
Cevi za spajkanje polietilena segajo do konca in uporabljajo električno sklopko
Danes se izdelki iz polimernih materialov uporabljajo na mnogih področjih našega življenja in industrije. Posebej priljubljen pa je polietilen z nizkim tlakom. Ta material odlikuje njegova trajnost in vzdržljivost, zahvaljujoč nizki specifični teži je enostaven za namestitev. Cevi iz polietilena pogosto tvorijo cevovode za različne namene. Varjenje izdelkov HDPE se izvaja za povezavo posameznih praznih delov. V tem članku bomo govorili o sortah in značilnostih varilnih cevi iz HDPE.
Vrste povezav
Za priključitev cevi iz polietilena se lahko uporabijo naslednje metode:
- Vtični priključki. Za izvedbo takega priklopa praznih delov iz HDPE bodo potrebne jeklene prirobnice. Glavna značilnost tega načela priklopa je, da se med delovanjem razstavi cevovod.
- Ne-odstranljivo. V tem primeru razstavljanje sporočil ne bo delovalo. Za takšno povezavo je treba zavariti varjene. Za to lahko uporabite eno od naslednjih metod:
- zapletno varjenje polietilenskih gredic;
- varjenje izdelkov iz HDPE s pomočjo sklopk.
Za montažo cevovodov iz elementov velikega premera se uporabljajo termorezistentni elementi ali varjenje. Pri uporabi obeh dobimo zanesljivo monolitno povezavo.
Zaščitno varjenje izdelkov HDPE

Zaščitno varjenje cevi iz HDPE zahteva uporabo varilne opreme. Ker se pri varjenju ne uporabljajo dodatni deli, je postopek namestitve veliko enostavnejši. Na ta način se lahko varijo samo prazni deli iz HDPE.
Pozor: kakovostno obločno varjenje izdelkov iz HDPE bo pridobljeno le pod pogojem, da se bo izvedlo z enim samim šivom. Zaradi tega bo trajnost združevanja delov, ki jih je treba priključiti, maksimalna.
Varjenje cevi iz polietilenskega lateksa je najučinkovitejša in vsestranskostna tehnologija, saj se istočasno ohrani fleksibilnost materiala skozi cevovod. Ta metoda se lahko uporablja ne glede na vrsto uporabljenega polaganja cevi (rov, brez čepov ali odprtega).
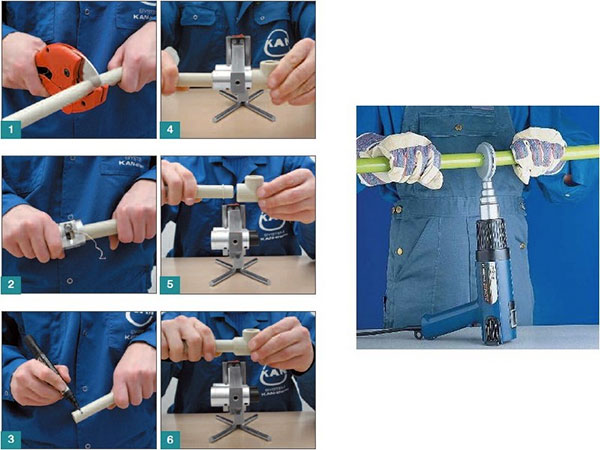
Spajkanje cevi iz polietilena poteka po naslednjem vrstnem redu:
- Za začetek je potrebno v centralizatorju varilne naprave namestiti konce praznih blazin.
- Ko so deli poravnani in pritrjeni, uporabite bombažno volno in alkohol, da očistite konce prahu, umazanije in masti.
- Nato se konci, ki se varijo, obdelujejo s pomočjo naprave za taljenje. Končna obrezovanje se ustavi, ko se začnejo oblikovati enotni čipi z debelino največ 0,5 mm. Zdaj obdelovanec lahko izvlečemo in preverimo z ročno vzporednostjo koncev.
- Če med varjenimi površinami obstaja nesprejemljiva reža, je treba ponoviti postopek obrezovanja.
- Po tem se izvede spajkanje cevi. Če želite to narediti, s pomočjo grelnega elementa s prevleko brez paličic, se konci obdelovancev segrejejo na želeno temperaturo.
- Ko se konci zadosti stopijo, se varjeni proizvodi vzrejajo in odstranimo tudi grelni element iz varilnega območja.
