matrace (protože pokud jste náhodou narazí - měkčí bude klesat). Navíc bod instalace vzduchu není ve skutečnosti nejvyšším bodem chladiče. Proto jsou ochranné funkce v tomto případě velmi pochybné (při pokrytí 100%). A který pracoval nějakou dobu v topném systému chladič je vždy naplněna na 100%, i když to původně nebylo tak (jakýkoliv sypký chladicí plyn se rychle vstřebává).
Úprava odvzdušňovací nastavení - stroj zřídka jde chráněného druhu (i když by šroubovák) - obvykle uzávěr, který odšroubuje (a zkroucený) velmi snadno. Dokonce i dítě to dokáže (po takovém "přizpůsobení" ventilační ventil s největší pravděpodobností přestane pracovat v automatickém režimu a jsou možné závažnější následky).
Proto raději dát tyto větrací otvory na byt radiátory obecně (s výjimkou jednotlivých případů, kdy „baterie“ je nejvyšší bod systému a je zcela skryta za štítem).
V otevřené radiátory typu lepší vytvořit jednoduchou, malých rozměrů větrací otvor (vzduchu skrz něj se odvádí za použití obvyklého plochého šroubováku nebo speciální klíč).
1). Malý odvzdušňovací ventil (ø 3/4 palce).
2). Malý odvzdušňovací ventil (½ "závit).
3). Odvzdušňovací ventil je automatický (1/2 palcový závit).

 Na radiátory, které jsou v horních místech systému, - je nutná instalace ventilace (je třeba připomenout, že v případě, že sklon potrubí na podlahách je vyrobena není správná, pak se z jakéhokoli standardního odvzdušňovacím při zahájení užívání nestačí - místo, lepší instalovat konvenční kulový ventil spolehlivý výrobce).
Na radiátory, které jsou v horních místech systému, - je nutná instalace ventilace (je třeba připomenout, že v případě, že sklon potrubí na podlahách je vyrobena není správná, pak se z jakéhokoli standardního odvzdušňovacím při zahájení užívání nestačí - místo, lepší instalovat konvenční kulový ventil spolehlivý výrobce).
Pokud potrubí přesahuje přes sousedy nebo na technickou podlahu - podle vašeho uvážení. Nezbytně nutné k instalaci „ventilovat“ Není tady (to může být užitečné, aby si jen zkontrolovat stav topného systému - tj přítomnost tlaku chladiva).
Někdy je možnost takové kontroly velmi užitečná.
Vezměme si například následující případ: ve třetím patře typické pětipodlažní budovy shabashniki nahradil dva staré chladič na hliník, přičemž spoje jsou plastová trubka Ø20mm s nejvyšším možným ohýbání vnitřní pružiny.

 Ohybový bod je pevně uchycen, takže po nějaké době šly trhliny průřezu vnější vrstvy z kovového plastu (pokud je ponecháno, než se nehoda blíží).
Ohybový bod je pevně uchycen, takže po nějaké době šly trhliny průřezu vnější vrstvy z kovového plastu (pokud je ponecháno, než se nehoda blíží).
Tentokrát majitel vyzývá naše specialisty a objednává placený výlet do servisní organizace. A tak jako hlavní místo se nachází ve stejné budově, pak jde všechno rychle, hlavní zpráva, že vše je vypnut - můžete bezpečně ovládat.
Náš mechanik začne nahradit potrubí prvního chladiče, - předtím otevřel odvzdušňovací ventil, aby zkontroloval stav vypnutí. Je to v pořádku, není žádný tlak.
Po dokončení této práce se přesune na další chladič, - větrací otvor na něm není NASTAVENÝ.
Chladič chladu (ale topná sezóna teprve skončila, takže to není indikátor), aby mechanik informuje majitele o tom zkontrolovat stav odpojení není možné demontovat av případě jakých - na jeho odpovědnost. Majitel dává bez jakýchkoli nejmenších pochybností motivaci, aby si velitel servisní organizace zaručil normální cestu.
Zámečník se začne rozebírat, mezi případem, který vysvětluje vlastníkovi, že záruka vypnutí a samotné vypnutí nejsou totéž. Co je zámečník i správcovská společnost by mohla zapomenout na vypnutí, ale mohla by ji vypnout - ale ne tak.
