
Пайка поліетиленових труб встик і за допомогою електромуфти
Сьогодні вироби з полімерних матеріалів використовуються в багатьох сферах нашого життя і галузях промисловості. Але особливо великою популярністю користується ПНД - поліетилен низького тиску. Цей матеріал відрізняється міцністю, довговічністю, завдяки невеликому питомій вазі легко монтується. З поліетиленових труб часто роблять трубопроводи різного призначення. Для з'єднання окремих заготовок виконується зварювання ПНД виробів. У нашій статті ми розповімо про різновиди і особливості зварювання труб з ПНД.
різновиди з'єднань
Для з'єднання поліетиленових труб можна використовувати такі способи:
- Роз'ємні. Щоб виконати таку стикування заготовок з ПНД, знадобляться сталеві фланці. Головна особливість цього принципу стикування полягає в тому, що в ході експлуатації трубопровід можна розбирати.
- Нероз'ємні. В цьому випадку виконати розбирання комунікацій не вийде. Щоб зробити таке з'єднання, заготовки необхідно зварити. Для цього може використовуватися одні із таких способів:
- стикове зварювання поліетиленових заготовок;
- зварювання виробів з ПНД за допомогою муфт.
Для складання трубопроводів з елементів великого діаметру використовуються терморезистивного фітинги або зварювання встик. При застосуванні і того, і іншого способу виходить надійне монолітне з'єднання.
Стикова зварювання виробів з ПНД

Стикова зварювання труб ПНД вимагає використання зварювального устаткування. Завдяки тому, що в ході зварювання не використовуються додаткові деталі, процес монтажу значно спрощується. Таким способом можна зварювати тільки заготовки з ПНД.
Увага: якісна стикова зварка виробів з ПНД вийде тільки за умови, що вона буде виконана за допомогою одного шва. Завдяки цьому міцність стикування деталей, що з'єднуються буде максимальна.
Зварювання поліетиленових труб встик - найбільш ефективна і універсальна технологія, оскільки при цьому зберігається гнучкість матеріалу протягом усього трубопроводу. Даний метод може застосовуватися незалежно від використовуваного типу укладання трубопроводу (траншейний, безтраншейний або відкритий).
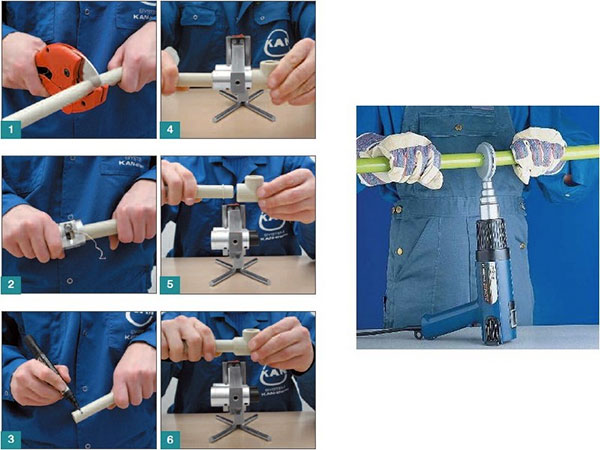
Пайка поліетиленових труб встик виконується в такій послідовності:
- Для початку кінці з'єднуються заготовок необхідно встановити в центратор зварювального устаткування.
- Після того як деталі будуть вирівняні і зафіксовані, за допомогою х / б серветки і спирту необхідно очистити торці від пилу, бруду і жирових забруднень.
- Потім зварюються торці обробляються за допомогою торці пристрою. Торцювання припиняють, коли починає утворюватися рівномірна стружка товщиною не більше 0,5 мм. Тепер заготовку можна витягувати і перевіряти рукою паралельність торців.
- У разі виявлення неприпустимого зазору між зварюються поверхнями, операцію торцювання необхідно повторити.
- Після цього виконується пайка труб. Для цього за допомогою нагрівального елементу з антипригарним покриттям торці заготовок нагріваються до необхідної температури.
- Коли торці досить оплавятся, зварюються вироби розводимо, а також витягаємо із зони зварювання елемент для нагріву.
- Після цього зварюються торці можна стуляти і підвищувати тиск притиску до тих пір, поки воно не досягне необхідного значення.
- Зварений шов потрібно тримати під тиском вказаний проміжок часу.
- Після цього перевіряється якість зварювання. Для цього оцінюють зовнішній вигляд грата, ширину і висоту.
Муфтова зварювання заготовок з ПНД

Сварка ПНД труб муфтовий методом виконується за допомогою спеціального зварювального агрегату, званого паяльником, а також набору спеціальних насадок, які можуть відрізнятися діаметром. Розмір насадки підбирається, виходячи з діаметра зварювальних поліетиленових труб.
Муфтова пайка трубопроводів з ПНД виконується із застосуванням фітингів. Конфігурація цих виробів може бути різною. Вони бувають у вигляді куточків, трійників або муфти. При такому способі пайки зварюються торці заготовок і фітингів.