- Po tem se lahko varjeni konci zaprejo in tlak objemke poveča, dokler ne doseže zahtevane vrednosti.
- Varjeni šiv je treba vzdrževati pod tlakom za določeno časovno obdobje.
- Po tem se preverja kakovost varjenja. Če želite to narediti, ocenite videz rešetke, širine in višine.
Mufno varjenje praznih delov iz HDPE

Varjenje cevi HDPE z mufno metodo izvajamo s pomočjo posebne varilne enote, imenovane spajkalno železo, in kompletom posebnih šob, ki se lahko razlikujejo po premeru. Velikost šobe je izbrana glede na premer varjenih polietilenskih cevi.
Spajkanje spajkanja cevovodov iz HDPE se izvaja z uporabo pribora. Konfiguracija teh izdelkov je lahko drugačna. Lahko so v obliki kotičkov, čevljev ali sklopk. S to metodo spajkanja so konci praznih in fitingov varjeni.
Pomembno: glavna prednost priklopnega varjenja je, da se lahko izvaja na težko dostopnih mestih, kjer je aksialni premik praznih delov težek.
Segrevanje polietilenskih delov se izvede tako, da kontaktira obdelovanca z ogrevanim kovinskim delom varilne enote. Sestavljen je iz dveh vrtljivih delov:
- kladivo segreje notranjo površino okovja;
- grelna cev se vstavi v cev.
Če želite to šobo namestiti v luknjo spajkalne enote, je treba rokav in vreteno sukati skupaj.
Spajkanje cevi iz polietilena z mufno metodo vključuje naslednje pripravljalne ukrepe:
- Posamezne obdelovance je treba razrezati s posebnimi škarjami do želene velikosti. Zagotoviti je treba, da je rez strogo pravokoten na vzdolžno os izdelka.
- Pred spajkanjem je treba očistiti konce praznih blazin.
- Da bi preprečili nezaželeno hlajenje med postopkom varjenja, so konci cevi, ki trenutno niso priključeni, zaprti z vtikači.
- Po tem je potrebno očistiti površino šobe za varjenje iz delcev materiala, ki bi lahko ostali po prejšnjem delu.
Zdaj lahko nadaljujete do samega procesa varjenja, ki se izvaja v tem zaporedju:
- Prvič, šobo je treba segreti na temperaturo varjenja. Ko vrednost doseže zahtevano raven, se bo pokazal znak na telesu spajkalnika.
- Po tem je treba cev HDPE vstaviti v rokav, dokler se ne ustavi. Po drugi strani se pritrdi na trn, kolikor bo šel. Ker so premeri nekoliko drugačni, bodo za izvajanje postopka potrebni nekateri napori.
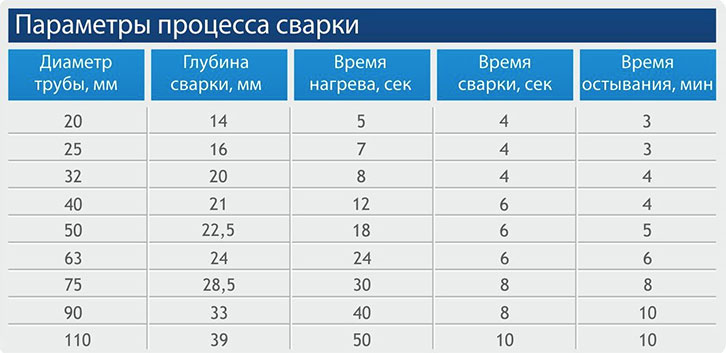
- Izberemo čas varjenja cevi po posebnih tabelah, kjer je ta indeks označen za izdelke različnih premerov.
- Med vstavljanjem cevastega elementa in pritrditvijo okovja se presežni material s površine predoblikov raztalji in ekstrudira navzven. Kot rezultat, se ob robu varjenih elementov tvori obročasti valj.
- Pritisk pri vstavljanju delov je treba ustaviti v trenutku, ko obdelovanec in priključek dosežejo zaustavitev. Zelo pomembno je, da izpolnite ta pogoj, ker v nasprotnem primeru povezava ne bo dovolj močna. Ker je težko natančno določiti globino potopitve obdelovanca, je potrebno to vrednost izmeriti vnaprej in označiti cev.
- Nato odstranite varjene obdelovance iz šobe. Po tem namestite cev v priključek tako, da je trdno nameščen v obročnem valjčku. Pustite, da se priključene komponente ohladijo. V tem primeru jih ne obračajte in jih izpostavite različnim mehanskim vplivom.
