
Pájecí polyetylénové trubky se zakončují koncem a pomocí elektrické spojky
Dnes se výrobky z polymerních materiálů používají v mnoha oblastech našeho života a průmyslu. Obzvláště populární je HDPE - nízkotlaký polyethylen. Tento materiál se vyznačuje trvanlivostí, trvanlivostí, díky své nízké měrné hmotnosti se snadno instaluje. Polyetylénové trubky často vyrábějí potrubí pro různé účely. Svařování výrobků HDPE se provádí pro připojení jednotlivých polotovarů. V tomto článku budeme hovořit o odrůdách a vlastnostech svařovacích trubek z HDPE.
Typy připojení
Pro připojení polyetylénových trubek lze použít následující metody:
- Zásuvné konektory. K provedení takového ukotvení polotovarů z HDPE budou potřebné ocelové příruby. Hlavním rysem tohoto principu dokování je to, že během provozu potrubí může být rozebráno.
- Nesměnitelný. V takovém případě nebude možné rozebrat komunikaci. Pro vytvoření takového spojení musí být polotovary svařeny. K tomu lze použít jednu z následujících metod:
- tupé svařování polotovarů;
- svařování výrobků z HDPE pomocí spojů.
Pro sestavování potrubí z prvků s velkým průměrem se používají termoizolační armatury nebo tupé svařování. Při použití obojího se získá spolehlivé monolitické spojení.
Tažné svařování HDPE výrobků

Tažné svařování HDPE trubek vyžaduje použití svářecích zařízení. Vzhledem k tomu, že při svařování se nepoužívají další díly, je proces instalace mnohem jednodušší. Tímto způsobem mohou být svařeny pouze polotovary z HDPE.
Pozor: Kvalitní tupé svařování výrobků z HDPE bude dosaženo pouze za předpokladu, že bude provedeno pomocí jediného švu. Díky tomu bude trvanlivost spojování dílů, které mají být spojeny, maximální.
Svařování polyetylénových trubek je nejúčinnější a všestrannější technologie, protože zároveň je v celém potrubí zachována flexibilita materiálu. Tuto metodu lze použít bez ohledu na použitý typ potrubí (výkop, bezvýkopové nebo otevřené).
Spárování polyetylénových trubek se provádí v následujícím pořadí:
- Nejprve musí být konce polotovarů, které mají být spojeny, instalovány v centralizátoru svařovacího zařízení.
- Poté, co byly díly zarovnány a upevněny, použijte vatovou bavlnu a alkohol k čištění konců prachu, nečistot a mastnoty.
- Potom se konce, které se mají svařit, zpracují pomocí fixačního zařízení. Oříznutí konce se zastaví, když se začnou vytvářet rovnoměrné třísky o tloušťce nejvýše 0,5 mm. Nyní lze obrobek extrahovat a kontrolovat ručním paralelním koncem.
- Pokud mezi svařovanými povrchy existuje nepřijatelná mezera, musí se operace oříznutí opakovat.
- Poté se provádí pájení trubek. Za tímto účelem se za pomoci topného tělesa s nepřilnavým povrchem ohřívají konce obrobků na požadovanou teplotu.
- Když jsou konce dostatečně roztaveny, jsou svařované produkty vyšlechtěny a rovněž vyjímáme topný článek z oblasti svaru.
- Poté se mohou svařované konce zavřít a tlak svorky se zvýší, dokud nedosáhne požadované hodnoty.
- Svařovaný šev by měl být po určitou dobu pod tlakem.
- Poté se kontroluje kvalita svařování. Chcete-li to provést, zkontrolujte vzhled roštu, šířky a výšky.
Svařování svařovaných polotovarů z HDPE

Svařování HDPE trubek pomocí objímky se provádí pomocí speciální svařovací jednotky nazývané páječka, stejně jako sada speciálních trysek, které se mohou lišit v průměru. Velikost trysky je zvolena na základě průměru svařovaných polyetylénových trubek.
Spojovací pájení potrubí z HDPE se provádí pomocí kování. Konfigurace těchto produktů může být odlišná. Mohou být ve formě rohů, odpalů nebo spojů. Při tomto způsobu pájení jsou konce polotovarů a tvarovek svařeny.
Důležité: hlavní výhodou spojovacího svařování je to, že může být provedeno v obtížně přístupných místech, kde je obtížné posunutí výstřižků v axiálním směru.
Ohřev dílů z polyetylénu se provádí kontaktováním obrobku s vyhřívanou kovovou částí svařovací jednotky. Skládá se ze dvou zkroucených částí:
- tŕň zahřeje vnitřní povrch armatury;
- ohřívací trubice je vložena do pouzdra.
Pro instalaci této trysky do otvoru pájky musí být objímka a tŕň spojeny.