Важливо: головна перевага муфтової зварювання полягає в тому, що вона може проводитися в важкодоступних місцях, де осьовий зсув заготовок утруднено.
Нагрівання поліетиленових деталей здійснюється за допомогою контакту заготовки з нагрівається металевої деталлю зварювального агрегату. Вона складається з двох скручуються частин:
- дорн нагріває внутрішню поверхню фитинга;
- труба для нагріву вставляється в гільзу.
Щоб встановити цю насадку в отвір паяльного агрегату, гільзу та Дорн необхідно скрутити між собою.
Пайка поліетиленових труб муфтовий методом передбачає проведення наступних підготовчих заходів:
- Заготовки необхідно підрізати за допомогою спеціальних ножиць до потрібного розміру. При цьому потрібно стежити, щоб зріз був строго перпендикулярним поздовжньої осі вироби.
- Перед тим як буде виконуватися пайка, торці з'єднуються заготовок необхідно очистити.
- Для запобігання небажаного охолодження в ході виконання зварювання, торці труб, які в даний момент не піддаються з'єднанню, закриваються пробками.
- Після цього потрібно очистити поверхню насадки для зварювання від частинок матеріалу, які могли залишитися після виконання попередньої роботи.
Тепер можна приступати до самого процесу зварювання, який виконується в такій послідовності:
- Спочатку насадку необхідно розігріти до зварювальної температури. Коли значення досягне необхідного рівня, індикатор на корпусі паяльника подасть сигнал.
- Після цього ПНД трубу потрібно вставити в гільзу до упору. У свою чергу фітінг надаватися на Дорн теж до упору. Оскільки діаметри трохи відрізняються, то для виконання процедури доведеться докласти певних зусиль.
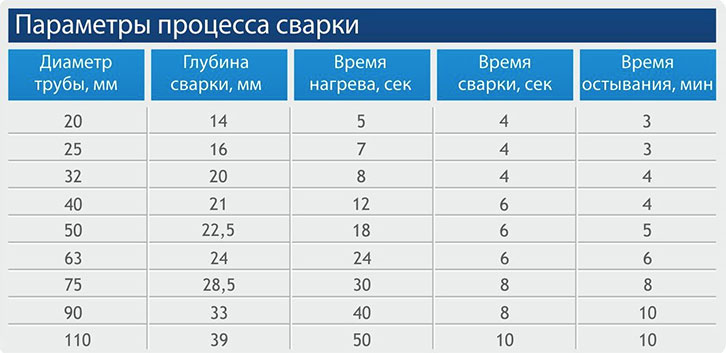
- Час зварювання труб вибираємо за спеціальними таблицями, де цей показник зазначений для виробів різного діаметру.
- В процесі вставляння трубчастого елемента і надягання фитинга надлишок матеріалу з поверхні заготовок розплавляється і видавлюється назовні. У підсумку по кромці зварюваних елементів утворюється кільцевої валик - гарт.
- Натискання при вставлянні деталей варто припинити в той момент, коли заготовка і фітінг досягнутий упору. Дуже важливо дотримуватися цієї умови, оскільки в іншому випадку з'єднання буде недостатньо міцним. Оскільки точно визначити глибину занурення заготовки складно, необхідно попередньо вимірювати цю величину і нанести позначку на трубу.
- Потім зніміть зварюються заготовки з насадки. Після цього встановіть трубу в фітінг таким чином, щоб вона щільно вперлася в кільцевої валик. Дайте з'єднаним елементам охолонути. При цьому не варто їх крутити і піддавати різних механічних впливів.
Електромуфтове зварювання

Для виконання такого з'єднання потрібна спеціальна електромуфти, в яку вмонтовано заставні нагрівальні елементи. Якщо порівнювати цю зварювання зі стикового, то вона обійдеться дорожче через необхідність покупки дорогих електромуфт.
Однак у цієї методики є свої переваги:
- Оскільки на внутрішній поверхні труб не утворюється грат, прохідність трубопроводу не зменшується.
- Даний спосіб зварювання зручно використовувати в обмеженому просторі, де встановити габаритний зварений агрегат не вийде.
Для з'єднання двох заготовок в прямолінійний ділянку трубопроводу користуються звичайними електромуфти. Однак в деяких випадках можуть знадобитися електрофузіонние трійники і сідлові відводи. Для виконання робіт вам знадобиться електрофузіонний агрегат для зварювання.
Процедура зварювання виконується за допомогою поліетиленового зварного фитинга. Це особливе виріб, який має вбудовані спіралі, що виконують функції нагрівальних елементів. При цьому частина матеріалу фітинга, яка розплавляється за рахунок підігрітої спіралі, з'єднується з полімерним матеріалом заготовки, формуючи суцільний монолітний трубопровід. До речі, спіраль так і залишається в отриманому шві назавжди.
Важливо: Електромуфтове технологія дозволяє отримати з'єднання високої міцності. Однак через дорожнечу даного методу він застосовується при монтажі напірних комунікацій для транспортування газу і нафтопродуктів.