Varjenje z elektrofuzijo

Za takšno povezavo je potrebna posebna električna sklopka, v katero so vgrajeni vgrajeni grelni elementi. Če primerjate ta varjenje z ruto, bo to stalo več zaradi potrebe po nakupu dragih električnih sklopk.
Vendar ima ta tehnika svoje prednosti:
- Ker na notranji površini cevi ni reže, se prepustnost cevovoda ne zmanjša.
- Ta način varjenja je primeren za uporabo v omejenem prostoru, kjer ne morete namestiti celotnega varjenega agregata.
Za povezavo dveh odsekov s pravokotnim odsekom cevovoda uporabite običajne električne spojke. Vendar pa je v nekaterih primerih morda potrebno uporabiti elektrofuzijske čevlje in zavore sedla. Za izvedbo dela boste potrebovali elektrofuzijsko enoto za varjenje.
Postopek varjenja se izvaja z uporabo polietilenskega varjenega pribora. To je poseben izdelek z vgrajenimi spiralami, ki služijo kot grelni elementi. Hkrati se del materiala okovja, ki se stopi z ogrevano spiralo, poveže s polimernim materialom obdelovanca, ki tvori trdno monolitno cevovod. Mimogrede, spirala ostane v prejetem šivu za vedno.
Pomembno: tehnologija elektrofuzije omogoča pridobivanje spojine visoke trdnosti. Vendar se zaradi visokih stroškov te metode uporablja pri namestitvi tlačnih komunikacij za prevoz plina in naftnih derivatov.
Varilne električne sklopke se izvajajo v naslednjem zaporedju:
- S pomočjo posebne rezalne opreme se cevi razrežejo na kose pravilne velikosti.
- Nato je treba bloke očistiti iz umazanije in razmasti na mestu varjenja. Enako obdelavo je treba izpostaviti električni sklopki.
- Potem se na cevnih elementih naredijo oznake, ki omogočajo nadzor globine vstavljanja cevi v sklopko.
- Da bi preprečili neželeno hlajenje elementov med varjenjem, so prosti konci cevi prigušeni.
- Z uporabo posebnih žic je varilna enota priključena na električno sklopko, pritisnemo gumb za zagon.
- Po določenem času se bo enota samodejno izklopila, kar pomeni dokončanje varjenja.
- Tako dobljene spojine je mogoče uporabiti le po uri.
Pozor: glavni pogoj za pridobitev kakovostnega zvarova je nepremostljivost delov v procesu varjenja in hlajenja.
Na pridobljenih zvarjenih sklepih veljajo naslednje zahteve:
- Obročast krog zvarjenega šiva mora prekrivati oznako na obdelovancu pred varjenjem.
- Dovoljeno premikanje cevnih segmentov glede na druge ni več kot 10% debeline sten HDPE elementa.
- Če debelina sten varjenega obdelovanca ni večja od 5 mm, mora biti višina valja za kvalitativni zvara približno 2,5 mm. V primeru varilnih cevi s debelino stene 6-20 mm je višina valja večja od 5 mm.
Pri izbiri načina varjenja pragov iz HDPE je potrebno upoštevati pogoje delovanja inženirskih pripomočkov, ki se namestijo. Le ob upoštevanju tega dejavnika je mogoče opraviti zanesljiv in visokokakovosten plinovod, ki bo učinkovito deloval ves čas dodeljen nanjo.
Razpon gradbenih proizvodov vsako leto narašča. Na trgu so sodobni materiali, ki olajšajo gradnjo in povečujejo produktivnost delavcev. Potrošniki običajno uporabljajo cevovode z dolgo življenjsko dobo pri načrtovanju notranjih sistemov v domovih. Primerna alternativa, ki ustreza zahtevam potrošnikov, je podružnica notranjih komunikacij iz plastike. Kako spajkati plastične cevi?
Druga prednost takih tehnologij je pojav sposobnosti samostojnega popravljanja ali zamenjave omrežij za oskrbo z vodo in ogrevanje. Kako spajkati plastične cevi za oskrbo z vodo?
Oglejmo si tipe

Kovinska plastika

Polietilen
Takšna sporočila so razdeljena na podvrste:
- Polietilen - se uporablja za polaganje jelenov znotraj zgradb in zunanjih poti. Možno jih je uporabljati pri visokotlačnih cevnih priključkih in pri nizkih temperaturah okolice.