Obecně lze říci, vysvětluje to všechno, zatímco klidně otočí, protože první chladič opravdu vypnutý, únik při demontáži není pozorován (a odpovědnost není na něm - může být trochu odpočinout a). Nemá čas na odšroubování spojení do konce, protože je vyřazen tlakem a máme vážnou nehodu. Samozřejmě to bylo rychle odstraněn ze dna a sousedé nejsou ovlivněny (ale nedávno zrekonstruovaný, nový nábytek a počítačový systém jednotky poslal studna).
Pojmenoval velitele webu, vysvětlil situaci, dohodl se na schůzce (přínos blízké).
Přichází a přináší zavěšení os odříznutou rukojetí. Řekněte, že někdo z nájemníků snížil náměstek ok zahájení a zahájení - takže nehoda a správcovská společnost nemá s tím nic společného.
Jaký druh neoprávněného spuštění může být, protože všechny radiátory jsou studené? Jen se ale pokuste nyní dokázat, že příčinou nehody je chyba zámečníků v servisní organizaci (stejně jako skutečnost, že zástupce odo suterénu s největší pravděpodobností je to, co viděli v dílně ...).
Nyní o tom, proč v tomto případě až do posledního okamžiku nedošlo k úniku při demontáži (navzdory celkovému tlaku v systému).
A důvod je jednoduchý a, - těsnění samotného navijáku je vždy "visí" na vnějším závitu, ale zde při demontáži zachechyu zůstává na vnitřní straně.
Z tohoto důvodu se netěsnost (dokonce ani kapání) nedotýká až do poslední sekundy.
* Při instalaci malého větracího otvoru na radiátor neaplikujte značnou sílu (možná vnitřní poškození, - pro případné podezření na tuto možnost by měla být část vyměněna!).
Po odvzdušňovacím šroubu krytu opatrně (před ukončením úniku a mírného dodatečného předpětí pro spolehlivou fixaci, - v žádném případě nejsou utáhnout šrouby „na doraz“!).
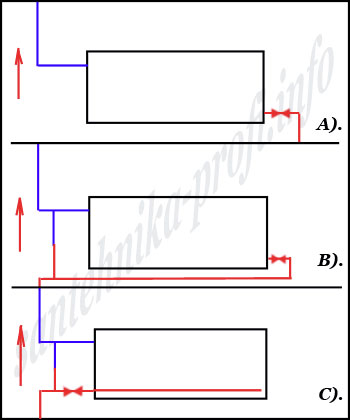 Tak, jak můžeme "vynutit", aby se chladič úplně zahřál na extrémní části. Dobrou volbou pro topné systémy s nižším (problematickým) přívodem chladicí kapaliny je diagonální připojení (obr. A). Nicméně, více či méně slušné tento systém vypadá jen v případě, že vstupní a výstupní chladící trýby jsou umístěny na opačných stranách „baterie“ a „bypass“, projekt není poskytována.
Tak, jak můžeme "vynutit", aby se chladič úplně zahřál na extrémní části. Dobrou volbou pro topné systémy s nižším (problematickým) přívodem chladicí kapaliny je diagonální připojení (obr. A). Nicméně, více či méně slušné tento systém vypadá jen v případě, že vstupní a výstupní chladící trýby jsou umístěny na opačných stranách „baterie“ a „bypass“, projekt není poskytována.
A pokud ne? Koneckonců, v našich apartmánech, potrubí obvykle prochází z jedné strany.
Obvykle v takových případech pro diagonální podávání přístroje je povoleno spodní potrubí pod radiátorem (Obr. B), což určitě zabraňuje konstrukci a v některých případech je prostě nemožné.
Existuje však další, mnohem estetičtější způsob instalace, to je (obr. C) vnitřní diagonální spojení.
Jak je znázorněno na obrázku, z přívodních nití s přes dno chladiče (přes žlábky chladiče i) je kov-plastová trubka ø16mm (trubka ø20mm obvykle neprochází a dokonce ani částečné zploštění potrubí s nepomůže, od bradavky i na spoje sekcí se otáčejí pod nejrůznějšími úhly).
