Jak správně sestavit montáž trubky. Použití kompresních armatur. Typy kování
Přidat do záložek
Správné připojení polyetylénových trubek: typy připojení a způsoby instalace
V současné době jsou PE trubky obzvláště oblíbené na trhu stavebních materiálů. Používají se k výstavbě různých technologických potrubí, inženýrských sítí pro průmyslové a domácí účely.
Polyetylénové trubky se používají pro výstavbu různých technologických potrubí, inženýrských sítí pro průmyslové a domácí účely.
Nejčastěji se používají pro dodávky studené vody, přepravu různých chemikálií a také jako neprůchodné kanály pro elektrické a telefonní sítě. Důležité je dobré připojení polyetylénových trubek. Níže uvádíme hlavní typy a kategorie odpojitelných a jednodílných připojení pro potrubí PE.
Existují dva typy připojení polyetylénových potrubí:
- Odnímatelný spoj metodou tupého nebo kloubového svařování. Provedení tohoto spojení polyetylénových trubek se provádí zahříváním konců potrubí s následným ukotvením pod tlakem za účelem vytvoření kontinuálního švu.
- Oddělitelné připojení pomocí krimpovacích spojů, (kloubová spojka) a ocelové příruby. Tento typ dokování je jednoduchý, ale je méně praktický a vyžaduje další náklady na nákup armatur.
Svařování pomocí elektrotermických spojů
Pro tento typ svařování válcovaných výrobků z polyethylenu je nutné mít speciální spojky a svařovací zařízení. Spojky pro svařování mají ve svém těle topné elementy, které následně svařují spojku. Tato metoda se používá pro svařování polyethylenu válcovaného ve stísněných podmínkách (jámy, příkopy). Elektrovodič je schopen odolat tlaku 1,6 MPa. Nevýhodou této metody je, že vyžaduje mnohem vyšší materiálové náklady než zadní část.
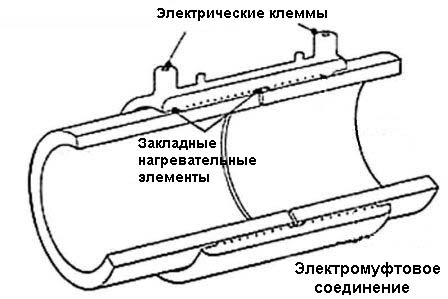
Schéma připojení trubek pomocí elektrotermické spojky.
Svařovací proces lze rozdělit do několika fází:
- centrování potrubí a spojky na požadované ose;
- příprava, čištění a odmašťování vnějších povrchů trubek na křižovatce;
- spojovací tryska a připojení svařovacího stroje;
- znehybnění spojení;
- svařování za tepla, tavení polyethylenu a smrštění spojky;
- vypnutí a chlazení spojky.
Kloubový spoj s aplikací tepla
Tento typ svařování PE potrubí se používá pro průměry nad 50-63mm. Tvarový spoj se provádí v několika fázích:
- Před svařováním jsou osy svařovaných potrubí vyrovnány v centrovacím stroji.
- Po upevnění jsou koncové části potrubí vyrovnány a vyčištěny z tuků, prachu a nečistot.
- Obrábění konců na ořezávacím stroji.
- Ověření paralelnosti s povinnou kontrolou meziplanární mezery.
- Ohřev koncových částí trubek pomocí tepelného nástroje.
- Svařování následované chlazením.
- Odstranění nástrojů, kontrola vnějšího povrchu svařovaného švu.
Připojení pomocí ocelových přírub