Сварка електромуфти виконується в такій послідовності:
- За допомогою спеціального ріжучого обладнання труби розрізають на відрізки потрібного розміру.
- Далі заготовки необхідно очистити від бруду і знежирити в місці зварювання. Такий же обробці потрібно піддати електромуфти.
- Потім на трубчастих елементах виконуються позначки, які дозволять контролювати глибину вставляння труби в муфту.
- Щоб під час виконання зварювання не відбувалося небажане охолодження елементів, вільні кінці труб заглушуються.
- За допомогою спеціальних проводів зварювальний агрегат з'єднується з електромуфти, натискається кнопка запуску.
- Через певний проміжок часу агрегат самостійно відключиться, що буде означати завершення зварювання.
- Отримані таким чином сполуки можна експлуатувати тільки через годину.
Увага: головна умова отримання якісного шва - нерухомість деталей в процесі зварювання і охолодження.
До отриманих зварних з'єднань пред'являються такі вимоги:
- Кільцевій валик зварного шва повинен перекривати позначку, зроблену на заготівлі перед зварюванням.
- Допустиме зміщення відрізків труб відносно одна одної становить не більше 10% від значення товщини стінок елемента з ПНД.
- Якщо товщина стінок свариваемой заготовки становить не більше 5 мм, то висота валика у якісного зварного шва повинна бути приблизно 2,5 мм. У разі зварювання труб з товщиною стінок в межах 6-20 мм, висота валика повинна бути більше 5 мм.
При виборі способу зварювання заготовок з ПНД варто враховувати умови експлуатації монтованих інженерних комунікацій. Тільки з урахуванням цього фактора можна виконати надійний і якісний трубопровід, який буде ефективно працювати весь відведений йому термін.
Асортимент будівельних продуктів з кожним роком зростає. На ринку з'являються сучасні матеріали, які полегшують ступені будівництва, і підвищують продуктивність робітників. Споживачі прагнуть використовувати при плануванні внутрішніх систем в будинках трубопроводи з великим терміном експлуатації. Відповідною альтернативою, що відповідає споживчим запитам, стали гілки внутрішніх комунікацій з пластика. Як паяти пластикові труби?
Ще однією перевагою таких технологій вважається поява можливості самостійно провести ремонт або заміну мереж водопостачання та опалення. Як паяти пластикові труби для водопроводу?
Розберемося в видах

металопластикові

поліетиленові
Такі комунікації поділяються на підвиди:
- Поліетиленові - застосовуються для прокладки розводок всередині будівель і зовнішніх трас. Можливо їх застосування на трубних з'єднаннях підвищеного тиску і при низьких температурах навколишнього повітря.
- ПВХ використовуються з метою зниження собівартості ремонту.
- Металопластикові - найпрактичніші вироби, терміном корисного використання понад 50 років. Ідеальний варіант для заміни гарячого водопостачання.
Широке застосування цього матеріалу обумовлено рядом причин. Позитивні властивості таких конструкцій на відміну від металевих:
- Тривалий термін експлуатації.
- Низька коррозівного.
- Простота установки.
- Не потребує особливих навичок.
- Екологічно чистий матеріал.
- Економічні і доступні в застосуванні.
- Легкі і зручні при транспортуванні.
- Не піддаються шкідливому впливу мікроорганізмів.
Ваш водопровід

муфтова збірка

Поліетиленові моделі монтуються спайні методом або за допомогою муфт / фітингів (муфтова збірка). Як паяти пластикові труби для водопроводу?
Для проведення нових мереж водопостачання підійдуть вироби з ПВХ та поліетилену без армування і посилення. Підготовка вимагає створити схему майбутнього водопостачання з позначенням довжин гілок, його положенням і всіх необхідних для установки конструкції фітингів. Правильний розрахунок довжин і числа загинів дозволить спростити технологію, збільшити швидкість виконання завдання і не допустити переробок.

паяльник

Труборіз
Для паяння поліетиленових з'єднань знадобитися:
- Паяльник.
- Труборіз
- Торцеватели для різання труб і зрізання кромки відрізаних решт.
- Мелконаждачная папір для зачистки країв
- Муфта сполучна (якщо муфтова збірка)
Нагрівальний прилад являє собою спеціальний пристрій з підошвою з кріпленням до неї особливих насадок різного діаметру. Існують прилади, в комплект яких входять від двох і більше насадок одночасно.
Етапи технології прокладки гідрокоммунікацій розкажуть, як навчитися паяти:
- Відміряємо рулеткою потрібну довжину.
- Відрізаємо труборізом отмеренную довжину.
- Заторцовиваем відрізані кінці. Це важливий етап при паянні. Зрізи повинні бути гладко відшліфовані і зачищені. Для більшої впевненості можна додатково знежирити спиртовим розчином.
- Споює кінці. Якщо при установці мереж життєзабезпечення використовується муфтове з'єднання, тоді на один кінець будови встановлюємо муфту / фітінг і прогріваємо разом з майбутньою обраткой в насадці потрібного діаметра паяльника. Після прогріву кінці негайно з'єднуємо і чекаємо повного охолодження збірки. Про якість зварювання свідчить наявність буртика.