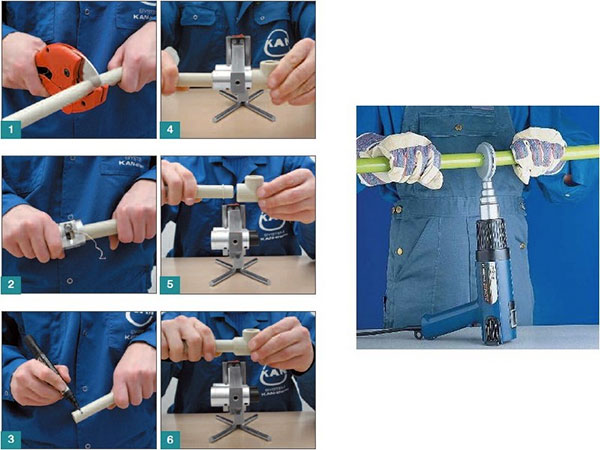
Spárování polyetylénových trubek s objímkovou metodou zahrnuje následující přípravná opatření:
- Obrobky je třeba řezat pomocí speciálních nůžek na požadovanou velikost. Musí být zajištěno, že řez je přísně kolmý na podélnou osu výrobku.
- Před pájením je třeba vyčistit konce polotovarů, které se mají spojit.
- Aby se zabránilo nežádoucímu chlazení během svařování, konce potrubí, které nejsou v současné době připojeny, jsou uzavřeny zátkami.
- Poté je nutné vyčistit povrch trysky pro svařování z částic materiálu, které by mohly zůstat po předchozí práci.
Nyní můžete pokračovat v samotném procesu svařování, který se provádí v tomto pořadí:
- Nejprve musí být tryska zahřátá na teplotu svařování. Jakmile hodnota dosáhne požadované úrovně, bude signalizován indikátor na těle páječky.
- Poté musí být potrubí HDPE vloženo do pouzdra, dokud se nezastaví. Na oplátku je kování namontováno na trn tak daleko, jak to půjde. Vzhledem k tomu, že průměry jsou mírně odlišné, bude nutné provést určitou námahu.
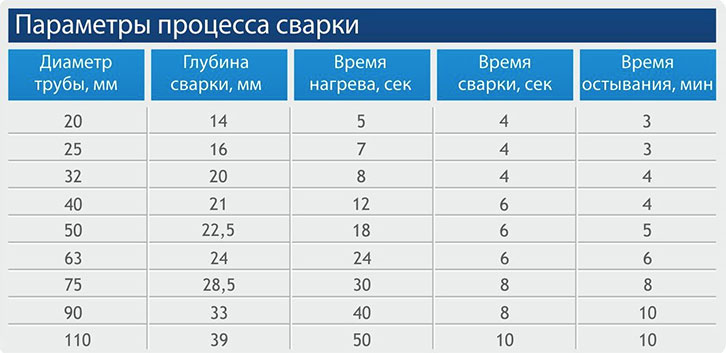
- Zvolíme dobu svařování trubek podle zvláštních tabulek, kde je tento index určen pro výrobky různých průměrů.
- Během vložení trubkového prvku a připevnění kování se přebytečný materiál z povrchu předlisku roztaví a vytlačuje ven. V důsledku toho je vytvořen prstencový válec podél okraje svařovaných prvků.
- Při vkládání součástek je třeba zastavit v okamžiku, kdy obrobek a montáž dorazí na doraz. Je velmi důležité dodržet tuto podmínku, protože v opačném případě nebude spojení dostatečně silné. Jelikož je obtížné přesně určit hloubku ponoření obrobku, je nutné tuto hodnotu předem měřit a označit potrubí.
- Poté vyjměte svařované obrobky z trysky. Poté namontujte trubku do armatury tak, aby byla pevně uložena v kroužkovém válci. Nechte připojené součásti vychladnout. V takovém případě je nevyměňujte a nevystavujte je různým mechanickým vlivům.
Elektrofúzní svařování

K provedení takového spojení je zapotřebí zvláštní elektrická spojka, do které jsou namontovány zapuštěné topné články. Pokud porovnáte toto svařování se zadním dílem, bude to stát víc, protože je třeba nakupovat drahé elektrické spojky.
Tato technika má však své výhody:
- Vzhledem k tomu, že na vnitřním povrchu potrubí není vytvořena žádná rošt, propustnost potrubí se nezmenšuje.
- Tento způsob svařování je vhodný pro použití v omezeném prostoru, kde nelze instalovat celkový svařovaný agregát.
Pro připojení obou polotovarů k přímočaré části potrubí použijte konvenční elektrické spojky. V některých případech však může být nutné použít elektrofuziové odpaliště a sedlové ohyby. Pro provedení práce potřebujete elektrofúzní jednotku pro svařování.
Postup svařování se provádí pomocí polyetylenové svařované armatury. Jedná se o speciální produkt, který má vestavěné spirály, které slouží jako topné prvky. Současně je část materiálu spojovacího dílu, která je roztavená zahřátou spirálou, spojena s polymerním materiálem obrobku, čímž vzniká pevný monolitický potrubí. Mimochodem, spirála zůstává v přijatém švu navždy.
Důležité: Elektrofúzní technologie umožňuje získání směsi s vysokou pevností. Vzhledem k vysokým nákladům na tuto metodu se však používá při instalaci tlakových komunikací pro přepravu plynu a ropných produktů.
Svařování elektrických spojů se provádí v následujícím pořadí:
- Pomocí speciálních řezacích zařízení jsou trubky rozřezány na kusy správné velikosti.