V některých případech, když nelze svařování provést, jsou instalovány příruby. Přírubová spojka se týká odpojitelných typů připojení a je nejvhodnější pro připojení produktů PE pomocí potrubních armatur a ocelových potrubí. Přírubových spojů potrubí vyrobeno pomocí přechodových rukávy, které jsou přivařeny pevně ke koncům PE trubky, nebo pomocí nástroje pro kompresi přírubu kovu. Mezi přírubami musí být zabalený těsnicí materiál (pryž, polyester atd.). Výhodou tohoto způsobu montáže je, že v budoucnu bude možné odpojit příruby a provést čištění systému. Příruby vodních trubek mohou být ploché a profilové (s límcem, dorazem nebo kuželem).
Plug-in připojení pomocí komprese
Připojení trubek bez svařování je možné s použitím kompresních montážních prvků. Často je tento způsob použit pro trubky s malým průměrem (63 mm) a systémy s velkým počtem větví, protože každá svařování bude mít za následek zvýšené náklady na montáž systému. Dosažení těsnosti je způsobeno vnitřním těsněním gumy odolné proti opotřebení a řezaným kovovým pouzdrem. Chcete-li provést práci, budete potřebovat sadu profilových klíče a speciální nůž pro pravý úhel. Kolektor je schopen odolat tlaku 2,5 MPa. Montáž konektoru je jednoduchá a jednoduchá, hlavní je, že rozměry armatury přesně odpovídají velikosti vodovodních potrubí.
Hnojení trubek je méně časté. Válcování je spojeno se zvonem a těsnost se dosáhne utěsněním zvonu gumovým kroužkem. Taková montáž je vhodnější pro netlakové systémy na bázi polyethylenu. Nakonec bych chtěl poznamenat, že při výběru typu potrubí PE s armaturou je nutné brát zvláštní odpovědnost za výběr nástrojů a zařízení pro instalaci.
Nyní můžete bez problémů zvolit vhodné metody pro instalaci konvenčních a profilových polyetylénových potrubí.
Vzhledem k široké popularitě různých typů polyetylénových trubek existuje rostoucí poptávka po dokovacích prvcích nazývaných fitinky. Potrubní tvarovky HDPE usnadňují instalaci a v krátké době. V současné době podniky vyrábějí mnoho různých sloučenin. Příslušenství pro potrubí z HDPE jsou vyrobeny z různých typů polyethylenu, mědi nebo mosazi.
Příslušenství pro potrubí z HDPE se používají:
- Pro připojení trubek se stejným průměrem.
- Pro spojování trubek s různými průměry.
- Uspořádání důsledků, které poskytuje diagram potrubí.
- Pro montáž otáček potrubí.
- Instalace zástrčky na potrubí PE.
- Pro připojení trubek s různým příslušenstvím.
Místa pro připojení PE trubek by měla být:
- Spolehlivé.
- Odolný.
- Vodotěsný.
- Odolné vůči možným účinkům chemických prvků.
Klasifikace armatur
Profesionální instalatéři rozdělují potrubní tvarovky z HDPE:
- Způsob montáže: kompresní, svařovaný, elektricky svařovaný.
- Tuhost: pružná a tuhá.
- Konektor: odnímatelný a jednodílný.
Existuje další klasifikace spojovacích prvků:
- Přímý, používaný k ukotvení HDPE trubek stejného průměru.
- Redukce, používané pro připojení trubek různých průměrů.
Budeme analyzovat podrobněji první klasifikaci armatur.
Kování pro různé způsoby připojení potrubí
V závislosti na zvoleném způsobu instalace potrubí rozlišujte:
- svařované armatury;
- elektrické svařované spojovací prvky;
- kompresní armatury.
Svařované spojovací prvky
Svařované tvarovky lze vyrábět dvěma způsoby:
- metodou nízkého tlaku, která se vyskytuje pod vysokým tlakem (odlitky);

