
Jak správně připojit plynové potrubí. Jak připojit plynové potrubí
S rozvojem technologie se stále více využívá určitého druhu materiálu. K provedení stejných úkolů lze použít několik řešení. To se týká jak výstavby, tak pokládky komunikací. Nejprve musíte vědět, jak připojit plynové potrubí. Článek vám řekne o typech připojení a technologii.
Druhy potrubí
Do určitého místa byly pro plynovody použity bezešvé kovové trubky. Ale jejich životnost je omezena korozními účinky, které jsou vystaveny působení srážek a dalších faktorů. Proto spolu s nimi také začal platit:
- Polyethylen. Mnohem levnější ve výrobě než těžba kovů, materiál je také odolný proti návrhovému tlaku v síti. Vysoká elasticita a těsnost kloubů jsou velmi užitečné v půdách, které se vyznačují oděrem. Plast je dielektrikum, takže nevede proud. To je záruka bezpečnosti v případě problémů s elektrickou sítí.
- Guma. Ve větším rozsahu se tento materiál používá k připojení centrálního kanálu se spotřebitelem, ať už je to kotel, plynový sloupek nebo něco jiného. Je vybrána kompozice, která se nerozpadá vlivem slunečního záření.
- Nerezová ocel. Přesněji, z tohoto materiálu je vyroben oplet. Vnitřní objímka je PVC pouzdro.
- Měď. Ne tak dávno to bylo oficiálně schváleno pro nízkotlaké kanály. Výhodou je odolnost vůči korozním účinkům vody i jiných látek.

Výběr výrobku závisí na konkrétních podmínkách a na již nainstalovaném systému.
Způsoby připojení
Každý ze zmíněných typů trubek může být kloubován jedním nebo více způsoby. Z hlavního rozlišovat tyto:
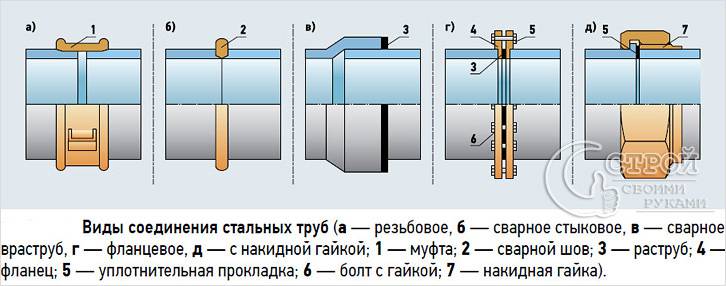
- Závit. Nejčastěji se jedná o připojení nebo pokládání malých úseků potrubí z měřiče. Provádí se s použitím dalších těsnicích materiálů přírodního nebo umělého původu.
- Pájení. Používá se na potrubí z polyethylenu a v některých případech také měď . Pokud jde o první, vyžaduje se dostupnost profesionálního vybavení, bez něhož není možné provádět akce kvalitativně. Nejčastěji se používá u hlavních trubek s velkým průměrem, kde není možnost použít jinou metodu.
- Svařování. U kovových trubek se může provádět s autogenním nebo obloukovým svařovacím strojem. V případě prvních je méně pravděpodobnost stresu v dílech, které mají být svařeny. Švy jsou hladké a vzduchotěsné. Při použití druhé možnosti k dosažení tohoto výsledku je trochu obtížnější, ale pro profesionála je také možné.
- Přírubové. Používá se na odtokových potrubích, stejně jako na místech, kde linka přiléhá k reduktoru a musí vstoupit do domu. Jedná se o artikulaci pomocí dvou kroužků, mezi kterými je tmel položen, po kterém jsou utaženy šrouby a maticemi.
- Inset. Poměrně složitý postup. Může být provedeno jak pod tlakem, bez zastavení krmení, ani bez něj. V první varianta byla v minulosti použita metoda uhasení plamene samotným autogenem. Dosud byly vyvinuty systémy a nástroje, které výrazně zjednodušují úkol a zvyšují bezpečnost.
Dávejte pozor! Některé typy kloubů lze volně realizovat nezávisle. Zvláště pokud jde o druhou, je nutná odborná pomoc. Pokud nemáte potřebné dovednosti, můžete způsobit nenapravitelné škody pro sebe i pro ostatní kolem sebe.
Závitové připojení