* K udržení normálního průtoku chladicí kapaliny uvnitř m / n trubice není přípustné vkládat nic.
Ve schématu pro přehlednost je ukázáno, že konec trubice dosud nedosáhne vzdálenějšího bodu chladiče (průchod chladicí kapaliny je ponechán).
Trubka z kovového plastu by měla ve skutečnosti jít na konec a lehce dosednout na zástrčku.
Normální průtok zajišťuje speciální přípravu konců trubek na vstupu a výstupu.

 * Na vstupní straně je řez (např., - nůžky plast) polovina průměru trubky na požadovanou délku a v požadovaném místě je řez s odbočkou, - omezit hloubku instalace (po zavodki špičky uvnitř odnímatelné připojení k omezovači, hranice zářez by měl vyčnívat asi 5 mm pro extrémní bod závitů futurki, - vidět fotografii).
* Na vstupní straně je řez (např., - nůžky plast) polovina průměru trubky na požadovanou délku a v požadovaném místě je řez s odbočkou, - omezit hloubku instalace (po zavodki špičky uvnitř odnímatelné připojení k omezovači, hranice zářez by měl vyčnívat asi 5 mm pro extrémní bod závitů futurki, - vidět fotografii).
Na výstupu potrubí s Také si nakrájíme polovinu průměru (na délku asi 5 cm), zatímco jeho špička by měla být tvarována jako "otakárek" (viz foto).
Na plně sestaveném radiátoru musí být oba výřezy směrovány směrem dolů.

Přenos tepla je v tomto ohledu prakticky shodný s "klasickou" diagonálou (v tomto případě je taková "modernizace" radiátoru zcela neviditelná).
Nezapomeňte také, že i vynikající charakteristiky přenosu tepla topných zařízení mohou vyloučit vysoké tepelné ztráty v místnosti.
Tváří v tvář možnému nedostatečnému ovládání je velmi důležité, aby v bytě byly instalovány moderní okna a dveře (nejlépe dvoulůžkové). Velmi dobrou volbou by byla také dodatečná izolace "ulic". Toto zařízení je falešná zeď s ohřívačem (nejlépe pěna nebo jiný podobný materiál).
* Teplo min.wat pouze s dodatečnou parozábranou! Bez hermetického balení briket je povoleno jej položit pouze ve vnitřních přepážkách - pro zvukotěsnost, jinak na hranici studené stěny a teplé místnosti rychle roste.
Konstrukce falešné stěny kolem okenního otvoru také umožňuje skrýt vady kapitálu stěny (a jak víme, není v našich bytech ideální kvalita stěn).
Nicméně, jsem zapojen do tohoto přímo za "baterií" falsh - zeď není postavena, zanechávající výklenek ve struktuře.
Proč se to dělá?
No, nejprve radiátor ve výklenku vypadá (zpravidla) mnohem lépe než na ploché stěně. Za druhé, u radiátoru utopeného ve zdi je pravděpodobnost náhodného poškození výrazně snížena. Ano, a zavěšení "baterie" na pevné stěně je mnohem spolehlivější než například struktura sádrokartonu.
A jen málo lidí vezme v úvahu, že díky této malé části zdi ztrácí byt mnohem více tepla (pro "vytápění ulice") než přes zbytek stěny (i bez izolace).
Dokonce i při instalaci chladiče na "teplou" falešnou stěnu projde značnou část uvolněné energie ve formě infračerveného (tepelného) záření z chladiče.
* Sádrokarton, překližky a jakékoliv izolace jsou více či méně propustné pro infračervené záření.
Avšak i při montáži topného tělesa do vybrání, aby opakovaně snížit skutečné tepelné ztráty pomocí vkládání stěnové části speciální reflexní izolace (viz. Foto).

Tato izolace je vyráběna (zpravidla) v kotoučové verzi a je prodávána měřidlem. Je přilepená ke stěně s reflexní (fóliovou) stranou k radiátoru.
№9
Spuštění systému.