Увага! При монтажі тепло- і водопостачання спайні швом категорично не допускається падання води або вологи в порожнину або на поверхню. При нагріванні вода, перетворюючись на пару, деформує пластикову структуру, в результаті чого вона втрачає свою міцність.
На що звернути увагу
Температурні режими для спайки описуються в інструкціях до інструменту. На сучасних виробах встановлено автоматичний режим нагріву в залежності від розміру монтируемой мережі і глибини зварювання. На попередніх марках силу нагріву підбирали вручну.
При якій температурі паяти пластикові труби? При спайці поліетиленових стояків встановлюємо температурний регулятор в районі 220 ° С, для поліпропіленових - 260 ° С. На механізмі нагріву є індикатор, який показує готовність приладу до використання. Індикатор горить тільки в режимі нагріву.
Тривалість паяння залежить від окружного радіуса трубопроводу, і може становити від 5 до 40 сек. Не слід перегрівати кінці. Це може викликати утворення закупорки в місці спайки.
Якщо потрібно провести монтаж водоподачи одного розміру, то не слід переплачувати за кількість насадок і наявність температурного механізму.
Якщо планується великий обсяг виробництва тривалого характеру із застосуванням мереж різних розмірів по колу, то набуваємо універсальний прилад для з'єднання з останніми технічними можливостями і характеристиками.
нюанси пайки
Знати технологію приєднання автономних комунікацій мало. Для якісної установки потрібно знати ряд особливостей прокладки і пайки житлових гілок. Як правильно паяти пластикові труби? Щоб забезпечити професійну збірку технологічних будівель необхідно пам'ятати деякі нюанси з'єднання:
- Для проведення паяльною збірки передбачено час розігріву. Це час становить від 5 до 20 хв.
- Виробництво внутрішньобудинкового життєзабезпечення слід проводити при температурі вище нуля.
- Після спайки кінців потрібно не допускати їх прокручування або переміщення, досить плавно виключити перекоси. Необхідно дати їм охолонути. Прокручування спайні шва може в майбутньому призвести до протікання. Для охолодження потрібно стільки ж часу, що для її пайки.
- Необхідна потужність паяльного інструменту - 1200 Вт.
- Домашні паяльники призначені для пайки розводок діаметром до 32 см. Якщо знадобитися збірка виробів великого діаметра, то набуваємо професійне пристрій для споювання.
- Між краєм трубопроводу і внутрішнім різьбленням фитинга не повинно бути зазорів. Зазори можуть дати протікання при високому тиску води. Надмірне зусилля при стисканні елементів може привести до зменшення просвіту в порожнині і погіршити роботу всієї конструкції.
- Видаляти залишки матеріалу з насадок слід після кожної виробленої паки. Так як насадки мають спеціальне покриття, прибирати нагар слід дерев'яним пристосуванням, щоб не пошкодити цілісність поверхні. Подряпини на поверхні насадки погіршать технологічні характеристики приладу і приведуть його в непридатність для подальшої експлуатації.
Думаєте, як зробити опалення?

Монтаж теплопостачання має низку складнощів. Пристрій опалювальних моделей може проводитися в приміщеннях з низькими температурами, що ускладнює процес пайки. Для Теплопостачання розробляють системи в залежності від температури подається в систему води і робочого тиску. Застосування пластика в будівництві дозволило збільшити продуктивність, і зменшити витрати на необхідний матеріал.
Труби для опалення армуються скловолокном, що робить цей матеріал міцним і довговічним.
Охорона здоров'я та умови праці
При виконанні робіт, пов'язаних з нагріванням стиків теплотраси виконуємо правила техніки безпеки, щоб виключити отримання травм і опіків:
- Паяємо в спеціальних захисних рукавичках.
- Стежимо за чистотою підлоги в приміщенні. Бруд негативно вплине на якість зварювання і зовнішній вигляд всієї конструкції.
- Паяльник встановлюється на рівну горизонтальну поверхню.
- Приступати до роботи необхідно після повного розігріву пристосування, після відключення індикатора готовності до роботи.
- Пальник не вимикається з електричної мережі протягом усього монтажу.
Паяти пластикові труби своїми руками нескладно. Процес пайки не вимагає наявність професійних навичок або досвіду. Змонтувати мережі життєзабезпечення у власному будинку може кожен. Обов'язковий склад необхідного інструменту включає в себе тільки паяльне пристрій. Решта допоміжні інструменти можна замінити підручними засобами, труборіз - гострим ножем. Трубопровід з поліетиленових конструкцій і ПВХ - надійна, довговічна і екологічно чиста система для подачі води і опалення.
Рекомендуємо відео: Секрети монтажу поліпропіленових труб
Корисна інформація?
Сучасному ринку сантехнічної продукції радує споживачів можливістю вибору найбільш відповідного варіанту, але одночасно вимагає знань про властивості матеріалів і способах їх монтажу. Якість трубопроводу багато в чому залежить від якості з'єднання окремих елементів, найнадійнішим, міцним, герметичним з яких є пайка.