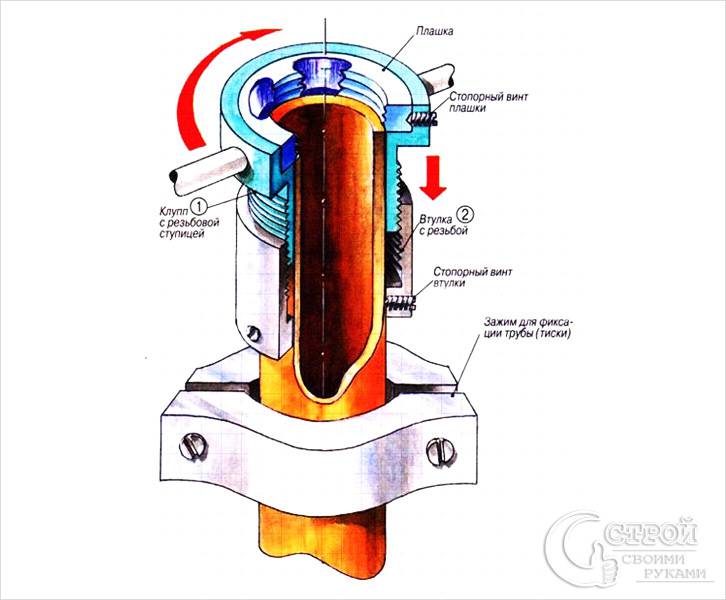
Tato metoda se používá jak pro střední, tak pro koncové části kovových trubek. Pokud na výtoku není žádný závit, musí být nejprve vyříznut. Chcete-li to provést, potřebujete tyto nástroje:
- klipp;
- lerca;
- mazání;
- soubor.

Před zahájením práce musíte určit, kolik by měl být řez. Vše závisí na tom, která spojovací armatura nebo matice z hadice budou použity. Sekvence je následující:
Přečtěte si více o technologii řezání závitů na trubce.

Dále musíte utěsnit budoucí kloub. Aby se zajistilo, že se vinutí neotočí, je třeba před začátkem všech operací provádět kolíky na nitě pomocí souboru nebo kleští. K tomu se používá vlek nebo speciální teflonová páska. Ty by měly být hustší než to, které se obvykle používá na vodovodních potrubích.

Lví musí být dobře rozšířený. Z hlavního výplně je oddělen malý pramen a vyrovnán. Jaká konkrétní částka je nutná, musí být stanovena empiricky. Řez je umístěn uprostřed nitě. Jeden konec je 2 plné otáčky. Poté se konce vzájemně protínají, jeden se shoduje pod druhým a druhý otočí se. Pak otočte obě části. Celý povrch je rozmazán těsnící pastou. Požadované součásti jsou připojeny:


Dávejte pozor! V některých oblastech je použití hadic s opletení z nerezové oceli zakázáno. To je způsobeno tím, že při silném ohýbání je vnitřní část poškozena a těsnost je obtížně rozpoznatelná. Není-li včas vyloučeno, následky mohou být katastrofální. V ostatních případech neumožňují použití bílých PVC hadic a vyžadují nákup pouze černé gumy.
Svařované připojení

Koncept svařovaného spoje se aplikuje jak na kovové trubky, tak na polyethylenové. Chcete-li vyřešit první problém, metoda oblouku bude vyžadovat následující nástroje:
- střídač nebo transformátorového svařovacího stroje;
- elektrody;
- ochranná maska;
- rukavice;
- malleus nebo štetcem pro šití.
Práce jsou prováděny tímto způsobem:
- Je-li to možné, je lepší polohovat obrobek dobře. To je nezbytné pro větší pohodlí pro velitele.
- Aby byla zajištěna úplná těsnost, je potřeba mezera mezi trubkami 2 mm. To umožní, aby se tekoucí kov držel na koncích.
- To je fixováno malými stehy v několika bodech.
- V hlavním procesu by měla být elektroda vedena od dna k horní části.
- Je důležité zajistit, aby nedošlo k přehřátí. Důsledkem toho může být zbytečné napětí v kloubu, stejně jako spalování kovu v blízkosti.
- Někteří mistři ukládají dva švy. Jeden slouží k naplnění prostoru a druhý jako pojištění.
- Neváhejte měřítko okamžitě. Měli byste počkat nejméně 15 sekund. Potřebné uchopení nastane a nebudou zde žádné mikrotrhlinky.