Pokud jste objednali výlet do servisní organizace, měl by být spuštěn systém - jejich povinnost (za tuto cenu byste neměli účtovat další poplatky). Ale být jisti, k tomu, že pro vás - tak to je kontrolovat všechny spoje na případné netěsnosti (je-li k rozšíření radiátor - v sekci klouby a závitem, pájené a utěsněné spoje potřebné, aby pečlivě přezkoumat a nahmatat ze všech stran).
Pokud je ve vašem bytě nejvyšší bod místa domu - "odvzdušnit" vzduch po vyvíjení tlaku, bude vám také lepší.
Na tomto tématu završujeme téma "instalace radiátorů".
* Opět připomínáme - odpojit servisní chladič oběma jeřábům (vstup a výstup) po dlouhou dobu NENÍ K DISPOZICI! Bude explodovat.
Při budování soukromého domu je třeba především postarat se o kvalitní topný systém a oteplování domu. Není žádným tajemstvím, že v každém topném systému hraje jedna z hlavních rolí potrubí. V nedávné minulosti byly ocelové trubky pro vytápění široce využívány, ale jejich použití bylo spojeno s některými obtížemi, zejména s tvorbou koroze na stěnách potrubí.
S příchodem nových materiálů, jako například ocelové trubky, se začalo ustupovat do pozadí. Díky galvanizaci však byly moderní technologie schopné "porazit" korozi a ocelové trubky se opět dostaly na správné místo mezi topnými trubkami.
Jak víte, všechny topné trubky mají pluses a minuses, dnes jednoduše neexistuje žádná ideální volba pro všechny případy života, kromě možná. Mají mnoho výhod, včetně trvanlivosti, schopnosti odolávat vysokým teplotám a mnoha dalším výhodám. Proto mnoho odborníků nazývá měděné trubky to nejlepší pro topné systémy, ale dokonce nejsou bez nedostatků, jako jsou vysoké náklady.
Zvažte výhody a nevýhody ocelových topných trubek.
Výhody
- Vysoká tepelná vodivost.
- Schopnost odolávat vysokým teplotám (tavení při + 1500 ° C) bez deformace.
- Jsou odolné proti vodním kladkám (odolávají maximálnímu tlaku po dobu 4 hodin). Díky tomu jsou potrubí z oceli vhodné pro organizaci centralizovaného vytápění s častými vodními rázy a teplotními skoky.
- Díky zinkovému povlaku nejsou vystaveny korozi. Galvanizace může prodloužit životnost oceli o 15-20 let, kromě elektrochemické ochrany oceli se zvyšuje.
- Mechanická pevnost.

Ocelové potrubní topení bytového domu.
Nevýhody
- Vnímavost na korozi (i pozinkované trubky jsou v průběhu času zkorodovány).
- Minerální látky jsou uloženy na vnitřních stěnách, čímž vzniká přetížení. Časem se takové zatížení může změnit na dopravní zácpy, které zcela blokují dodávku chladicí kapaliny. Aby se zabránilo vzhledu usazenin, je nutné jako chladicí kapalinu používat speciální tekutiny. Tato metoda však zcela nevyřeší problém. Takové kapaliny zvyšují agresivitu prostředí, což může mít také negativní důsledky.
- V případě kladení ocelových trubek venku je jejich vysoká tepelná vodivost způsobena nedostatky. Abyste předešli vysokým tepelným ztrátám, musíte použít tepelnou izolaci.
Existují dva způsoby galvanizace ocelových topných trubek:
- Způsob aplikace difúze. Metoda je založená na vytvoření monokrystalové mřížky, která je tvořena interakcí atomů různých látek mezi sebou (oceli a zinku). Celý proces se provádí v kontejnerech s práškem. Výsledkem je silná, odolná proti působení povlaku;
- Ocelové trubky spadají do roztoku zinku o teplotě přibližně 450 ° C. Tudíž vnitřní a vnější povrch potrubí je pokryt zinkem, čímž se prodlužuje životnost materiálu.
Pozor! Náklady na pozinkovanou ocel jsou vyšší než náklady na kovový plast, polypropylen a černá ocel.
Aby bylo možné nějakým způsobem zabránit korozi, potrubí bez galvanizace by mělo být před montáží pokryto speciální barvou.