- tupé svařování malých segmentů potrubí (svařované armatury).

Svařované kování je k dispozici v průměru od 63 mm do 315 mm.
Tento typ kování je určen pro spojování trubek se svařováním. Nízká cena svařovaných tvarovek způsobuje širokou škálu jejich použití. Prakticky všechny větve a zástrčky poskytované konstrukcí potrubí mohou být vyrobeny ze svařovaných konektorů.
Nejčastěji se svařované armatury používají k instalaci plynovodů a systémů, kde teplota přepravované kapaliny nepřesahuje 40 ° C.
Elektrovařované spojovací prvky
Elektricky nebo termistorové se používají pro instalaci potrubí výstavby v odlehlých místech, to znamená, kde strávit obvyklou tupo nemožné.

Vybaveno topným vodičem umístěným na spojovacích částech. Pod vlivem teploty tyto spirály zahřívají a roztaví polyetylénovou trubku. Po ochlazení se dosáhne silného svařovaného švu.
Kompresní spoje
Kompresní armatury pro potrubí HDPE jsou určeny pro spojování trubek bez použití svařování. Pomocí těchto zadních prvků se získá oddělitelné spojení.

Tyto armatury se skládají z:
- pouzdro z polyethylenu;
- o-kroužky umístěné ve spojovacích bodech;
- upínací kroužky, které chrání spojení před mechanickým poškozením;
- pouzdro, potrubí;
- krycí matice, bezpečně uzavírající místo dokování.
Vyrábí se z různých materiálů. Průměr kloubů se pohybuje od 16 mm do 110 mm.
Vlastnosti montáže s kompresním kováním
Chcete-li správně připojit potrubí nebo vytvořit potřebné větve pomocí kompresního kování, postupujte podle následujících pokynů:
- HDPE potrubí je připraveno a kompresní armatury jsou uvolněny několika otáčky.
- Potrubí je označeno značkou, která udává hloubku, do které se potrubí vloží do armatury. Před montáží doporučujeme mazit oblast potrubí, která má být spojena, vodou nebo lehkým roztokem mýdla.
- Před vytaženou značkou se trubka vloží do připraveného kování. Chcete-li plně vložit trubku PE do O-kroužku, je třeba vynaložit úsilí. V opačném případě nebude připojení zapečetěno.
- Otočná matice se dotáhne až do konce závitu.

Při správné montáži stlačeného kování se získá dostatečně silné a těsné spojení.
Oddělení tvarovek pro tuhost spár
Podle stupně tuhosti jsou kování rozlišeny:
- Těžko. Taková spojení zcela vylučují možnost pohybu potrubí.

- Flexibilní, což umožňuje podélné posunutí trubek na 3 - 5 mm a otáčení trubek v malém úhlu. Použijete-li pružnou sestavu, zůstávají všechny vlastnosti, které jsou potřebné pro bod připojení, nezměněny.

Pružné spoje jsou nejvhodnější pro kladení potrubí v zemi, ale také nákladnější. Proto se používají pouze v případech mimořádné nutnosti.
Pro instalaci nejjednodušších systémů potrubí jsou častěji používány tvrdé kování.
Typy kování
Při instalaci potrubí mohou být vyžadovány jak odpojitelné přípojky, tak přípojky z jednoho kusu. Důvodem je přítomnost spojovací trubky a její použití. Například potrubí HDPE pro zásobování vodou: k připojení potrubí na čerpací stanici se používají armatury v prvním stupni instalace. V určitém okamžiku může být nutné vyměnit čerpadlo a odpojitelné připojení co nejvíce zjednoduší potřebnou práci.
Odpojitelné připojení
Ve většině případů se instalace provádí výše popsanými kompresními kování. Ale existují další způsoby, jak uspořádat toto spojení:
- Přírubové připojení. Odlitá nebo mosazná příruba je připojena k trubce svařováním. Tento typ připojení se používá hlavně pro trubky s velkým průměrem nebo pro připojení polyetylénové trubky s kovovou trubkou.
- Závitové připojení. Upevnění trubek se provádí pomocí předem připraveného závitu na potrubí a armatury. To je považováno za nejméně spolehlivé. Lze použít pro pokládku kabelových vedení nebo systémů s nízkým tlakem kapaliny.
- Připojení na výbojky. Používá se velmi zřídka. Provede se tím, že jeden konec potrubí se upevní v roztažení armatury nebo na druhém konci potrubí. Nejčastěji se používá pro kladení potrubí pro kabely.
Mosazné kování pro potrubí HDPE lze použít pro odpojitelné připojení.
Nepřipojitelné připojení