- PVC se uporablja za zmanjšanje stroškov popravil.
- Metal-plastika - najbolj praktičnih izdelkov, življenjsko dobo več kot 50 let. Idealen za zamenjavo tople vode.
Široka uporaba tega gradiva je zaradi več razlogov. Pozitivne lastnosti takih struktur v nasprotju s kovinskimi:
- Dolga življenjska doba.
- Nizka korozija.
- Enostavna namestitev.
- Ne potrebuje posebnih veščin.
- Okolju prijazen material.
- Ekonomičen in dostopen v uporabi.
- Lahka in enostavna za prevoz.
- Ni dovzeten za škodljive učinke mikroorganizmov.
Vaš sistem oskrbe z vodo

Sklopni sklop

Modeli polietilena se montirajo s konico ali s pomočjo spojnic / okovja (sklopni sklop). Kako spajkati plastične cevi za oskrbo z vodo?
Za vodenje novih vodovodnih omrežij so PVC in polietilenski izdelki primerni brez ojačitve in ojačitve. Priprava zahteva vzpostavitev sheme prihodnje oskrbe z vodo z navedbo dolžin podružnic, njegovega položaja in vseh potrebnih priključkov za vgradnjo. Pravilni izračun dolžin in števila ovinkov bo poenostavil tehnologijo, povečal hitrost opravila in preprečil ponovno obdelavo.

Spajkalnik

Truborez
Za spajkanje polietilenske povezave potrebujete:
- Spajkalnik.
- Truborez
- Trimer za rezanje cevi in rezalne robove rezanih koncev.
- Papir za odstranjevanje krede
- Spojka (če je sklopka)
Grelna naprava je posebna naprava s podplatom z njo pritrjena posebna šoba različnih premerov. Obstajajo naprave, ki prihajajo z dvema ali več šobami istočasno.
Faze tehnologije polaganja hidromagnetov vam bodo povedale, kako se naučiti, kako spajkati:
- Izmerite trak z zahtevano dolžino.
- Izrežite dolžino rezila.
- Zamašek se konča. To je pomemben korak v procesu spajkanja. Profili morajo biti gladko brušeni in očiščeni. Za večje zaupanje lahko raztopite alkoholno raztopino.
- Znebiva se koncev. Če pri nameščanju omrežij življenjske podpore uporabljamo sklopko, nato na enem koncu konstrukcije namestimo sklopko / vgradnjo in segrejemo skupaj s prihodnjim povratkom v šobi želenega premera spajkalnika. Po segrevanju koncev takoj priključite in počakajte na popolno hlajenje sklopa. Prisotnost kroglice kaže na kakovost varjenja.
Pozor, prosim! Pri nameščanju oskrbe s toploto in vodo z veznim šivom je strogo prepovedano spuščanje vode ali vlage v votlino ali na površino. Ko se segreva, voda, ki se vrti v paro, deformira plastično strukturo, zaradi česar izgubi svojo moč.
Kaj iskati
Temperaturni načini spajkanja so opisani v navodilih za orodje. Pri modernih izdelkih je nameščen avtomatski način ogrevanja glede na velikost nameščenega omrežja in globino varjenja. Pri prejšnjih razredih je bila grelna sila izbrana ročno.
Na kakšni temperaturi naj bi se plastične cevi spajkale? Z oprijemom polietilenskih nastavkov smo nastavili regulator temperature okoli 220 ° C, pri polipropilenu - 260 ° C. Na ogrevalnem mehanizmu je indikator, ki označuje pripravljenost naprave za uporabo. Indikator zasveti le v načinu ogrevanja.
Trajanje spajkanja je odvisno od obodnega polmera cevovoda in se lahko giblje od 5 do 40 sekund. Ne pregrevajte koncev. To lahko povzroči nastanek blokade na mestu oprijema.
Če želite namestiti enosmerno oskrbo z vodo, ne bi smeli preplačati števila šob in prisotnosti temperaturnega mehanizma.
Če je velik obseg dolgoročne proizvodnje načrtovan z uporabo omrežij različnih velikosti vzdolž oboda, dobimo univerzalno napravo za povezavo z najnovejšimi tehničnimi zmogljivostmi in značilnostmi.