Při použití zařízení pro svařování plynem budou požadavky na upevnění obrobku stejné jako v předchozím případě.
- První věcí je otevření proudu z kyslíkové lahve, pak s acetylenovým plynem.
- Pokud je v hadicích vzduch, pojistka nemůže dojít okamžitě.
- Plamen je nastaven na požadovanou hodnotu.
- Místo svařování je dobře zahřáté.
- Poté je vyvedena speciální elektroda. Vedení je nezbytné proto, aby vytvářelo příliv, ale nevyčerpává.
- Na konci procesu se část ochladí.
Dávejte pozor! Jednoduchým způsobem zkontrolujte spoj pro všechny možnosti připojení. Připraví se mýdlový roztok. Mělo by dobře pěnit. Aplikuje se na požadované místo. Pokud jsou bubliny, znamená to mít píštěl. Je přísně zakázáno zkoušet s otevřeným ohněm. Může to být výbušný.
U polyetylénových trubek existuje i koncepce svařování, ale provádí se jinou metodou. V tomto případě se používá zařízení, které je schopné výstupu malého napětí a ovládání požadované teploty. Ale hlavní věc v tomto případě je spojovací kování. Ve své konstrukci je součástí topného tělesa. Jak probíhá proces, začne tavit prostor kolem sebe, což vede k vytvoření homogenní hmoty, která po vytvrzení utěsňuje švu.
![]()
Postupné řešení vypadá takto:
- Konce trubek jsou připraveny. K tomu jsou řezány pomocí speciální řezačky. Nemůžete to udělat s pilou. Letouny by měly být naprosto vyrovnané, bez trhlin a zkroucení.
- Z okraje je vytvořena značka. Vzdálenost k němu je polovina velikosti kování plus 2 cm.
- Pomocí speciální škrabky nebo stroje se odstraní vrstva oxidu. To by mělo být děláno rovnoměrně, jít na stejnou velikost. Pro snadnější navigaci můžete použít další kolmé čáry, protože při řezání lze snadno posoudit správnost výkonu.
- Odstraňte všechny otřepy a žetony.
- Dokovací plochy jsou otřeny vhodným rozpouštědlem nebo ubrouskem s alkoholem.
- Před uvedením značky na armaturu se zapne. Pokud je jedno z potrubí stacionární, pak je spojka ucpaná do plné velikosti. Druhý prvek je přiveden a konektor je přesně přemístěn, aby rovnoměrně zavřel trysky.
- Připojovací konektory ze svařovacího stroje jsou připojeny ke spojkám spojky.
- Optický snímač přečte informace vytištěné na čárovém kódu a spustí proces.
- Jednotka sama určuje, jaká teplota a napětí je zapotřebí, a také jak dlouho bude doba chlazení. Je důležité plně vydržet všechny etapy. Pouze v tomto případě je možné mluvit o spolehlivosti.
- Po dokončení svařování je třeba použít všechny informace o čase, datu, provozovateli, teplotě a napětí.
Takové nástroje se obvykle používají u hlavních mezer, kde průměry trubek přesahují hodnotu 80 mm.
Proces elektromotorického svařování trubek je uveden ve videu:
Pájení