Neodpojitelné spoje se nejčastěji používají pro připojení struktur, které jsou v podzemí nebo v betonu, protože tento typ je považován za nejspolehlivější. Svařování trubek lze provést následujícími způsoby:
- Hýždě. Nejběžnější metoda spojování trubek stejného průměru;
- Nest welding. Pro tento způsob spojování potrubí se používají kování s vnitřním průměrem rovným stejnému parametru potrubí.
- Lisování nebo svařování hran. Používá se pro zakládání potrubí se strukturami, například pro studny.
- Elektrofúzní svařování. Vyskytuje se pomocí elektrických spojů a považuje se za nejspolehlivější způsob připojení.
Tvarované a elektricky svařované tvarovky se používají pro vybavení jednodílného spojení.
Typy kování
Veškeré tvarovky se liší podle konstrukčních vlastností a odpovídajících aplikací. V závislosti na tom lze armatury rozdělit na:
- Spojky, které se vyskytují ve třech hlavních typech:
- Equal-pass, spojovací potrubí se stejným průměrem.
- Kompenzace, používané převážně k přepínání na potrubí s menším průměrem.
- Přírubové, používané pro připojení trubek s velkým průměrem.
- Adaptéry. S jejich pomocí jsou k potrubí připojeny různé ventily nebo jiný typ potrubí, například kov.
- Kohouty. Při změně směru potrubí otočte systém. Standardní ohyby jsou k dispozici s otočnou schopností 45 °, 66 ° nebo 90 °. Některé firmy se zabývají výrobou tvarovek podle parametrů zákazníka. Pokud je pro montáž systému vyžadován ohyb s jiným stupněm úhlu, může být tato montáž vždy objednána od výrobců.
- Sedelka. Jsou určeny pro uspořádání různých větví. Sedlo na HDPE potrubí může být ze dvou typů:
- Svěrky, zvlnění trubek ze všech stran.
- Podložky používaly k vyříznutí nového potrubí do stávajícího systému.
- Křižovatky a odpaliště. Používají se k instalaci odbočných potrubí a pro připojení k síti jiných zařízení.
- Čepice. Používá se k dočasnému zablokování přívodní kapaliny nebo plynu do potrubí.

Určitý typ armatury je určen pro montáž konkrétního provedení potrubí.
Fitinky jsou vyráběny pro usnadnění montáže polyetylénových trubek. Správně zvolená sada spojovacích prvků co nejvíce zkracuje dobu potřebnou pro instalaci potrubního systému a velmi usnadňuje práci na připojení potrubí.
Spojky se nazývají kování určená pro jednu úlohu - vzájemně spojují segmenty potrubí a přeměňují je na jediné potrubí.
Spojky jsou různé a hlavní rozdíly mezi nimi jsou v použitých materiálech a samotném návrhu.
V tomto článku budeme zvažovat spojky PND, které vytvářejí vnitřní a venkovní vodovodní nebo kanalizační systémy.
Obsah článku
Vlastnosti a účel
HDPE jako materiál je druh polyetylenu. Polyethylen se nazývá derivát polymeru, ve skutečnosti to je ono.
Polymerní výrobky v naší době zaujímají vedoucí postavení na trhu, což je zcela přirozené vzhledem k jejich společnému významu spolu s úžasnými vlastnostmi.
Polyetylén je také levnější verze polymeru, určeného především k pokládce kanalizace a technických vodovodů.
HDPE je dešifrován jako nízkotlaký polyethylen. Vyrábí se ve speciálních komorách za podmínek nízkého tlaku a předem stanovených teplot. HDPE je mnohem silnější než běžný polyethylen, netrhá, trubky z něj mají vynikající tuhost prstence.
Tak HDPE trubky a tvarovky ještě dobře odolávat vnějším vlivům všeho druhu snadno svařované pomocí difuzní zařízení a váží málo.
Mušky z HDPE - jsou nedílnou součástí výrobků HDPE. Bez nich by se spojení trubek z HDPE změnilo na noční můru, kdy každý kus musel být namontován do pracovní polohy a svařen ručně.