Ponudbe spajkanja
Spoznajte tehnologijo združevanja avtonomnih komunikacij, ni dovolj. Za visoko kakovostno namestitev morate poznati številne funkcije polaganja in spajkanja ohišij. Kako spajkati plastične cevi? Za zagotovitev strokovne montaže tehnoloških struktur je potrebno upoštevati nekatere odtenke povezave:
- Pri spajkanju je čas ogrevanja. Ta čas je od 5 do 20 minut.
- Izdelovanje stanovanjske podpore iz gospodinjstev je treba izvajati pri temperaturi nad ničlo.
- Po spajkanju koncev se ne sme dovoliti, da se pomaknejo ali premikajo, dovolj je, da se izkrivljanje nemoteno izključi. Moraš jim omogočiti, da se ohladijo. Drsenje v skupini lahko v prihodnosti povzroči uhajanje. Za hlajenje potrebuje enako količino časa, da jo spoji.
- Potrebna moč spajkalnika je 1200 W.
- Domov spajkalni likalniki so zasnovani za spajkanje do premera do 32 cm. Če potrebujete izdelke z velikim premerom, kupimo profesionalno napravo za spajkanje.
- Ne smejo obstajati vrzeli med robom cevi in notranjim navojem vgradne naprave. Vrzeli lahko puščajo pri visokem tlaku vode. Prekomerna sila pri stiskanju elementov lahko povzroči zmanjšanje očistka v votlini in poslabša delo celotne strukture.
- Po vsaki izdelani embalaži odstranite preostali material iz šob. Ker imajo šobe poseben premaz, odstranite ogljik, mora biti lesena naprava, da ne pride do poškodb celovitosti površine. Praske na površini šobe bodo poslabšale tehnološke značilnosti naprave in bodo zaradi tega neuporabne za nadaljnjo uporabo.
Mislite, kako narediti ogrevanje?

Vgradnja toplotne energije ima številne težave. Napravo za ogrevanje lahko izvedemo v prostorih z nizkimi temperaturami, kar otežuje spajkanje. Pri sistemih za oskrbo s toploto se razvijajo glede na temperaturo vode, ki se prenaša v sistem, in obratovalni tlak. Uporaba plastike v gradbeništvu je povečala produktivnost in zmanjšala stroške potrebnega materiala.
Cevi za ogrevanje so ojačane s steklenimi vlakni, zaradi česar je ta material trpežen in trpežen.
Zdravje in delovne razmere
Pri proizvodnji del, povezanih s grelnimi spoji ogrevalne vode, upoštevamo varnostna pravila, ki preprečujejo poškodbe in opekline:
- Spoji se v posebnih zaščitnih rokavicah.
- Sledimo čistosti tla v sobi. Umazanija negativno vpliva na kakovost varjenja in videz celotne konstrukcije.
- Spajkalnik je nameščen na ravno vodoravno površino.
- Če želite začeti, je potrebno, ko se naprava popolnoma ogreje, potem ko izklopite indikator pripravljenosti.
- Pečat se med celotno montažo ne izklopi iz omrežja.
Plastičnih cevi ni težko spajati z lastnimi rokami. Postopek spajkanja ne zahteva prisotnosti strokovnih znanj in izkušenj. Vsi lahko namestijo življenjsko podporo omrežja v svojem domu. Zahtevana sestava zahtevanega orodja vključuje le spajkalno napravo. Druga pomožna orodja lahko zamenjate z improviziranimi orodji, rezalnik cevi z ostrim nožem. Cevovod iz polietilenskih konstrukcij in PVC je zanesljiv, vzdržljiv in okolju prijazen sistem za oskrbo z vodo in ogrevanjem.
Video priporočeno: Skrivnosti montažnih polipropilenskih cevi
Koristne informacije?
Sodobni sanitarni trg uživa potrošnike z izbiro najustreznejše možnosti, hkrati pa zahteva znanje o lastnostih materialov in načinih njihove namestitve. Kakovost cevovoda je v veliki meri odvisna od kakovosti povezave posameznih elementov, najbolj zanesljivega, vzdržljivega, hermetičnega spajka.
Spajkanje bakrenih cevi ni lahka naloga, boste potrebovali posebno orodjeSpajkanje bakrenih cevi
Baker ni poceni kovina, vendar je cevovod od njega konkurenčne prednosti, ki omogoča ohranitev bakrenih sistemov na vrhuncu povpraševanja. Ustrezno izvedena iz bakra bo zagotovila dolgo in brezskrbno življenjsko dobo porazdelitve vode skozi celotno življenjsko dobo hiše, ki presega pol stoletja. Praktičnost obdelave takšnih izdelkov je preprost proces spajkanja - to je nizka temperatura, ki se enostavno izvaja v gospodinjstvu s plinskim gorilnikom ali električnim spajkalnikom.