- Dále musí být čisté nečistoty a odmašťovány na svařovacím místě. Stejná úprava by měla být předmětem elektrické spojky.
- Poté jsou na trubicovitých prvcích vytvořeny značky, které umožňují řídit hloubku vložení trubky do spojky.
- Aby se zabránilo nežádoucímu ochlazení prvků během svařování, volné konce potrubí jsou tlumené.
- Použitím speciálních vodičů je svařovací jednotka připojena k elektrické spojce, je stisknuto tlačítko start.
- Po určité době se jednotka automaticky vypne, což znamená dokončení svařování.
- Takto získané sloučeniny mohou být provozovány až po jedné hodině.
Pozor: hlavní podmínkou pro získání kvalitního svaru je nehybnost dílů při svařování a chlazení.
Na získané svařované spoje jsou kladeny následující požadavky:
- Prstencová svorka svařovaného švu by měla před svařením překrývat značku na obrobku.
- Přípustné posunutí trubkových segmentů vůči sobě není větší než 10% tloušťky stěn prvku HDPE.
- Není-li tloušťka stěn svařovaného obrobku větší než 5 mm, pak by výška válce pro kvalitativní svary měla být přibližně 2,5 mm. V případě svařovacích trubek o tloušťce stěny 6-20 mm by výška válce měla být větší než 5 mm.
Při výběru způsobu svařování polotovarů z HDPE je nutné vzít v úvahu provozní podmínky instalovaných inženýrských nástrojů. Pouze při zohlednění tohoto faktoru je možné provést spolehlivý a vysoce kvalitní potrubí, které bude účinně pracovat po celou dobu, která mu bude přidělena.
Nabídka stavebních výrobků roste každým rokem. Na trhu existují moderní materiály, které usnadňují stavební etapy a zvyšují produktivitu pracovníků. Spotřebitelé mají tendenci používat potrubí s dlouhou životností při plánování vnitřních systémů v domácnostech. Vhodnou alternativou, která vyhovuje požadavkům spotřebitelů, je odvětví vnitřních komunikací z plastu. Jak spárovat plastové trubky?
Další výhodou takových technologií je vznik schopnosti nezávisle opravovat nebo vyměňovat zásobování vodou a vytápěcí sítě. Jak spárovat plastové trubky pro zásobování vodou?
Podívejme se na typy

Kovové-plastové

Polyethylen
Tato komunikace jsou rozdělena do poddruhů:
- Polyetylén - používá se pro pokládku plodů uvnitř budov a vnějších cest. Je možné je použít na vysokotlaké potrubní přípojky a při nízkých okolních teplotách.
- PVC se používá ke snížení nákladů na opravy.
- Kovové-plastové - nejvíce praktické výrobky, životnost více než 50 let. Ideální pro výměnu horké vody.
Široké využití tohoto materiálu je způsobeno řadou důvodů. Pozitivní vlastnosti těchto konstrukcí oproti metalickým:
- Dlouhá životnost.
- Nízká koroze.
- Snadná instalace.
- Nepotřebuje zvláštní dovednosti.
- Materiál šetrný k životnímu prostředí.
- Ekonomické a cenově dostupné v užívání.
- Lehký a snadno se přepravuje.
- Není náchylný na škodlivé účinky mikroorganismů.
Váš systém zásobování vodou

Spojovací sestava

Modely z polyethylenu se montují metodou hrotu nebo pomocí spojky / spojky (spojovací sestava). Jak spárovat plastové trubky pro zásobování vodou?
Pro vedení nových vodovodních sítí jsou PVC a polyethylenové výrobky vhodné bez výztuže a výztuže. Příprava vyžaduje vytvoření schématu budoucího zásobování vodou s uvedením délky větví, jejich polohy a veškerého potřebného vybavení pro instalaci. Správný výpočet délky a počtu ohybů zjednoduší technologii, zvýší rychlost úlohy a zabrání přepracování.

Páječka

Truborez
Pro připojení pájky z polyethylenu potřebujete:
- Páječka.
- Truborez
- Trimmer pro řezání trubek a řezných hran.
- Papír pro odstraňování křídy
- Spojka (pokud je spojka)
Topné zařízení je speciální zařízení s podešví s nástavbou speciálních trysek různých průměrů. Existují zařízení, která přicházejí současně s dvěma nebo více tryskami.
Fáze technologie ukládání hydrokomunikací vám řeknou, jak se naučit spárování:
- Změřte pásku o požadovanou délku.
- Řezte délku řezačky.
- Uřízněte konce řezu. To je důležitý krok v procesu pájení. Sekce by měly být hladce broušeny a čištěny. Pro větší jistotu můžete roztok alkoholu také odmastit.
- Zbavíme se konec. V případě, že instalace životní podpůrných sítí používá závitového spojení, pak jeden konec struktury sada spojky / kování a zahřát se na budoucí zpětného toku v trysce požadovaného průměru pájedla. Po zahřátí konců okamžitě připojte a počkejte na úplné chlazení sestavy. Přítomnost perličky označuje kvalitu svařování.