Zvláštnost vzájemného působení mezi materiály nám ukládá určitá omezení. U trubek z HDPE lze použít spojky a tvarovky z téhož materiálu a stejného průměru.
Například je vhodné vrátit kování s průměrem 63 mm a stejným materiálem pro výrobky z HDPE o průměru 63 mm. Pouze tímto způsobem budete mít jistotu, že se nic nebude časem zhroutit a pracovní spojení bude trvat maximálně dlouho.
Jak již bylo uvedeno, spojky musí plně splňovat charakteristiky potrubí, které se na nich používají, a podmínky v samotném potrubí.
Trubky v moderních komunikačních systémech nejsou v žádném případě jediným činným prvkem. Každé potrubí dopravuje nosič. Nosič se přepravuje pod určitým tlakem av určitém množství. Aby nedošlo k přetížení systému, jsou všechny prvky potrubí velmi pečlivě vybírány. To platí také pro spojky.
Při výběru připojení z HDPE je tedy třeba dbát na to, aby:
- udržuje dostatečnou úroveň tlaku;
- přiblížil se průměr;
- měla stejnou třídu materiálu;
- dosáhl rozsahu pracovních teplot.
Tyto čtyři podmínky nejsou jediné - ale ty nejdůležitější. Každá armatura v prodeji je doprovázena dokumentací, ve které jsou vyznačeny její vlastnosti.
Standardní spojky tlak IPA se udržuje mezi 10 a 25 bar v závislosti na modelu, počínaje jejich průměr 30-63 mm a sahají až 110 mm, a je to pouze vnitřní trubky, vnější HDPE trubky byly shromážděny spojky s průměry několika stovek milimetrů.
Jedním z nejkritičtějších podmínek je provozní teplota. HDPE jako materiál - prostě vynikající, ale s vysokými teplotami v jeho původním výkonu se nedaří zvládnout. Výrobky z něj začínají tát a trvale deformovat.
Z tohoto důvodu se PND snaží nepoužívat jako součást potrubí dodávku tepla a teplé vody. Totéž platí pro spojky HDPE.
Typy a rozdíly
Uvažujme základní verze HDPE spojů určených pro spojování trubek. Jejich hlavní rozdíl je design. Různé příslušenství je určeno pro použití v různých situacích a jejich konstrukce je odlišná.

Kompresní spojka z polymeru
Pokud jde o návrhy, jsou rozděleny do následujících kategorií:
- komprese;
- svařované;
- elektrosvařený.
Tyto tři skupiny jsou nejčastěji používány. Poznáme je lépe.
Komprese
Velmi podobné závitům, jsou správně považováni za jejich lepší variantu. Kompresní armatura je vybavena speciální maticí, která utahuje spojení a zvyšuje spolehlivost.
Kromě matice je v nich mnoho těsnění a samotný design je ve srovnání se standardními závitovými výrobky značně vylepšen.
Nicméně kompresní HDPE spojky jsou velmi běžné. Jejich průměry začínají od 63 mm a dosahují 120-150 mm. Vše co je víc - je vzácností, protože kompresní výrobky stále nemají výhody svařované.
Přehled kompresorů HDPE (video)
Svařená
Svařovaná spojka je spojka, která je spojena s trubkou svařováním. Ocelové a kovové předvalky se svařují pomocí svařovacího stroje. Tento typ připojení má své klady i zápory.
Mezi výhody patří těsnost, schopnost svařovat spojku na libovolném místě, celkovou pevnost atd. Nevýhody - neschopnost vykonat práci sami. Aspoň musíte mít svařovací stroj, ochranu a alespoň minimální dovednosti.
Bez svářeče při práci s kovem to nemůžete udělat. Další věcí je práce s PND. Polymery jsou svařeny prostým zahřátím jejich částí na teplotu tání a následným připojením v předehřátém stavu.