Montáž
Existuje několik způsobů připojení ocelových topných trubek. Každá z nich má své výhody a nevýhody, které si musíme pamatovat při instalaci topného systému. Pouze dodržování technologického postupu zabrání nepříjemným překvapením v topné sezóně.

Ocelová trubka s jeřábem na hliníkovém radiátoru.
Způsoby připojení ocelových trubek k ohřevu:
Plynové svařování. Používá se hlavně pro spojování tenkostěnných trubek. V důsledku svařování plynem se získá spolehlivé a silné spojení. Často se používá v blízkém prostoru, kdy je použití jiných způsobů připojení fyzicky nemožné;
Elektrické svařování. Nejčastěji se používá pro svařování potrubí s hustými stěnami (hlavní vytápěcí systémy). Elektrické svařování umožňuje ohřát celou tloušťku potrubí, což je obtížné dosáhnout plynem svařováním;
Závitové připojení. Provádí se pomocí speciálních závitových tvarovek. Navíc je nutné samo oříznout nit na trubce, což prodlužuje dobu instalace systému.
Důležité! Pozinkované trubky lze namontovat pouze se závitem, svařování není žádoucí. Faktem je, že v procesu svařování, při působení vysokých teplot, se zinková vrstva jednoduše vyhoří. Zinek není schopen odolávat teplotám nad 900 ° C.
Typy armatur pro ocelové trubky
Díky různým tvarům, větvem, otočením, přechodům z jednoho průměru do druhého atd. Se provádí. Demontovatelné spoje umožňují opravu a údržbu potrubí.
Do kategorie: Sanitární a technické práce
Připojení ocelových trubek na závity
Potrubní síť, přes kterou se voda, PE / p nebo plyn pohybuje pod určitým tlakem, sestává ze samostatných částí ocelových trubek spojených dohromady. Potrubí po celou dobu, včetně míst připojení, by mělo být silné, husté a udržet nepropustnost při prodlužování nebo zkrácení teplotních změn.
Ocelové trubky lze připojit k závitu a svařit.
Pro připojení ocelových trubek k závitům použijte spojovací díly (kování) z tvárné litiny a oceli. Tyto spojovací části z tvárné litiny používané pro potrubí, skrze které voda nebo pára, která má teplotu, která není vyšší než 175 ° C a tlak 16 kgf / cm 2 na průchody nepřesahující R / r „a až 10 kgf / cm2 v pasážích 2 až 4“ .
Ocelové spojovací díly (armatury) mohou být použity pro potrubí všech průměrů při tlacích do 16 kgf / cm2. Spojovací části jsou vyrobeny z válcového závitu.
Ocelové armatury nemají na koncích perličky. Spojovací části z tvárné litiny s připojením trubky válcovým závitem na předním a čepových koncích jsou v přímé spojky a přechodné spojovací matice Zaslepovací pojistné matice šrouby (obrázek 1).
Pro připojení trubek pod úhlem a použitých větví zařízení v návaznosti na spojovací části z tvárné litiny (obr 2) čtverečky a přímé transformace, T-kusy a přechodné přímé, rovné a prochází přes přechod.
Obr. 1. Spojovací části z tvárné litiny trubkového spoje v přímém směru A - přímá vazba, - spojovací přechod, v - převlečnou maticí, g - Zaslepovací d - pojistná matice E - Tube
Konce kování musí být ploché a kolmé k ose spojovací části. Vnitřní a vnější závit musí být čistý, bez otřepů a vad a řezán přesně podél osy armatur. Oblasti s poškozeným závitem jsou povoleny, pokud jejich délka nepřesahuje 10% délky závitu.
Pro zajištění těsnosti na křižovatce závitových spojů, použije těsnicí materiálově len, azbest, přirozené sušení olej, bílou, Surikovoj grafit a tmel.
Když válcové závitové trubkové spoje, které jsou studené a horké vody (při teplotě až do 100 ° C), těsnění-ing materiálem je len vlákno impregnuje minia nebo vápnem, podílí na přirozené sušení oleje.