Пайка труб з міді справа не проста, вам знадобиться спеціальний інструментПайка труб з міді
Мідь - недешевий метал, але трубопровід з неї має конкурентними перевагами, що дозволяють залишатися мідним системам на піку попиту. Грамотно проведена з міді забезпечить довгий і безпроблемний термін служби водопровідної розводки протягом усього терміну експлуатації будинку, що перевищує піввіковий період. Практичність обробки таких виробів полягає в простоті процесу пайки - вона низькотемпературна, легко проводиться в побутових умовах при наявності газового пальника або електропаяльника.
Набір інструментів
Повний набір використовуваних в процесі інструментів, пристосувань і матеріалів для процедури паяння наступний:
- засоби для розширення, відрізання і зачистки труб: розширювач, труборіз або болгарка з найтоншим диском, Фаскознімачі, шліфувальна шкурка, металева щітка;
- інструмент для нагріву металу і розплавлення припою: пальник газовий або електричний паяльник на 250 Вт;
- матеріали, за допомогою яких відбувається з'єднання: флюс і припій зі сплаву олова з міддю, сурмою, сріблом або іншими добавками;
- допоміжні матеріали - серветки для прибирання надлишків флюсу, підставки, рукавички, вимірювальний і маркувальний інструмент.
Мідні трубки з'єднаються без фітингів - край однієї розширюється за допомогою труборасшірітеля, в неї вставляється інший відрізок. З'єднання нагрівається, а шов заливається розплавленим олов'яним припоєм - виходить надійний герметичний стик, здатний витримати досить великий тиск і високі температури. Правильно паяти труби з міді можна, розібравшись з принципами процесу, що відбувається:
- після нарізування трубок перед їх паянням кінці ретельно зачищаються - забираються всі задирки, а край шліфується до яскраво-жовтого кольору. Це потрібно робити, щоб прибрати з міді оксиди, що перешкоджають пайку;
- після зачистки покривається спеціальним складом - флюсом, який видаляє кисень, запобігаючи окислення при зварюванні, допомагає розплавленого припою проникнути глибоко в стик;
- покриті флюсом відрізки надягають один на інший і нагріваються за допомогою пальника або паяльника. Технологія пайки паяльником в цьому випадку відрізняється від роботи пальником тільки відсутністю відкритого полум'я;
- до нагрітої поверхні під полум'я підноситься припій - олово розплавляється, затягується в стик, рівномірно розтікаючись по колу з'єднання;
- після охолодження надлишки олова відваляться самі, а шов буде герметично запаяний.
Порада. У побуті виникає необхідність з'єднати алюмінієві трубки, які складніше в обробці, ніж мідь. Для цього буде потрібно алюмінієвий припій і обладнання для пайки алюмінію - пальник, здатна нагріти метал до 400 ° C. Специфіка процедури в тому, що флюс не використовується, а припій не вводять в полум'я, а прикладають на стик: він плавиться від зіткнення з розпеченим металом.
Пайка труб з поліпропілену ПВХ (пластика)
Полімерні вироби паяются при більш низьких температурах, ніж метал. Вони бояться відкритого полум'я, тому для зварювання використовуються спеціальні електричні паяльники, звані зварювальними апаратами.
Технологія зварювання виробів з поліпропілену (PP) принципово відрізняється від роботи з мідними. З'єднання металевих ділянок є вставку одного відрізка в інший, а потім герметизацію шва за допомогою наплава з більш м'якого металу. У разі поліпропілену відбувається розплавлення обох відрізків, їх змішання, повне проникнення один в інший, а при застиганні - нерознімне однорідне з'єднання. Така зварювання отримала назву дифузійної від латинського слова дифузії, що означає змішання. Паяти пропіленові труби - означає виконати три дії:
- розплавити кінці відрізків до м'якого стану;
- з'єднати один з одним без зайвих поворотів;
- дочекатися остигання - в результаті утворюється однорідний нероз'ємний ділянку.
Пайка труб для опалення і водопроводу в домашніх умовах
Завдяки простоті процедури своїми руками проводиться в домашніх умовах. Для цього необхідно придбати:
- зварювальний апарат електричний для зварювання поліпропілену;
- насадки до апарата (входять в комплект до апарату);
- торцеватели;
- фітинги;
- допоміжні пристрої: маркер, ніж, рулетка.
Пайка пропіленових труб своїми руками полягає в послідовному виконанні наступних операцій:
- Нарізати труби за заздалегідь визначеними розмірами, при необхідності підготувати фітинги.
- Пріторцевать кінці - зняти зверху 1-1,5 мм захисного шару. Це можна зробити за допомогою торцеватели або шліфуванням наждаковим папером.
- Підготувати зварювальний апарат - оснастити його насадками по діаметру труб і включити в мережу. Поліпропілен плавиться при температурі 250 ° C. На апараті є температурне реле і індикатор нагріву. При досягненні потрібної температури пристрій подає звуковий або світловий сигнал про готовність до процесу зварювання.