Pro kvalitativní svařování stačí mít k dispozici difúzní zařízení. Zbytek je otázkou techniky. Výsledné uzly nejsou horší kovu na celistvosti nebo sílu, ale uvědomil si, mnohem rychlejší a jednodušší, a co je nejdůležitější - kompletně ručně.
Elektrovařeno
Svařované spojky se mírně liší od normy. Elektro - svítidlo, určené pro montážní linky téměř automaticky. To znamená, že funguje nezávisle na vás, jak budete potřebovat pouze připojit zařízení a nastavit jej na správném místě.
Svařovací je podobný obvyklým druhem formy. To také zahrnuje celý kryt IPA má předem stanovený průměr, například 63 mm. Jeho hlavní rozdíl - vestavěná skříň kabel pro vytápění.
Vykonávají 90% veškeré práce. Tyto kabely procházejí skříni spojky a jejich výstupy jsou nastaveny na dvou místech a nazývají terminály. Připojte proudový podavač nebo přenosný transformátor ke svorkám. Současný za určitých podmínek, provokovat topné kabely, a ty zase teplo polyethylen kolem sebe.
Na jednom místě, polyethylen přijde k bodu tání. To bude začátek procesu svařování elektrické spojky. Pak se všechno děje podle standardního postupu. Polymer v roztaveném stavu je v symbióze s polymerní trubiceFormování monolitické pevné sloučeniny. Chcete-li si to ani nemusí svářecí stroj.

Postačí, když se připojit k vývodům současného dodavatelského zařízení a poté odstranit, když je proces dokončen. Do 30 minut spojky plně pochopit a bude připraven k provozu.
Podle tohoto schématu pracovat velmi pohodlné, zvláště pro ty, kteří jsou zapojeni do externích systémů vodovodů a kanalizací. Místní produkty mají obrovské průměry. Připojte je ručně - tvrdý a nevděčný úkol. Přítomnost HDPE výrazně zjednodušuje práci člověka, zlepšuje jeho výkon.
Přidat do záložek
- Soudržné (spoje pomocí speciální svařovací stroj a elektrofúze).
- Uvolnitelné (nástavec a příruba se speciálním těsněním).
V případě, že potrubí provozní tlak působí na něj, pomocí spojovací svařování na tupo a svařování. Nicméně, připojovací příruba na jejich spolehlivost není horší než v předchozích dvou metod.
Věnovat svou pozornost na skutečnost, že síla plastových trubek ve spojení s jejich plasticity a navíc, vysoká spolehlivost, aby byly použít téměř nepostradatelná v oblastech s vysokou seizmickou aktivitou, a v těch místech, kde je půda pohybu periodicky pozorovány.