Pozor prosím! Při instalaci přívodu tepla a vody pomocí spojovacího švu je přísně zakázáno propouštět vodu nebo vlhkost v dutině nebo na povrchu. Při ohřátí se voda, která se mění na páru, deformuje plastovou strukturu, a proto ztrácí svou pevnost.
Co hledat
Režimy teploty pro pájení jsou popsány v návodu k nářadí. U moderních výrobků je instalován automatický režim vytápění v závislosti na velikosti instalované sítě a hloubce svařování. U předchozích stupňů byla vykurovací síla zvolena ručně.
Při jaké teplotě by měly být plastové trubky pájeny? S přilnavostí polyethylenových stoupaček nastavíme regulátor teploty kolem 220 ° C, pro polypropylen - 260 ° C. Na topném zařízení je indikátor, který indikuje připravenost zařízení k použití. Indikátor se rozsvítí pouze v režimu vytápění.
Doba pájení závisí na obvodovém poloměru potrubí a může se pohybovat v rozmezí od 5 do 40 sekund. Nepřehřívejte konce. To může způsobit zablokování v místě adheze.
Chcete-li instalovat napájecí vodu s jednou velikostí, neměli byste přeplňovat počet trysek a přítomnost teplotního mechanismu.
Pokud je plánováno velké množství dlouhodobé výroby s využitím sítí různých velikostí po obvodu, získáváme univerzální zařízení pro připojení k nejnovějším technickým možnostem a vlastnostem.
Nuance pájení
Znáte technologii spojení s autonomními komunikacemi nestačí. Pro vysoce kvalitní instalaci potřebujete znát celou řadu vlastností pokládání a spárování větví. Jak spárovat plastové trubky? Pro zajištění odborné montáže technologických struktur je třeba si uvědomit některé nuance spojení:
- Pro pájecí sestavu je zajištěno zahřívání. Tato doba je od 5 do 20 minut.
- Produkce podpory života od domu k domu by měla být prováděna při teplotě nad nulou.
- Po spárování konců je nutné, aby nedošlo k posouvání nebo pohybu, stačí vyloučit deformace hladce. Musíte je nechat vychladnout. Procházení kloubu může v budoucnu vést k úniku. Pro chlazení to trvá tolik času, než ho spojíte.
- Požadovaný výkon pájecího nástroje je 1200 W.
- Domácí pájky jsou určeny pro pájení až do průměru až 32 cm. Pokud potřebujete sestavit výrobky s velkým průměrem, zakoupíme profesionální zařízení pro pájení.
- Mezi okrajem potrubí a vnitřním závitem armatury by neměly být mezery. Mezery mohou při vysokém tlaku vody unikat. Nadměrná síla při stlačení prvků může vést k poklesu vůle v dutině a ke zhoršení práce celé konstrukce.
- Po každém vyrobeném balení odstraňte z trysek zbytkový materiál. Jelikož trysky mají speciální povlak, odstraňte uhlík by měl být dřevěný přístroj, aby nedošlo k poškození integrity povrchu. Škrábance na povrchu trysky zhorší technologické vlastnosti zařízení a znemožní jej další použití.
Myslíš, jak dělat topení?

Instalace přívodu tepla má řadu potíží. Zařízení topných modelů lze provádět v prostorách s nízkými teplotami, což komplikuje proces pájení. Systémy pro přívod tepla se vyvíjejí v závislosti na teplotě vody dodávané do systému a na provozním tlaku. Použití plastů ve stavebnictví zvyšuje produktivitu a snižuje náklady na potřebný materiál.
Trubky pro vytápění jsou vyztuženy skelnými vlákny, což činí tento materiál odolný a odolný.
Zdraví a pracovní podmínky
Při výrobě prací souvisejících s topnými spárami topného tělesa dodržujeme bezpečnostní pravidla, abychom vyloučili zranění a popáleniny:
- Pájeme speciální ochranné rukavice.
- Sledujeme čistotu podlahy v místnosti. Nečistoty negativně ovlivňují kvalitu svařování a vzhled celé konstrukce.
- Páječka je instalována na rovný vodorovný povrch.
- Chcete-li začít, je nutné po zahřátí přístroje po vypnutí indikátoru připravenosti.
- Těsnění není během instalace vypnuto ze sítě.
Není to obtížné plastové trubky pájit vlastním rukama. Pájecí proces nevyžaduje přítomnost odborných dovedností nebo zkušeností. Každý může instalovat sítě podpory života ve svém domově. Požadované složení požadovaného nástroje zahrnuje pouze pájecí zařízení. Další pomocné nástroje lze vyměnit za improvizované nástroje, řezačku trubek s ostrým nožem. Potrubí z polyetylénových konstrukcí a PVC je spolehlivý, odolný a ekologický systém pro zásobování vodou a vytápění.
Doporučené video: Tajemství montážních polypropylenových trubek
Užitečné informace?
Moderní sanitární trh těší spotřebitelům výběr nejvhodnější varianty, ale současně vyžaduje znalost vlastností materiálů a způsobů jejich instalace. Kvalita potrubí závisí do značné míry na kvalitě připojení jednotlivých prvků, nejspolehlivější, trvanlivější, hermetická je spájkování.