- Вставити трубу і фітінг до відповідних насадки і витримати час строго по інструкції, не допускаючи ні перегріву, ні недогріву.
- Зняти з насадок нагріті деталі, потім паяти, вставивши один елемент в інший. На цьому етапі дії повинні бути впевнені і чіткі - забороняється рухати елементи вперед-назад або обертати по осі.
- Дати поліпропілену охолонути - залишити конструкцію на деякий час без механічних впливів.
- Перевірити з'єднання візуально на наявність дефектів: якщо технологія дотримана, шов вийде однорідним і міцним.
Правильна пайка великих труб з поліетилену ПНД при нормальній температурі
Вони бувають двох видів:
- маломіцні - виготовляються під високим тиском і набувають низьку щільність;
- високоміцні (ПНД) - виготовляються під низьким тиском, але набувають високу щільність.
Інша назва високоміцних поліетиленових труб - ПНД розшифровується як поліетилен низького тиску. Слова «низький тиск» в назві означають, в яких умовах проводилися вироби і не мають відношення до сфери застосування. Поліетилен низького тиску (ПНД) застосовується в умовах високого тиску і температур - в магістральних газо- або водопроводах. Правильно паяти поліпропіленові труби - це не просте завдання.
Оскільки ПНД вироби випускаються у великій різноманітності діаметрів (20 мм до 1 м 20 см) і товщини стінок, то існує не один метод їх з'єднання і безліч видів обладнання для пайки поліетиленових труб. Зварювання поліетиленових труб проводиться одним з наступних методів:
- встик (або стикова);
- розтрубна;
- електромуфтове.
Сварка пе труб встик в промислових умовах проводиться дорогим і громіздким агрегатом з механічним або гідравлічним приводом. У комплект апарату входять напрямні для центрування, торцеватели для рівною обрізки стикуються країв, нагрівальний елемент, приводи і таймери. Сама по собі технологія встик проста, але вживане обладнання недешево: ціна зварювального апарату для пнд труб в середньому становить 250 тисяч рублів, і близько 50 тисяч коштує окремий нагрівальний елемент.
Схема пайки поліетиленових труб паяльником в важкодоступних місцях
Пайка поліетиленових труб відбувається за такою схемою:
- з'єднуються вироби вставляються в верстат для зварювання труб пнд, центруються;
- між ними вставляється автоматичний торцеватели, який рівномірно обрізає ПНД, знімаючи стружку;
- протилежні кінці стикуються, проводиться візуальний контроль співвісності і щільності прилягання країв;
- зварюються кінці обезжирюються, між ними встановлюється нагрівальний елемент;
- відбувається нагрів і оплавлення торців при заданій температурі протягом певного часу;
- нагрівальний елемент видаляється, а з'єднання остигає протягом заданого таймером періоду;
- виходить міцне з'єднання, яке не впливає на гнучкість трубопроводу.
Домашніх умовах відбувається за таким же принципом, але пристосування використовуються більш прості - паяльник для поліетиленових труб. Коштує від 30 тисяч рублів, являє собою зварювальне дзеркало, покрите тефлоном і здатне витримувати високі температури - до 300 ° C.
Параметри зварювання поліетиленових труб встик: температура, час нагрівання і охолодження - залежать від діаметра і товщини стінок, вони виставляються зварниками за спеціальною таблицею. Щоб не допустити помилок в багатьох апаратах настройка параметрів відбувається автоматично.
Електромуфтове зварювання труб пнд відноситься до категорії промислових і полягає в расплавлении ділянки трубопроводу під муфтою, на яку подається електрострум, а температура підвищується. Електромуфти для поліетиленових труб споживають велику кількість електроенергії при роботі і вважаються більш витратними, але вони виручають в випадках, коли неможливо використовувати апарат з великими габаритами. Їх можна використовувати вдома.
Пайка труб з армованого полівінілхлориду
Паяти можна використовуючи той же апарат, який застосовується для зварювання поліпропіленових аналогів. Стінки у ПВХ-виробів більш товсті і жорсткі, тому для їх з'єднання обов'язково потрібні фітинги. Температура плавлення у них нижче, тому цей вид не використовується для гарячого водопостачання - стінки трубопроводу деформуються під дією високих температур. Пайка проводитися електрозварювальних апаратом з насадками, на яких розплавляються кінці з'єднуються виробів. Щоб правильно паяти труби пвх, потрібно зробити кілька дій:
- краю зачистити;
- армування, якщо воно є, зняти;
- температуру плавлення виставити не більше 200 ° C.
Інструменти, пристосування, послідовність дій такі ж, як і при роботі з поліпропіленовими зразками.
ПОДИВИТИСЬ ВІДЕО
Поліпропіленові, поліетиленові або ПВХ труби в побуті частіше називають одним загальним словом пластик, а принципи їх сполуки мають багато спільного. Правильно паяти труби вміє не кожен, але навчитися може кожен.