Bude to správnější říkat pájení. Používá se také pro polyetylénové trubky. Podmínkou pro jeho realizaci bude mobilita obou kloubových částí. V opačném případě bude proces přerušen. Pokud jde o účinnost, není to horší než elektrická spojka. Pro provedení práce potřebujete modulární jednotku. Jeho součástí jsou hydraulická jednotka, řezačka, páječka a centralizátor. Pro jeho správné použití postupujte následovně:
- Ve speciálních svorkách jsou na velikost potrubí, které jsou ošetřeny, připevněny kryty.
- Bradavky jsou upnuty. Nebuďte horliví, pokud dotáhnete šrouby, zadek ztratí tvar kruhu, což povede k problémům.
- Plochy, které se mají pájit, se čistí nečistotami a prachem.
- Pokud je k dispozici, řezačka třísek je vyloučena konstrukčním nožem nebo jiným zařízením.
- Na hydraulické jednotce se ventil pomalu otevírá, dokud se komponenty nezačnou pohybovat na centralizéru. Hodnota tlaku je označena jako pracovní tlak.
- Podrobnosti se rozvedou, mezi nimi se vloží tvář. Začíná a znovu se přesune. Po několika otáčkách nožů lze zařízení zvednout.
- Pro kontrolu správnosti a hladkost spoje jsou odbočné trubky opět posunuty a dobře kontrolovány.
- Klouby jsou odmaštěny rozpouštědlem nebo alkoholovou ubrouskou.
- Páječka se ohřeje.
- Po dosažení nastavené teploty je instalován mezi díly.
- Tabulka ukazuje tlak pro pájení a moduly centralizátoru jsou opět posunuty. Jsou drženy v napnutí až do přítoku 1 mm.
- Poté se tlak uvolní a zahřívá se ještě několik vteřin.
- Části se pohybují od sebe a ohřívač je zasunut. Po dobu 5 sekund musí být znovu připojeny pod napětím dalších 5 sekund. Potom je síla odstraněna a doba chlazení čeká.
Před koncem časového intervalu, který je určen pro chlazení, není v žádném případě možné vyčistit svěrák nebo jakýmkoli způsobem naklonit potrubí. To může způsobit odtlakování.
Přírubové připojení

Přírubové připojení se používá pro potrubí různých materiálů. Způsob její implementace je téměř stejný. U polyetylénových trubek budete potřebovat:


V případě kovových trubek existuje další možnost, která nevyžaduje použití svařování.
- Zarovnává se konce. Musí být kolmé k ose trubky. Je důležité odstranit všechny otřepy.
- Trubky jsou opatřeny volnými přírubami a dále se pohybují od okraje.
- Dalším krokem je protahování elastického pásku. Bude nutné nechat lištu asi 10 mm.
- Kroužky se pohybují směrem k sobě a opírají se o těsnění.
- Upevnění se provádí šrouby, jak je popsáno výše.

Tato metoda se používá občas a v těch oblastech, kde není velký tlak. Nejčastěji je nutná příruba k tomu, aby byl k prasknutí připevněn jeřáb.
Box

Tato práce může vyžadovat zvláštní kvalifikaci a povolení od příslušných orgánů. Vyrábí se dvěma způsoby:
- Hot metoda. V tomto případě se používá řezačka plynu nebo obloukové svařování. Proces se snižuje tak, že se v hlavním potrubí vyřízne otvor a upevní se příslušný přechodový prvek. Tak v místě práce tlak by měl být snížen na mezích 40-150 kg na cm2. Pokud je přístup špatný, může dojít k požáru a nehodě.
- Studená metoda. Ve většině případů nejsou nutné změny tlaku. Všechny akce se provádějí pomocí speciálního zařízení. To je to, co budeme dále zvažovat.