Pájení měděných trubek není snadný úkol, budete potřebovat speciální nástrojPájení měděných trubek
Měď není levným kovem, ale potrubí z něj má konkurenční výhody, které umožňují udržet měděné systémy na špičce poptávky. Kompetentně prováděné z mědi zajistí dlouhou a bezproblémovou životnost distribuce vody po celou dobu životnosti domu, přesahující půl století. Praktičnost zpracování těchto výrobků je jednoduchý proces pájení - je nízkoteplotní, snadno se provádí v domácnosti s plynovým hořákem nebo elektrickou páječkou.
Panel nástrojů
Kompletní sada nástrojů, nástrojů a materiálů používaných v procesu pájení je následující:
- prostředky pro roztahování, řezání a odizolování trubek: expandér, řezačka trubek nebo bruska s tenkým diskem, čelní škrabka, brusná podložka, kovový kartáč;
- nástroj pro ohřev kovu a tavení pájky: hořák nebo elektrická páječka pro 250 W;
- materiály, s nimiž se spojení uskutečňuje: tavidlo a pájka cínu ze slitiny mědi, antimonu, stříbra nebo jiných přísad;
- pomocné materiály - ubrousky pro odstranění nadměrného toku, podpěry, rukavice, měřicí a značkovací nástroje.
Měděné trubky jsou spojeny bez kování - hrany se rozšiřují pomocí rozšiřovače trubek, do něho se vkládá další segment. Připojení se zahřeje a švy se nalije roztavenou cínovou pájkou - získá se spolehlivý uzavřený spoj schopný odolat dostatečně vysokému tlaku a vysokým teplotám. Správně je možné spájet potrubí z mědi, je-li rozuměno se zásadami procesu,
- po řezání trubek před pájením jsou konce pečlivě vyčištěny - všechny otřepy jsou odstraněny a okraj je rozemletý na jasně žlutou barvu. To musí být provedeno za účelem odstranění oxidů mědi, které brání pájení;
- po odstranění kyslíku, který zabraňuje oxidaci během svařování, pomáhá roztavená pájka proniknout hluboko do kloubu;
- segmenty potažené tavidlem jsou položeny na sebe a ohřívány hořákem nebo páječkou. Pájecí technika se v tomto případě liší od práce hořáku pouze za nepřítomnosti otevřeného plamene;
- na ohřátý povrch pod plamenem je přivedena pájka - tavenina cínu, je utažena do kloubu, rovnoměrně se šíří po kruhu spoje;
- po ochlazení přebytek cínu spadne a švy těsně utěsní.
Rada. V každodenním životě je nutné spojit hliníkové trubky, které se obtížněji zpracovávají než měď. To bude vyžadovat hliníkovou pájku a zařízení pro pájení hliníku - hořák schopný ohřát kov na 400 ° C. Specificita postupu spočívá v tom, že tavidlo se nepoužívá a pájka není vstřikována do plamene, nýbrž je aplikována na kloub: taje při styku s horkým kovem.
Pájecí trubky z polypropylenu PVC (plast)
Polymerní výrobky jsou pájeny při nižších teplotách než kov. Oni mají strach z otevřeného plamene, proto se pro svařování používají speciální elektrické pájecí nástroje, nazvané svařovací stroje.
Technologie svařovacích výrobků z polypropylenu (PP) se zásadně liší od práce s mědí. Spojením kovových částí je vložení jednoho kusu do druhého a pak utěsnění švu pomocí svaru měkčího kovu. V případě polypropylenu se oba segmenty roztaví, smíchají, úplně proniknou do sebe a po ztuhnutí se vytvoří intaktní homogenní sloučenina. Takové svařování bylo nazýváno difuzemi od latinského slova difúze, což znamená smíchání. Spájkování propylenových trubek znamená provádět tři kroky:
- roztaví konce segmentů do měkkého stavu;
- spojte se s ostatními bez zbytečných otáček;
- počkejte až do chlazení - v důsledku toho se vytvoří jednotný, jednodílný profil.
Pájecí trubky pro vytápění a tekoucí vody doma
Kvůli jednoduchosti postupu se provádí doma ve vlastních rukou. K tomu musíte zakoupit:
- svařovací stroj elektrický pro svařování polypropylenu;
- přílohy k zařízení (součástí soupravy pro zařízení);
- tvář;
- armatury;
- příslušenství: značka, nůž, páska.
Pájení propylenových trubek vlastním rukama spočívá v postupném provedení následujících operací:
- Odřízněte trubky podle předem stanovených rozměrů, v případě potřeby připravte kování.
- Prytsevat končí - odstraňte z vrcholu 1-1,5 mm ochrannou vrstvu. To lze provést pomocí čelního trimru nebo broušení brusným papírkem.
- Připravte svařovací stroj - vybavte tryskami podél průměru trubek a zapojte je do sítě. Polypropylen tání při teplotě 250 ° C Přístroj má teplotní relé a indikátor topení. Po dosažení požadované teploty přístroj vydá zvukový nebo světelný signál, který indikuje, že proces svařování je hotový.
- Vložte potrubí a armatur do příslušných trysek a dodržujte čas striktně podle pokynů, vyhýbejte se přehřátí a nedostatečnému ohřevu.