Pro potrubí s teplotou chladicí kapaliny nad 100 ° C se používá jako těsnicí azbestu vlákna s vlákna lnu, namáčení je grafit smísí na přírodní sušení oleje. Vlákno je nejprve rozmazáno surrey nebo bělidlo. U krátkých nití je pramen lana navíjen z druhého závitu z konce trubky podél dráhy nitě tenkou vyrovnanou vrstvou "vosku" bez zlomení. Pás musí být předem pečlivě zkontrolován, aby vlákna byla dobře oddělená. Strand by měl být suchý. Navíjený pramen na horní části nití je rozmazaný zředěným voskem. Páska by neměla viset na konci trubky nebo do trubky, protože by mohlo dojít k ucpání potrubí.
Tvarové díly je třeba navertyvat trubek k selhání, tj. E., tak, že se zaseknout v posledních dvou kuželových závitů (házení) závitu, čímž je zajištěno spolehlivé spojení.
Kromě krátkého závitu jsou potrubí připojeny a na dlouhé nitě pomocí posuvů.
Obr. 2. spojovací části z tvárné litiny trubky úhel kloubu a větvících zařízení: a gon linie B - gon přechodu v - tee line g -troynik se dvěma přechody, e - příčný linie G - příčný přechodu, s - kříž se dvěma přechody
Připojte sestavu následujícím způsobem. U dlouhého závitu se utahuje pojistná matice a spojka. Šroubová spojka s dlouhým závitem se zašroubuje na konec krátkého závitu pomocí těsnicího materiálu. Poté se těsnicí materiál zabalený ve vlajce navíjí kolem konce spojky po dráze závitu a pojistná matice je pevně připevněna ke spojce. Vlajka je umístěna v čelní straně spojky a zabraňuje průsaku vody nebo páry skrz závity.
Při absenci zkosení těsnicího materiálu v objímce je možné zatlačit těsnicí matici pojistnou maticí a spojení nebude dostatečně husté.
Potrubní spoje musí být vyčištěny od vyčnívajícího těsnícího materiálu pilovým kotoučem.
Azbest šňůra se navíjí s prádlem z Vanish k vrcholu závitu, který umožňuje mnohem těsněji ho na závitu a ne klepat u šroubení.
V poslední době, místo toho, lněné semínko, lněný minium a pro utěsnění závitových spojů během instalačních systémů vody a plynu potrubí těsnící páska se aplikuje na základě fluoroplastů - pásky FUM.
Páska FUM se skládá z fluoridu 4D (80-84%) a vazelínového oleje pro mazání (20-16%).
Fluorlon 4D je odolný vůči všem minerálním kyselinám, zásadám a dalším korozním látkám.
Pro utěsnění závitových spojů je použita páska o šířce 10-15 mm a tloušťce 0,08-0,12 mm.
Povrch pásku by měl být plochý, bez trhlin a puchýřů.
Ve vzhledu má páska bílou barvu, malé odstíny a skvrny jsou povoleny.
Páska FUM je aplikován při montáži systémů zásobování vodou, vytápění a plynu, jakož i instalace a provozu potrubí přepravujících média při teplotě od -50 do +200 ° C
Pro připojení potrubí s použitím pásky FUM jsou předčištěná vlákna očistěna od znečištění a otírána hadry; pak jsou závity navinuta na závitu ve směru závitu, jak je znázorněno na obr. 69, po kterém je armatura nebo výztuž navinutá. U trubek o průměru 15-20 mm se páska viní do tří vrstev a do trubek o průměru 25-32 mm - do čtyř vrstev.
Při provádění oddělitelných spojů (spojů) mezi spojkou a pojistnou maticí se z trojí vrstvy stejné pásky navinou turnaj.
Pokud se připojení k závitové neposkytuje integritu a bude nutné vyměnit těsnící materiál, vlákno musí být v dostatečné vzdálenosti od pásku a znovu vytvořit spojení se všemi výše uvedených operací.
Svařování trubek by se mělo provádět zpravidla před utěsněním závitového spoje s páskou FUM. Pokud je nutné po utěsnění závitového spoje vyrobit svařovaný spoj, nesmí být umístěn ve vzdálenosti menší než 400 mm od místa svařování.