Za prvé, místo, kde bude práce vykonávána, je dobře vyčištěna. Ohřívač, barva a rzi jsou odstraněny. Speciální adaptér s plochým ventilem je svařen na připraveném místě. Kvalita svařovaného spoje se kontroluje metodou lisování. Mělo by být bez obalů a také schopno vydržet plánovaný tlak. Pak sekvence je:
- Sestavuje se vrtací zařízení. V tomto případě je důležité nezapomenout na magnet na základně vrtačky.
- K předem nainstalovaným adaptérem je připojen konektor pro vrtačku.
- Měří se, kolik má být stonka snížena.
- Mezikomorová komora je testována na předpokládaný tlak kompresorem vzduchu.
- Otáčení z motoru se přenáší na vrták přes reduktor. To umožňuje snížit rychlost.
- Po průchodu stěnami se koruna zvedne na požadovanou úroveň a klapka se zavře.
- Tlak v komoře se resetuje a vrtačka se odstraní s částí potrubí.
- Hodí se další trysky, přes které kontrolní trubice a odstranění zbytkového třísek a jiných nečistot.
- Přebytek tlaku se znovu nastaví. Byly odstraněny všechny další součásti a nainstalována větvička.
- Klapka je odstraněna a konektor pod ní je uzavřen svařovacím švem.
Tento článek popisuje většinu dostupných způsobů připojení plynových trubek. Co bude požadováno v konkrétním případě, bude záviset na tom, co projekt poskytuje.
Video
Toto video ukazuje, jak připojit plynový sloupec k plynovodu:
Jak připojit plynové potrubí
Stále více lidí se pokouší dělat veškerou potřebnou práci samo o sobě, jak se stát, kdyby člověk prostě neměl určité dovednosti a znalosti? V této situaci stačí řídit se pokyny, které odborníci mohou dát. Tento článek poskytuje informace o tom, jak sami propojit plynové trubky pomocí speciálních nástrojů a pomocných materiálů.
Pokud jste se rozhodli samostatně pracovat na připojování plynovodu, je třeba před zahájením procesu studovat všechny bezpečnostní techniky. Zkontrolujte integritu potrubí, které se nacházejí podél centrální dálnice.
Uzavřete přívod plynu po celém domě. Pokud je práce prováděna v bytě, je nejlépe zavřít stoupačky pro sousedy na chvíli. Pokud to není možné, otočte speciální klíč, který je na vaší plynové trubce, čímž zablokujete průtok.
Dávejte pozor! Je-li to nutné, vyčistěte zbývající plyn, abyste předešli možnému výbuchu v případě jiskry. Teprve poté, co se ujistíte, že nevznikne žádný plyn, můžete pokračovat přímo do práce.
Typy připojení potrubí
Existuje několik základních způsobů propojení plynovodů, nebo spíše:
- Svařování - provádí výhradně odborníci, kteří mají povolení pracovat se svářečkou. Každý zaměstnanec musí mít osobní identifikační průkaz.
- Závit nebo montáž - zahrnuje také svařování světelných trubek, zatímco zásuvky jsou utěsněny konopnými vlákny. Celý proces práce se velmi podobá připojení kanalizačních trubek. Stojí za zmínku, že vlákno je předem napuštěno roztokem lněného oleje nebo lněného oleje. Je také možné použít spojky, které mohou mít jak dlouhé, tak krátké závity.
- Přírubové - jeden z nejběžnějších způsobů připojení, protože má poměrně lehkou konstrukci sestavy. Je pravda, že podle odborníků je méně spolehlivý než svařování.
Všechny výše popsané způsoby připojení používají odborní mistři pomocí speciálního vybavení.
Abyste mohli samostatně propojit plynové trubky v domě nebo bytě, je třeba připravit následující nástroje a materiály:
- plynový klíč;
- koudel a tuky;
- hadice nebo potrubní spoje;
- pokud je to nutné, konektor, který má závit na obou stranách.
Technologický proces
Pokud jste odpojili přívod plynu a odvzdušnili potrubí, jak je doporučeno dříve, pak dalším krokem je oddělení nepotřebných částí plynových trubek. Chcete-li to provést, můžete použít bulharské, a pokud nemáte, pak bude mít kovová pila, ale v tomto případě bude tento proces dlouhý a složitější.
Po odstranění nepotřebné části plynového potrubí je třeba jeden konec důkladně vařit nebo jej svařit.
Pokud potřebujete spojit jeden konec potrubí s plynovým slimákem, musíte řezat nit na řezané části. Chcete-li to provést, je zde speciální tryska, kterou je třeba nasazovat, je třeba několikrát posunout.
Dále na vyrobeném závitu je navinut vlek, který je impregnován mazivem a je provedeno spojení s hadicí. Všechny tyto práce jsou prováděny pomocí plynového otočného klíče. Pokud plánujete instalovat novou trubku, můžete použít speciální adaptér. Tento prvek má na obou stranách hotový závit a matici, která se otáčí na hlavním a na novém potrubí.
Tuto metodu lze použít v bytových domech, ale stačí se ujistit, že nedochází k úniku. K tomu musíte otevřít přívod plynu a potom aplikovat roztok mýdla na všechny potrubní spoje.
Dávejte pozor! Pokud se v důsledku této akce vyskytnou bubliny na povrchu, musí být všechna připojení znovu utažena.
Pokud jste dříve sami nikdy nepodíleli na podobné práci, je nejlepší svěřit tuto záležitost odborníkům.
Důležitým bodem - správné navíjení nitě na nitě. Nabízíme vám video materiál, který vám pomůže s tímto úkolem zvládnout.
A z tohoto klipu se dozvíte, jak utěsnit spojení plynových trubek.
http://www.stroitelstvosovety.ru
Nejdůležitějším krokem je položení plynovodu na budovu z hlavní silnice. Během provádění těchto prací bude nutně nutné spojit potrubí.
Jak připojit plynové potrubí při připojení domu k dálnici?
Závitové připojení plynových trubek
Důležitým parametrem při připojení ocelových potrubí je jejich průřez. Pro velikosti ½-2 palce se používají svařované ocelové trubky se závitem. U velikostí nad 2 palce se používají bezešvé jednodílné ocelové trubky v jutovém obalu se zásuvkou nebo se závitem.
Ocelové potrubí z plynovodního potrubí je kombinováno podobným způsobem jako vodovodní potrubí pomocí kování. Pro utěsnění kloubů se používá speciální konopné vlákno impregnované lněným olejem nebo lněným olejem. Současně není dovoleno používat žádné těsnění, které snižují rozložení plynových trubek. Montáž mostních jeřábů probíhá také bez zhutnění.
Po pokládce nebo opravě musí být plynovod kontrolován na konci práce. K tomu je nutné pokrýt všechny vývody a dodávat potrubí vzduchem pod tlakem, který je několikrát větší než tlak plynu. Pokud do 5 minut. tlak klesá o více než 20 mm vodního sloupce, dochází ke ztrátě těsnosti. Ve většině případů jsou mezery pevně uchyceny ve spojovacích bodech potrubí, ale musí být zkontrolována celá část.