- Vyjměte vyhřívané části z trysek a poté pájením vložte jeden prvek do druhého. V této fázi musí být akce jisté a jasné - je zakázáno pohybovat prvky dopředu a dozadu nebo otáčet podél osy.
- Nechte polypropylen ochladit - konstrukci nechte chvíli bez mechanických vlivů.
- Zkontrolujte připojení vizuálně pro závady: pokud je tato technologie pozorována, švy budou jednotné a odolné.
Správné pájení velkých HDPE polyetylénových trubek při normální teplotě
Jsou to dva typy:
- nízké pevnosti - jsou vyráběny pod vysokým tlakem a získávají nízkou hustotu;
- (HDPE) - jsou vyráběny za nízkého tlaku, ale dosahují vysoké hustoty.
Jiný název pro vysokopevnostní polyetylénové trubky - HDPE je dešifrován jako nízkotlaký polyethylen. Slova "nízký tlak" v názvu označují podmínky, za kterých byly produkty vyráběny, a nejsou relevantní pro oblast použití. Nízkotlaký polyetylén (HDPE) se používá ve vysokých tlakových a teplotních podmínkách v plynovodu nebo vodovodu. Správné pájení polypropylenových trubek není snadné.
Vzhledem k tomu, HDPE výrobky jsou vyráběny v široké paletě průměrů (20 mm na 1 m 20 cm) a tloušťky stěny, není způsob jejich připojení a množství druhů zařízení pro pájení polyetylénových trubek. Svařování polyetylénových trubek se provádí jedním z následujících způsobů:
- zadní (nebo zadní);
- zvonovitý;
- elektromotory.
Svařování trubek na koncích v průmyslových podmínkách je vyráběno nákladným a objemným strojem s mechanickým nebo hydraulickým pohonem. Souprava zařízení obsahuje vodítka pro středění, obličej pro hladké řezání spojovaných okrajů, topný článek, pohony a časovače. Technologie sama o sobě je jednoduchý zadek, ale použité zařízení není levná: cena svářečky pro HDPE trubek v průměru 250 tisíc rublů, a asi 50.000 hodnotě samostatného topného tělesa.
Pájecí schéma pro páječky z polyetylénových trubek v těžko dostupných místech
Spárování polyetylénových trubek probíhá podle následujícího schématu:
- spojované výrobky se vkládají do svařovacího stroje trubky, mn, centrované;
- mezi nimi je vkládáno automatické ořezávací zařízení, které rovnoměrně řeže HDPE, odstraňuje hobliny;
- opačné konce jsou spojeny, vizuální kontrola vyrovnání a těsnost okrajů;
- svařované konce jsou odmaštěny a mezi nimi je instalován topný článek;
- dochází k ohřevu a tavení konců při určité teplotě po určitou dobu;
- vyhřívací prvek se odstraní a připojení se ochlazuje během doby určeného časovačem;
- je dosaženo silného spojení, které neovlivňuje flexibilitu potrubí.
Domácí podmínky se vyskytují na stejném principu, ale používané zařízení je jednodušší - páječka pro polyetylénové trubky. Náklady od 30 tisíc rublů jsou svařovací zrcátka, potažená teflonem a schopná odolávat vysokým teplotám až do 300 ° C.
Parametry pro svařování polyetylénových trubek do konce: teplota, doba ohřevu a chlazení - závisí na průměru a tloušťce stěn, jsou vystaveny svářeči na speciálním stole. Aby se zabránilo chybám v mnoha zařízeních, jsou parametry nastaveny automaticky.
Elektrofúzní svařování trubek je průmyslovým způsobem a spočívá v roztavení části potrubí pod spojkou, do které je přiváděn elektrický proud, a teplota stoupá. Elektrické spoje pro polyetylénové trubky spotřebovávají velké množství elektřiny v práci a považují se za dražší, ale pomáhají v případech, kdy není možné používat zařízení s velkými rozměry. Mohou být použity doma.
Pájení trubek z vyztuženého polyvinylchloridu
Můžete pájit stejným přístrojem používaným pro svařování analogových polypropylenů. Stěny PVC výrobků jsou tlustší a tvrdší, takže k jejich připojení je nutná instalace. Jejich teplota tání je nižší, proto se tento druh nepoužívá k dodávce horké vody - stěny potrubí se deformují pod vlivem vysokých teplot. Pájení se provádí elektrickým svařovacím strojem s tryskami, na kterých jsou roztaveny konce spojovaných výrobků. Chcete-li řádně pájit PVC trubky, musíte udělat několik věcí:
- čisté okraje;
- vyztužení, pokud existuje, odstranění;
- teplota tání by neměla překročit 200 ° C.
Nástroje, zařízení, sekvence činností jsou stejné jako při práci s vzorky polypropylenu.
VIDEA VIDEO
Polypropylenové, polyetylénové nebo PVC trubky v každodenním životě jsou často označovány jako jeden obyčejný slovo plast a principy jejich spojení mají mnoho společného. Správně k pájecím potrubím nemůže každý, ale každý se může naučit.
Trubky na bázi plastů jsou výbornou náhražkou oceli, betonu a dalších v konstrukci kanalizace a plynovodů. Spárování polyetylénových trubek se používá k získání vysoce kvalitního jednodílného transportního systému.