Trubky jsou také spojeny pomocí spojovacích matic. Na obou koncích trubek, které mají být spojeny, jsou krátké závity vyříznuty a přišroubovány k těsnicímu materiálu spojovacího matice. Poté, umístěním mezi sousedícími tryskami oddělovacích rovin hadr lepenky vařené v sušení olej nebo paronitovye těsnění (pára), utažením převlečné matice trysky.
Při připojování trubek se spojkou jsou řezány trubky se zkráceným krátkým závitem odpovídající délce závitu ventilu.
Pro připojení vodovodních a plynových potrubí na závitu se používají klíče různých typů trubek: pákové páky, posuvné a skládací.
Při šroubování trubky pro spolehlivé zablokování fitinku nebo armatury na výběh závitu není dovoleno, aby se tvarový díl zašroubovat zpět, aby se zabránilo ztrátě hustoty připojení. V případě, že kování nebo kování nepřijme požadované polohy a nemůže se otáčet v průběhu závitu, můžete opravit oddělením rukávy na obou stranách nebo větším počtem kování a dát jim do požadované polohy; pak musí být znovu zapojeny. Pokud to není možné, musíte rozmontovat spojení a znovu sestavit pomocí nových těsnicích materiálů.
Trubky jsou přišroubovány do svorek nebo do místa instalace.
Obr. 3. Trubkové klíče: a - páka, b - roztažitelná, vnitřní; 1 - pevná páka, 2-posuvná páka, 3-ohmová, 4-maticová, 5-pohyblivá houba, 6-pružina, 7-houba
Potrubní klíče vyžadují důkladnou péči, systematické čištění, mazání šroubů a kloubových spár s strojním olejem.
Není dovoleno pracovat s vadnými klíči, včetně klíčů s houbami. Takové klíče při práci skočí z potrubí a mohou způsobit modřiny a zranění.
Nepracujte s klíči, jejichž čísla neodpovídají průměru šroubových trubek, protože práce není příliš produktivní a klíče se rychle stanou nepoužitelnými.
Je zakázáno nosit střihu potrubí zvládnout klíčů ke zvýšení síly působící na klíče, jako klíče k tomuto ohybu rukojeti a klíče stávají pracovní neschopnosti.
Vodní a plynové potrubí lze připojit a svařit.
Pozinkované trubky jsou sestaveny pouze na závitovém spojení, protože při svařování je poškozena ochranná vrstva z pozinkování.
Připojení ocelových trubek na závity
Za účelem vytvoření připojení topných trubek se používají různé metody a materiály. Způsob připojení těchto stavebních prvků mezi sebou přímo závisí na tom, ze kterých surovin byly vyrobeny. Nejčastěji používané pro instalaci potrubí jsou potrubí z polypropylenu, oceli, kov-plast a měď.
V tomto článku budeme hovořit o tom, jaké metody nejčastěji používají instalatéři při instalaci výše uvedených typů topných těles.
Způsoby spojování polypropylenových trubek
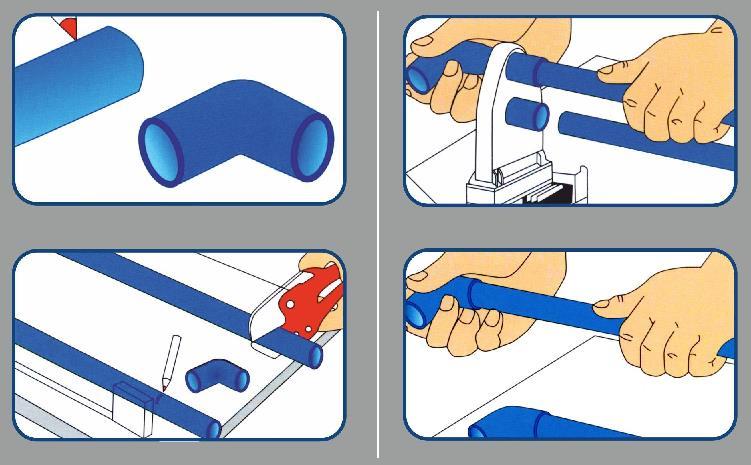
Je-li úkolem vybavit topení plastovými trubkami o malém průměru (až 63 mm), v praxi existují dva způsoby připojení těchto trubek:
- fúze zásuvek - v tomto případě je jeden předem expandovaný konec potrubí umístěn v druhém;
- svařování hrdlem - zde jsou konce obou prvků spojeny pomocí spojky.