Vzhledem k správnému výběru tvarovek je dostatečně spolehlivé spojení pro plynové potrubí. Měli by být co nejvíce zatlačeny na potrubí, pokud je to možné, aniž by byly použity další těsnění. Toto opatření je nezbytné, aby nebyla komplikována možná demontáž potrubí. Při připojování ocelových plynových trubek s armaturou by pracovní tlak neměl překročit 5 barů.
V kotlich jsou plynovody spojeny pomocí závitových spojů na krátkém a / nebo dlouhém závitu. Pro utěsnění kloubů použijte lněný pramen s mátou, smíchanou s olověnou bílou nebo voskovanou na přírodním lněném oleji. Těsnicí pás je navinut na tenké a rovnoměrné vrstvě.
Svařování plynových trubek
Pro vyrovnání potrubí lze použít zařízení pro svařování elektrickým obloukem a plynem. Za prvé jsou připraveny okraje trubek, které mají být spojeny. Chcete-li získat kvalitní švy, musí být vyčištěny od všech kontaminantů. Poté musíte udělat zkosení. Umožňuje získat silný a hermetický šev, protože roztavený kov zcela vyplní spojovací oblast.
Ve většině případů se používá ruční nebo poloautomatické obloukové svařování. Při obloukovém svařování je optimální průměr elektrod 3 až 4 mm. Tloušťka stěn plynovodů by neměla být větší než 5 mm. Kromě přípravy okrajů (šířka nejméně 1 cm) je nutno provést další úkosy. Pak se centrování a šití provádí rovnoměrně na 3-4 místech. Poté se svařování provádí ve dvou vrstvách. Chcete-li získat uzavřené spojení, je důležité zachytit sousední oblasti výrobků při vytváření konečného švu.
Při svařování plynem obvykle stačí jeden průchod. Tloušťka stěn plynovodů nesmí být větší než 4 mm. V opačném případě se svařovací zóna přehřívá, což nepříznivě ovlivní pevnost spoje. Aby se zabránilo selhání, měl by být konec švu proveden s určitým překrytím. Při výběru přísady by měl být zohledněn stupeň oceli plynovodu.
Polyetylénové trubky