Obvykle se provádí spájkování metodou spojky nebo elektrickým spojem. Obě technologie mají společný fyzikální princip. Je založen na působení interpenetrace molekul, ze dvou spojených povrchů produktů PE nebo PVC. Mezi těmito dvěma technologiemi však existuje řada významných rozdílů. Za účelem rozšíření všech vlastností svařovacího a elektrofúzního svařování je budeme považovat zvlášť.
Technologie pájecích trubek z polyethylenu na zadní stranu
Pájecí páka je nejvíce poptávaná při instalaci tlakových potrubí, kanalizací a plynovodů. Aby svařované spoje splnily pevnostní charakteristiky, musí být v předběžném stavu splněny podmínky pro spojování svařovaných dílů:
- instalace potrubí může být provedena, pokud jsou vyrobeny ze stejného materiálu;
- svařované trubky musí mít hladké a čisté koncové plochy;
- spárování se provádí za přísného vyrovnání trubek PE pomocí centralizátoru.
Při soustružení přímo na svařování je třeba vzít v úvahu teplotní režim procesu. V této fázi montážních prací je zohledněna skutečnost, že polyethylen, PVC a jiné podobné plasty mají při zahřátí značný stupeň lineární a objemové roztažnosti. Rychlé zahřívání vede k nerovnoměrnému rozložení teploty při vytváření velkých tlakových kapek na sousedních místech v oblasti spojů, což může způsobit nežádoucí koncentrace napětí v švu. Další technologie pájení pro PE trubky je omezena na následující operace:
- Pomocí vytápěcího prvku, který je instalován mezi svařovanými trubkami, se konce zahřívají s přihlédnutím ke specifikovanému teplotnímu režimu: HDPE potrubí - do 220 ° C, LDPE - do 200 ° C. Konce ohřívače jsou ručně zapnuté. Potom pomocí hydraulické svorky jsou spolehlivě přilnuty k termočlánku pod tlakem 0,6-0,8 kgf / cm².
- Poté, co potrvá nezbytný čas, jsou potrubí zředěny na boky, ohřívač je odstraněn a konce trubek jsou připojeny při tlaku 1,0-2,0 kgf / cm², v závislosti na kvalitě polyethylenu.
- Poslední operace - chlazení švu, se přirozeně vyskytuje, když je tlak udržován po určitou dobu.
- Na konci technologie se kontroluje pevnost svařovaného spoje, její velikost a konfigurace kordu. Po vyjmutí potrubí ze svorek je šátek označen a přiřazuje mu sériové číslo.
Během procesu je průběžně monitorován tlakem a časem. Změna a sladění těchto parametrů probíhá podle cyklogramu.

Metoda elektrofúzie se používá, když trubky mají různé tloušťky stěny. Rozsah použití: nízkotlaké potrubí (odvodnění, gravitační kanalizace), vázání do již položeného potrubí, opravy a výměna prvků. Hlavním rozdílem spojky od tupého spoje je lepší pájení trubek s významným rozdílem v jejich průměru.
Další výhodou pájecího zařízení je rychlost, snadná obsluha a schopnost provádět je v malých oblastech. Principem svařování s použitím elektrických spojů je tavení konců trubek vloženou kovovou spirálou a technologie tohoto procesu vypadá takto:
- konce HDPE nebo LDPE potrubí jsou vyčištěny nečistotami a odmaštěny;
- na jednom z konců trubky je umístěn na elektrickou spojku a upnut pomocí polohovadla;
- po zarovnání konců trubek se spojka posune zpět tak, aby spoj byl přesně ve středu;
- provozní napětí je aplikováno na svorky spojky, proces ohřevu se provádí automaticky;
- spárování se považuje za ukončené podle údajů montážních otvorů, z nichž by se měl objevit roztavený polyetylén;
- chlazení švu by mělo projít bez nuceného chlazení ve stavu úplné nehybnosti.
Plastové trubky PE a PVC důsledně nahrazují kov v každodenním životě a průmyslu. To se děje díky skutečnosti, že jsou často lepší než v minulosti takovými vlastnostmi jako je chemická inertnost materiálu, relativně snadná instalace, snadná údržba, drobné domácího odboje v linii, velká záruční doby (50 let). Pokud jde o technologii, je třeba poznamenat, že pájení PE trubek vyžaduje významný stupeň kultury instalace a dobrou znalost předmětu. Tuto problematiku lze vyřešit odborníci na vzdělávání na základě specializovaných vzdělávacích institucí.
Trubky z polyetylénu HDPE se používají téměř ve všech moderních komunikačních systémech, od přívodu vody do plynovodů a kanálů pro kabelové tažení. Jsou odolné, pružné a odolné proti opotřebení. Správná montáž potrubního systému z polyethylenu zajistit spolehlivost i v místech spojů trubkových segmentů, a znalosti o tom, jak se připojit trubky HDPE s rukama, jak ušetřit peníze na instalaci.