V případě dokovacích trubek s velkým průměrem (od 63 mm) se uchýlí k použití svařovacího svařování. Tento způsob instalace nevyžaduje další spojovací prvky, při zachování vynikajícího stupně fixace potrubí. Můžete také použít vhodné kování (svařovací objímku). Za přítomnosti trubek o průměru 40 mm je vhodnější použít ruční svařování, ale prvky větší velikosti jsou ukotveny pomocí speciálního zařízení, které předběžně zarovná.
Bezprostředně před zahájením instalace topného systému znovu pečlivě zvážíte celý proces montáže potrubí. Tím se v době práce vyvarujete nežádoucích odstínů, které ovlivňují konečnou kvalitu sestavy topného systému.
Zde uvádíme základní nuance pro připojení plastových topných trubek:
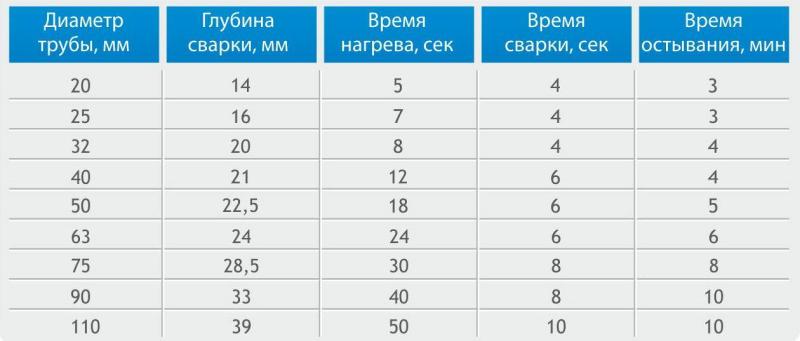
- Optimální doba ohřevu pro pájecí zařízení je 5 sekund.
- Doporučená teplota tavení polypropylenu je 270 ° C. Tento parametr lze dosáhnout pomocí speciálního přepínacího spínače instalovaného na svařovacím stroji.
- Je třeba poznamenat, že technologie připojení trubek topného systému se bude lišit v závislosti na místě a čase roku. Takže během dílčího nulové teplotě nebo zahříváním při montáži konstrukce mimo uvedené trubice v průběhu ohřevu páječky by měla být o něco zvýšit nebo zvýšení teploty pro tavení polypropylenových výrobků.
- V případě ukotvení trubek o větším průměru se doba tavení materiálu také poněkud zvýší.
- Doporučená doba pro uchycení prvků s velkým průměrem po zahřátí je 30 sekund nebo více.
- Po dosažení požadované teploty, na trysce - pro vnitřní a vnější rozměr příčného průřezu potrubí - a to jak don a vyhřívané dokovací části (spojka, trubice).
- V době vytápění se na topných prvcích vytvářejí "příruby".
- Podle celkového procesu ohřevu se obě strany trysek se odstraní a sraz k sobě navzájem pomocí stejnoměrné, tlakem na nízkoenergetické je z obou stran směrem k sobě a pevně v této poloze. Jakékoli otáčky a přebytečné pohyby při spojování prvků jsou nepřípustné, protože to může způsobit narušení výsledného švu.
- Připojené součásti by měly být drženy po dobu 30 sekund pro spolehlivější uchopení částí topného systému. Je třeba dodat, že ráfek by měl být rovný po celé délce kloubu.
Po úplném ochlazení jsou připojené díly připraveny k použití.
Způsoby připojení trubek z kovových plastových a PEX trubek
Kovové plastové prvky a PEX trubky se často spojují stejným způsobem. Zde podrobně popisujeme technologii instalace tepelného potrubí z výše uvedených materiálů.
Související články