Složené HDPE trubky vyrobené na tupo.
V případě vyvstává otázka, jak co nejefektivněji, je vhodné dát přednost jednomu z následujících typů svařování, který vám ukáže nejoptimálnější. Pokud upřednostňujete svařování na tupo, musíte si uvědomit, že je vyráběn pomocí speciálního nástroje.
Její podstatou spočívá ve skutečnosti, že během procesu jsou konce trubek, které jsou připojeny, ohřívány na viskozitu zvláštním topným článkem. Poté jsou roztavené konce obou trubek vzájemně spojeny pod tlakem a přirozeně se nechávají vychladnout na křižovatce. Konce potrubí musí být vyčištěny před kontaminací a odmaštěny před ohřevem.
Během provozu je pozornost zaměřena na teplotu vytápění - musí být udržováno v požadovaném režimu, výšku látky tající při zahřátí konců trubek a tlak působící na spojovací ploše.
Po ochlazení by měl být svar vyrovnaný, vyčnívající do stejné výšky. Tímto výsledkem získáte maximální spolehlivost a pevnost švu.
Nejoblíbenějším způsobem připojení je tupé svařování. Soustava potrubí se ve většině případů provádí touto metodou. Je však třeba vzít v úvahu jinou metodu - elektromotorické svařování, které není navzájem méně efektivní. Při svařování tímto způsobem je ohřev spojovaných ploch způsoben tvarovanými polyetylenovými prvky. které se také při zahřátí roztaví a ztuhnou.
Tyto prvky jsou ohřívány zařízením, přičemž průchozí proud dovnitř přivádí tvarovanou část požadovanou teplotu. Podobně jako při svařování na tupo, musí být všechny konce trubek a částí před zahájením práce důkladně vyčištěny a odmaštěny.
Poté je nutné zkontrolovat, zda jsou upevňovací prvky a trubky zcela od počátku svařování do chladicího stupně zcela nepohyblivé. Pokud mají být větve svařeny, musí být svorky pečlivě vybrány.
Když už mluvíme o výhodách elektrofúze, je třeba poukázat na snadnou instalaci, vysokou spolehlivost a trvanlivost spojů, nízké časové náklady, bezpečnost a účinnost této metody a navíc praktické pro montážní práce ve stísněných prostorách. Tato technika se ukázala jako spolehlivá a jednoduchá a byla úspěšně použita pro plynovody a vodovody.
Připojení bez svařování
Spojení s armaturou
Není pochyb o tom, že způsob svařování připojení je spolehlivý a jednoduchý, ale existují chvíle, kdy není možné jej použít. V takových situacích je možné použít vazební spojku. Spojky, které jsou vyráběny speciálně pro polyetylénové potrubí, jsou určeny pouze pro spolehlivé spojení spojovacích konců trubek.
Kompresní armatury - takzvané spojky - nepotřebují speciální zařízení pro instalaci polyetylénových trubek a mohou být snadno instalovatelné laikem. Tento způsob uchycení je zvláště dobrý v případech, kdy se používají trubky s malým průměrem - od 20 do 315 mm.
Vzhledem k tomu, že potrubí HDPE má nízkou tuhost, musí být svařeny dohromady tlakové potrubí, zejména velké průměry. Plně umožňuje absolutní těsnosti spoje připojovací trubky po ztuhnutí pevně navzájem v jediné jednotce, která nemůže ustoupit bessvarochny v plné výši, protože za sloučeninu potrubního spoje se může podrobit deformaci s dalším snížením tlaku.
Výhodou kompresních armatur je v případě nutnosti možnost montáže a demontáže nainstalovaných částí, které nemohou poskytnout žádné z výše uvedených způsobů svařování. A demontáž kloubů může být řešena více než jednou, a to je i pro tuto osobu nevytvořeno. Nevyžadují žádné nástroje a nástroje, s výjimkou jednoho speciálního klíče, který může odšroubovat a utáhnout matice na spojovacích kování.
Instalace je možná i při nízkých teplotách a široká škála spojovacích prvků o jakémkoliv průměru umožňuje vytvářet jakoukoliv kabeláž, rozvětvení a otáčení v systému.
HDPE potrubí pro kanalizaci
Samostatná montáž polyetylénových potrubí pro odpadní vody je velmi jednoduchá. Trubky se spojkami, rohy a odpory jsou spojeny s použitím těsnicích pryžových kroužků. Do potrubí je zasunuto malé potrubí, pokud takové těsnění není dostatečné, potrubí je dodatečně potaženo silikonovým těsněním.
Montáž kanalizace polyethylenových potrubí nezpůsobuje žádné obtíže: buď na strop nebo na stěnu jsou nejjednodušší snap-zámky, které musí být přišroubovány ke stěně pomocí šroubů. V případě, že vám to nijak zvlášť starat o estetice, stačí řídit ocelová kolíky otvory o něco větší průměr ve zdi, ohnout konce a protáhněte trubku do těchto provizorních rovnátka. Pomocí standardních svítidel můžete instalovat potrubí pouze v blízkosti stěny, můžete jej umístit na malé vzdálenosti, což je často mnohem pohodlnější.
HDPE potrubí pro elektrickou instalaci
U elektrických kabelů je použití hladkých i vlnitých polyetylénových trubek stejně úspěšné.
V tomto případě jsou vzaty v úvahu dva hlavní rysy IPA:
- Elasticita, flexibilita.
- Nedostatek schopnosti provádět proud.
- Pro zapojení je potrubí uloženo na povrchu stěn a skryto (uvnitř stěny) a používá se jako ochrana kabelu při pokládání do půdy. Ve druhém případě se často používají vlnité HDPE trubky. Současně se věnuje zvláštní pozornost hermetickému ukotvení potrubí.