Труби на основі пластиків є відмінною заміною сталевим, бетонним і іншим в будівництві каналізаційних і газопровідних магістралей. Для отримання якісної нероз'ємною транспортної системи застосовується пайка поліетиленових труб.
Зазвичай пайка здійснюється стикових або електромуфтового способом. В обох технологіях лежить загальний фізичний принцип. Він заснований на дії взаємопроникнення молекул, з двох поверхонь, що з'єднуються виробів ПЕ або ПВХ. Однак є і ряд суттєвих відмінностей між цими двома технологіями. Щоб ширше розкрити всі особливості стикового і електромуфтового зварювання, розглянемо їх окремо.
Технологія пайки труб з поліетилену встик
Стикова пайка найбільш затребувана при монтажі напірних трубопроводів, каналізації і газопроводів. Щоб зварні з'єднання відповідали міцності, на попередньому етапі слід виконати умови стикування зварних елементів:
- монтаж труб можна проводити, якщо вони виготовлені з одного і того ж матеріалу;
- зварюються труби повинні мати рівні та чисті торцеві поверхні;
- пайка здійснюється при строгій співвісності ПЕ труб із застосуванням центратору.
Переходячи безпосередньо до зварювання, потрібно враховувати температурний режим процесу. На цьому етапі монтажних робіт приймається до уваги ту обставину, що поліетилен, ПВХ, а також інші аналогічні пластмаси мають значну ступінь лінійного і об'ємного розширення при нагріванні. Швидкий розігрів призводить до нерівномірного розподілу температури з утворенням великих перепадів тиску в сусідніх точках зони з'єднання, що може викликати небажані концентрації напруги всередині шва. Подальша технологія пайки ПЕ труб зводиться до наступних операцій:
- За допомогою нагрівального елементу, який встановлюється між зварюються трубами, торці починають розігріватися з урахуванням заданого температурного режиму: труби ПНД - до 220 ° С, ПВД - до 200 ° С. Торці до нагрівача підводяться в ручну. Потім, використовуючи гідрозажім, забезпечується надійне прилягання їх до термоелемента під тиском 0,6-0,8 кгс / см².
- Витримавши необхідний час, труби розводять в сторони, нагрівач прибирають, а торці труб з'єднують під тиском 1,0- 2,0 кгс / см² в залежності від марки поліетилену.
- Остання операція - охолодження шва, відбувається природним шляхом при витримці тиску протягом певного часу.
- В кінці технологією виробляється контроль міцності зварного з'єднання, його розміру і конфігурації грата. Після вилучення труби з затискачів шов маркують, привласнюючи йому порядковий номер.
Протягом всього процесу постійно контролюється за тиском і часу. Зміна і звірка цих параметрів відбувається згідно циклограмме.

Електро-фузіонних способом використовується тоді, коли труби мають різну товщину стінок. Сфера застосування: низьконапірні трубопроводи (дренаж, самопливна каналізація), врізка в уже прокладений трубопровід, ремонт і заміна елементів. Головна відмінність муфтового з'єднання від стикового - це більш якісна пайка труб при істотній різниці їх діаметрів.
Інша перевага такої пайки складається в швидкості, простоті роботи і можливості проводити їх на невеликих ділянках. Принцип зварювання з використанням електромуфт полягає в расплавлении торців труб заставної металевою спіраллю, а технологія цього процесу виглядає так:
- торці ПНД або ПВД труб очищаються від бруду і обезжирюються;
- на один з кінців труби надівається електромуфти і затискається за допомогою позиционера;
- після суміщення торців труб муфта зміщується назад таким чином, щоб місце стику довелося рівно на її середину;
- на клеми електромуфти подається робоча напруга, процес нагрівання здійснюється в автоматичному режимі;
- пайка вважається закінченою за показаннями отворів фитинга, з яких повинен з'явитися розплавлений поліетилен;
- охолодження шва повинно проходити без примусового охолодження в стані повної нерухомості.
Пластикові труби ПЕ і ПВХ впевнено витісняють металеві в побуті та промисловості. Відбувається це в силу того, що вони часто перевершують останні по таким характеристикам, як хімічна інертність матеріалу, відносно легкий монтаж, простота в обслуговуванні, незначні місцеві опори в магістралі, великий гарантійний термін служби (до 50 років). Що стосується технології, слід зауважити, що пайка ПЕ труб передбачає значну ступінь культури монтажних робіт і добре знання предмета. Вирішити це питання можна за рахунок підготовки фахівців на базі профільних навчальних закладів.
Труби, виготовлені з поліетилену ПНД, використовуються практично у всіх сучасних комунікаційних системах, починаючи з подачі води і закінчуючи газопроводами і каналами для протягання кабелю. Вони міцні, еластичні і зносостійкі. Правильний монтаж трубопровідної системи з поліетилену забезпечить її надійність навіть в місцях стиків трубних відрізків, а знання того, як з'єднати труби ПНД своїми руками, заощадить кошти на їх установку.