Typy potrubních systémů z HDPE
Z polyetylenu nízkotlakých potrubí pro různé účely, které se používají pro instalaci následujících systémů:
- Přívod vody,
- Plyn,
- Kanalizace,
- Odvodnění,
- Pouzdro pro zařízení vodních studní,
- Izolace pro napájení nebo koherentní kabel.
DŮLEŽITÉ! HDPE trubka může být použita jak pro vnitřní komunikaci, tak pro instalaci vnějších komunikací v otevřených prostorách av podzemí.
Instalace potrubí do systému
HDPE trubky jsou vyráběny ve standardních délkách - 6 a 12 metrů, stejně jako ve svitcích nebo cívkách dlouhé délky - 100-500 metrů. Při instalaci do systému v konkrétní místnosti je nutné provést následující operace:
- Řezání polyetylénových trubek pro pájení nebo montáž. Tato operace by měla být prováděna velmi opatrně, aby byl řez maximálně rovnoměrný, bez prasklin a trhlin, kolmo k povrchu potrubí. Takový řez lze provést pomocí:
- Ruční nebo elektrický řezač trubek, který se vyrovnává s trubkami o průměru 15 až 30 mm,
- Kruhová fréza pro domácí potrubí o průměru od 15 do 160 mm,
- Takzvaná "trubková gilotina" slouží k vytvoření kvalitní řezané trubky o průměru 63 až 350 mm,
- Pásová pila, která je nejdražším profesionálním nástrojem a umožňuje vytvářet čisté a hladké řezy trubek do průměru 1600 mm.
- Vyrovnání kroužků zálivu do rovných délek je nutné při nákupu velkých trubek. Obtížnost spočívá v tom, že při narovnávání potrubí můžete omylem poškodit. Zde je třeba si uvědomit, že potrubním materiálem je HDPE, což je termoplastický polymer. Proto pro malou změnu tvaru stačí krátce držet předměty na teplém místě (ve vyhřívaném prostoru, na slunci) nebo je naplnit teplou vodou. Poté se budou snadno ohýbat.
- Tvorba úhlu ohýbáním přímých linií. V tomto případě je zapotřebí více ohřevu určité oblasti, než když je oblouk narovnán. K tomu použijte stejnou teplou vodu, konstrukční vysoušeč vlasů nebo jednoduchý plynový hořák.
POZOR! Pro ohýbání potrubí HDPE je třeba ho velmi opatrně ohřívat, protože při malém zahřívání se může ohýbat na ohybu a příliš vysoká teplota může způsobit jeho poškození.
Způsoby připojení
Metody připojení polyetylénových trubek lze rozdělit do dvou hlavních skupin: instalace s dalšími součástmi (spojky a armatury) a přímým svařováním spojů.
Svařování
Sváry zajišťují nejtratrnější trvalý spoj s plným těsněním, který odolává zatížením podobným pevným povrchům. Pájení se aplikuje na trubky o průměru přesahujícím 50 mm a vyžaduje speciální svařovací stroj.
Svařování segmentů potrubí HDPE lze provést:
- Hýždě. V tomto případě je nutná zvláštní rovinnost řezů a jejich vzájemné posunutí o více než 10% tloušťky stěn potrubí. Práce probíhají důsledně:
- Části potrubí jsou vyčištěny ze všech kontaminantů a odmaštěny (např. Alkohol nebo jiné látky),
- Oba konce se zahřívají na viskozitu polymeru,
- Kusy potrubí jsou spojeny s aplikací tlaku a jsou fixní, až do úplného ochlazení. V tomto případě musíte zajistit, aby švy byly hladké, bez dutin a výčnělků, aby byla zajištěna jejich spolehlivost.
- Použitím elektricky svařované spojky. Vyžaduje také zařízení pro práci s takovými spojkami, které mají zabudovanou spirálu a při ohřátí se mohou rychle roztavit:
- Vyčištěné a odtučněné konce potrubí jsou upevněny ve spojce,
- Konektory zařízení jsou připojeny k výstupům spirály před začátkem taveniny,
- Trubka je pevně upevněna, dokud se úplně nezchladí.
Jak to udělat, podívejte se na video.
DŮLEŽITÉ! Svařované spojky se obvykle používají v obtížně dostupných místech, kde je obtížné svařování: při vytváření rámců nebo při opravě již sestavených systémů, v studně atd.
Montáž
Přímá montáž znamená vytvoření odnímatelných spojů pomocí armatur všech dostupných typů: spojky, úhlové ohyby, odpaliče, čtyřcestné stahovače atd. Takové sloučeniny se obvykle provádí v systémech, které nevyžadují superprochnogo spojů umístěných nebo v oblastech, které vyžadují demontáž a rekonstrukci (např soukromý dům pro vnější zavlažovací systém v letním období).
Neomezená instalace může být provedena následujícími způsoby:
- Potrubní přípojka prostřednictvím zásuvky uspořádané na ně, který je vybaven těsnícími kroužky, na které je dostatečně jednoduše držet příslušné trubky prvků k sobě a dobře vtlačen.
- Montážní spojení lisovacích prvků probíhá v několika fázích:
- upínací matice se utahuje na řez trubky;
- potrubí je nasazeno na armaturu těsně k dorazu;
- upínací matice se našroubuje pomocí klíče.
Související články