Správná montáž potrubí
Těsnost lze dosáhnout jedním ze dvou možností:
- Svařování na tupo nebo v spojkách.
- Horké pouzdro trubek HDPE v zásuvce. Ohřáté potrubí se zasune do zásuvky předchozího potrubí. Takže, místně deformovaný, vyplňuje všechny vnitřní drsné povrchy zásuvky, což zaručuje těsnost.
Použití polyetylénových trubek ve vodovodním systému
V závislosti na tlaku v klempířství, nástroj, který máte k dispozici a samozřejmě vaše motivy uvnitř místnosti, nemůže použít žádný způsob připojení těchto trubek.
Použití kompresních armatur
Jedná se o velmi populární metodu instalace polyetylénových trubek o malém průměru pro dodávku vody. Kompresní armatury jsou vyráběny pro trubky o průměru až 110 mm, přestože v praxi jsou vhodné použít až 32 mm trubky, ačkoli uvnitř větší místnosti a nesplňují.
Kování s malým průměrem je instalována ručně, dokonce ani klíč není potřeba.
Postup je přesně stejný jako při instalaci vodovodních potrubí kov-plast, pouze na místě děleného kroužku se používá gumové těsnění:
- Připravte konce trubek. Jsou děleny v pravém úhlu, nejlépe pomocí speciálního řezače trubek.
- Na potrubí položte těsnicí pryžový kroužek s pojistnou maticí.
- Potrubí je vloženo do armatury, pak je převlečná matice našroubována na závit.
Výhody takové instalace jsou zřejmé: je to velmi jednoduché a ztěžuje spojení. Opravy polyetylénových trubek s takovými spoji mohou být bez složitých nástrojů, protože z vodovodního potrubí je odříznuto místo s vadou a na prázdném místě na armaturách je instalováno nové potrubí. Současně záleží přímo na gumovém těsnění: v případě, že se stane nevhodným, dojde k propojení.
Použití armatur pro difúzní svařování
Tímto způsobem je také připojen polypropylen. V tomto provedení je spojení tvarovky s trubkou se neliší od instalace polypropylenu: vnitřní povrch tvarovky se zahřívá a pájka na vložce trysky správné velikosti ve vnějším povrchu trubky tvarovky. Po několika sekundách je připojení připraveno.
Použití fitinky pro svařování páječkou
V takovém případě již nelze rozebrat demontáž. Během opravy potrubí HDPE, spojených pomocí svařovacích tvarovek, bude pro obnovení těsnosti zapotřebí speciální páječka. Takové sloučeniny však prakticky nikdy netečou. Před jejich shromažďováním je nutné odstranit zkosení z vnější strany trubky, protože nerovnosti a oděrky jsou důvody, proč proudí svařované spoje.
Svařování na tupo
Tento způsob připojení se vždy používá při pokládce HDPE trubek o velkém průměru. V tomto případě probíhají technologické operace takto:
- Mezi konci trubek je elektrický ohřívač.
- Po roztavení potrubí je elektrický ohřívač odstraněn.
- Připojení je připraveno po uplynutí doby potřebné k chlazení polyetylénových trubek.
Tvarový kloub se vyznačuje velmi vysokou pevností (80-90% pevnosti monolitických trubek). Tato metoda je nežádoucí pro trubky se stěnami menšími než 5 mm. Nicméně, s naléhavou potřebou HDPE trubky jsou tavené po zahřívání konců na konvenční plynové kamny. Ačkoli takový trik a opouští špinavý šev venku a uvnitř trubky, studená voda takových sloučenin trvá roky.
Elektrická spojka
Tento způsob připojení je stejný pro svařování, ale v této situaci je spojka (jakákoliv jiná armatura) kombinována s páječkou. Uprostřed plastů je nízkoteplotní spirála, stačí je krmit pro ohřev. Tato metoda je jednoduchá, rychlá, ale není levná.
Související články