Види трубопровідних систем з ПНД
З поліетилену низького тиску виготовляють труби різного призначення, які йдуть на монтаж наступних систем:
- водопровідних,
- газових,
- каналізаційних,
- дренажних,
- Обсадних для пристрою водяних свердловин,
- Ізоляційних для силового або зв'язкового кабелю.
ВАЖЛИВО! Труба ПНД може використовуватися як для внутрішніх комунікацій, так і для пристрою зовнішніх магістралей на відкритих місцях і під землею.
Установка труби в систему
Труби ПНД випускаються мірними відрізками стандартної довжини - по 6 і по 12 метрів, а також в бухтах або котушках великої довжини - по 100-500 метрів. В процесі їх установки в систему в конкретному приміщенні обов'язково потрібно виконання наступних операцій:
- Розпил (розріз) поліетиленових труб під пайку або фітингових з'єднання. Ця операція повинна проводитися дуже акуратно, щоб зріз вийшов максимально рівний, без тріщин і задирок, перпендикулярний до поверхні труби. Такий розріз може проводитися за допомогою:
- Ручного або електричного труборіза, які справляються з трубами діаметром від 15-ти до 30-ти мм,
- Кругового різака для побутових труб діаметрами від 15-ти до 160-ти мм,
- Так званої «трубної гільйотини», використовуваної для створення якісного розрізу труби від 63-х до 350-ти мм діаметром,
- Стрічкової пилки, що є найбільш дорогим професійним інструментом і здатною створювати чисті і рівні зрізи труб діаметром до 1600 мм.
- Розпрямлення кілець бухти в прямі відрізки потрібно при покупці великого метражу труби. Складність полягає в тому, що при випрямленні труби можна ненавмисно пошкодити її. Тут потрібно згадати, що матеріал труби - ПНД, який є термопластичних полімером. Тому для невеликої зміни форми досить недовго потримати вироби в теплому місці (в опалювальному приміщенні, на сонці) або обдати їх гарячою водою. Після цього вони будуть легко гнутися.
- Освіта кута за допомогою згинання прямих відрізків. У цьому випадку буде потрібно більший прогрів певної ділянки, ніж при розпрямленні дуги. Для цього використовують нагрівання тієї ж гарячою водою, будівельним феном або простий газовим пальником.
УВАГА! Для згину труби ПНД нагрівати її слід дуже обережно, так як при малому прогріванні вона може зламатися на згині, а надто висока температура може пошкодити її.
способи з'єднань
Способи з'єднання поліетиленових труб можна розділити на дві основні групи: монтаж за допомогою додаткових деталей (муфт і фітингів) і пряма зварювання стиків.
Сварка
Зварювальні шви забезпечують найбільш міцне нероз'ємне з'єднання з повною герметизацією стиків, що витримує навантаження, аналогічні цільним поверхонь. Пайка застосовується до труб, діаметр яких перевищує 50 мм, і вимагає наявності спеціального зварювального апарату.
Сварка відрізків труби ПНД може проводитися:
- Встик. У цьому випадку потрібна особлива рівність зрізів і зміщення їх відносно один одного не більше ніж на 10% від товщини стінок труби. Робота проходить послідовно:
- Зрізи труб очищаються від всіх забруднень і обезжирюються (напр., Спиртом або іншими речовинами),
- Обидва торця нагріваються до в'язкості полімеру,
- Відрізки труби з'єднуються із застосуванням тиску і фіксуються нерухомо до повного охолодження. При цьому потрібно стежити, щоб шов виходив рівним, без западин і виступів для гарантії його надійності.
- Із застосуванням електрозварні муфти. Тут також буде потрібно апарат для роботи з такими муфтами, які мають вбудовану спіраль і можуть швидко плавитися при її нагріві:
- Очищені і знежирені кінці труби закріплюються в муфті,
- Клеми апарату приєднуються до виходів спіралі до початку її розплаву,
- Труба фіксується до повного охолодження.
Як це робиться дивіться на відео.
ВАЖЛИВО! Зварні муфти зазвичай застосовуються у важкодоступних місцях, де проста зварювання скрутна: при створенні врізок або ремонті вже змонтованих систем, в колодязях і т.п.
монтаж
Під прямим монтажем мають на увазі створення роз'ємних з'єднань за допомогою фітингів всіх наявних видів: муфтових, кутових відводів, трійників, розвідних на 4 відрізки і т.п. Такі сполуки зазвичай здійснюють в системах, де не потрібно суперміцності монтованих стиків, або на ділянках, де може знадобитися демонтаж і реконструкція (наприклад, в приватному будинку для підключення зовнішньої зрошувальної системи на літній період).
Бессварочного монтаж може проводитися такими способами:
- З'єднання труб за допомогою влаштованих на них розтрубів, оснащених кільцями ущільнювачів, для якого досить просто приставити відповідні елементи труб один до одного і добре притиснути.
- Фітингових з'єднання компресійними елементами проходить в кілька етапів:
- на зріз труби натягується притискна гайка;
- труба надаватися на штуцер фітинга щільно до упору;
- притискна гайка закручується за допомогою ключів.
Статті по темі