Polyetylénové trubky mají vysokou hustotu, protože jsou vyráběny pod nízkým tlakem. Plynovody vyrobené z polyethylenu netrpí korozí, nevytvářejí teplotní rozdíly, mají další významné výhody v bezpečnostních otázkách. Například polyethylen nepodléhá elektrochemickým účinkům, zůstává neutrální vůči plynům a kapalinám. Elasticita a pevnost umožňuje použití tohoto materiálu při teplotách až -45 ° C.
V tomto případě polyetylenové trouby trochu váží a jsou jednoduše spojeny. Pro sladění potrubí se používají jednoduché svařovací stroje a elektrické svařovací kování, které jsou snadno ovladatelné a nevyžadují významné investice. Důležitý detail: v současné době jsou v domě stavěny pouze ocelové potrubí a polyetylen může být používán již uvnitř budov.
Existuje mnoho typů trubek. Každý druh má svůj vlastní význam a funkci. Volba ve většině případů závisí na druhu komunikace a vykonávaných funkcích. Existují také univerzální trubky, které lze použít v různých systémech. Ale musí být také známy a vyznamenán.
Záležitostí je, že v případě nesprávné volby mohou mít velmi odlišné důsledky. A pokud si vyberete nesprávné potrubí studené vody, můžete pouze poškodit materiálovou situaci majitelů a sousedů, nesprávné spojení nebo výběr plynových nebo topných trubek může stát zdraví a dokonce i život.
Proto byste neměli váhat, zvláště při zplyňování.
Typy plynových trubek
Až do nedávné doby nebyla otázka typu trubek pro zplyňování, protože byly z jediné oceli. A všechny, žádná alternativa a volba. Ale časy přicházejí, technologie nejsou stojící a nyní oceli tiše nahrazuje polymer. Zvláště speciální polyethylen, který se vyrábí za nízkého tlaku, má vysokou hustotu.
Navíc polyethylen má řadu záviděníhodných výhod a z hlediska bezpečnosti použití.
Plynové potrubí HDPE nezkoroduje, nevzniká koroze a nedává trhliny, a to ani při poklesu teploty. Pro plyn je tato stabilita velmi důležitá, protože by měl být stálý tlak a mikrotrh je plný nebezpečného úniku.

Polyetylén nereaguje chemicky a zůstává neutrální vůči kapalinám a plynám. Díky své pevnosti a pružnosti lze materiál namontovat i při nízkých teplotách a neztrácí svou pevnost a schopnost zapojení až na -45 stupňů. Kromě toho to není vodič elektrického proudu, respektive, není předmětem elektrochemické destrukce.
A ještě jedna výhoda - lehké a snadné připojení, které zvyšuje popularitu.
Zde je však třeba vzít v úvahu následující důležité detaily. Plynovody, zabudované do domů, jsou položeny výhradně z oceli, v bytech je již použito polyetylén.
Připojení plynovodů
Důležitým detailem při připojení plynových potrubí je jejich průřez. To znamená, že v případě ½-2 palce. Rozměry průřezu se používají svařované trubky ze závitové oceli. V případě, že průřez přesahuje 2 palce, použije se bezešvé bezešvé ocelové trubky. Jdou do speciální jutové skořápky. Spojení na nich je zvlněné nebo zvonovité. Kombinace ocelových trubek s plynovodem je podobná vodivostním prvkům. Pro tento účel se používá speciální kování. Abyste spáry spárovaly, měli byste použít speciální konopné vlákno, které lze impregnovat lněným olejem nebo lněným olejem. Také existují omezení: těsnění, které ztěžují demontáž trubek, nelze použít přísně.

Také, když jsou trubky kombinovány, nejsou nainstalovány podlahové jeřáby. Přitom se musí všechny prvky pevně přizpůsobit.
V případě opravných prací musí být kontrola plynových trubek na konci povinná. K tomu je nutné dodat vzduch do potrubí pod tlakem, který je několikrát vyšší než tlak plynu. Nezapomeňte zavřít ohyby před kontrolou. Nakonec, pokud během 5 minut poklesne tlak o více než 20 mm.v.s, hovoří o ztrátě těsnosti. Nejčastěji se to děje na křižovatce, ale musíte zkontrolovat celou část potrubí.
Co nakonec?
Kování, které existují pro plynové potrubí, je trvalé a spolehlivé spojení, mělo by být ale správně zvoleno. Měli by být co nejpevnější k trubkám, ale nemají dodatečné těsnění. Je také možné spojit plynovodné prvky svařováním. V závislosti na materiálu, z něhož jsou výrobky vyráběny, se zvolí způsob svařování a svařovací stroj. U ocelových trubek je standardní elektrický, u polymerů je přístroj snáze manipulovatelný a vyžaduje méně nákladů.

V každém případě při práci s plynovým potrubím je nutné být velmi opatrní a obezřetní, zejména pokud jde o správné připojení prvků.
Související články