Orodjarna
Celoten nabor orodij, orodij in materialov, uporabljenih pri postopku spajkanja, so naslednji:
- sredstva za širjenje, rezanje in odstranjevanje cevi: ekspanzer, rezalnik cevi ali mlinček z najtanjšo ploščo, strgalo za fasetne površine, brusna ploščica, kovinska krtača;
- orodje za ogrevanje kovine in taljenje spajke: plinski gorilnik ali električno spajkalno železo za 250 W;
- materiali, s katerimi se povezuje: flux in spajkanje kositrne zlitine z bakrom, antimonom, srebrom ali drugimi dodatki;
- pomožni materiali - prtički za odstranjevanje prekomernega toka, podpor, rokavic, orodja za merjenje in označevanje.
Bakrene cevi so priključene brez okovja - roba enega se razširi s pomočjo cevnega ekspanderja, vanj se vstavi še en segment. Priključek se segreje in šiv se zlije s spuščenim kositrom - dobi se zanesljiv tesnilni spoj, ki lahko prenese dovolj visok tlak in visoke temperature. Pravilno za spajkanje cevi iz bakra je možno, če razumemo z načeli nastanka procesa:
- po rezanju cevi pred spajkanjem se konci skrbno očistijo - odstranijo se vsa burrs in rob se iztisne v svetlo rumeno barvo. To je treba storiti, da odstranimo okside iz bakra, ki preprečujejo spajkanje;
- po odstranjevanju je prekrit s posebno sestavo - tok, ki odstranjuje kisik, preprečuje oksidacijo med varjenjem, pomaga, da staljena spajka prodre globoko v sklep;
- segmenti, ki jih pokrivamo s fluksi, so nameščeni drug nad drugim in ogrevani z gorilnikom ali spajkalnikom. Tehnika spajkanja se v tem primeru razlikuje od dela gorilnika le v odsotnosti odprtega plamena;
- na segreto površino pod plamenom, prinese se spajka - kosina se stopi v zglob, enakomerno se širi vzdolž kroga sklepov;
- po hlajenju se bo presežek kositra spustil in šiv bo tesno zaprt.
Svet. V vsakdanjem življenju je potrebno povezati aluminijaste cevi, ki jih je težje obdelati kot baker. To bo zahtevalo aluminijevo spajkanje in opremo za spajkanje aluminija - gorilnik, ki lahko segreje kovino na 400 ° C. Posebnost postopka je, da se tok ne uporablja in spajka ne vbrizgamo v plamen, temveč se nanese na spoj: taljenje iz stika s vročo kovino.
Spajkalne cevi iz PVC polipropilena (plastika)
Polimerni izdelki so spajkani pri nižjih temperaturah kot pri kovine. Bojijo se odprtega plamena, zato se za varjenje uporabljajo posebna električna orodja za spajkanje, imenovana varilni stroji.
Tehnologija varilnih izdelkov iz polipropilena (PP) se bistveno razlikuje od dela z bakrom. Spajanje kovinskih odsekov je vstavitev enega kosa v drugega, nato pa tesnjenje šiva s pomočjo zvara mehkejše kovine. V primeru polipropilena se oba segmenta raztopita, mešata, popolnoma prodrejo v drugega, in ko se strdi, se tvori nedotaknjena homogena spojina. Tako varjenje je bilo imenovanih difuzno iz latinske besede diffusion, kar pomeni mešanje. Cevi za spajkanje propilena pomenijo tri ukrepe:
- konec segmentov se topi v mehko stanje;
- povezati enega z drugim brez nepotrebnih zavojev;
- počakajte, da se ohladi - tako se oblikuje enoten, enodelni del.
Spajkalne cevi za ogrevanje in tekočo vodo doma
Zaradi preprostosti postopka se izvajajo doma v lastnih rokah. Za to morate kupiti:
- varilni stroj električni za varjenje polipropilena;
- priključki na napravo (vključeni v komplet za napravo);
- obraz;
- pribor;
- dodatna oprema: marker, nož, merilni trak.
Spajkanje cevi propilena z lastnimi rokami sestoji iz zaporedne izvedbe naslednjih postopkov:
- Cevi za rezanje po vnaprej določenih dimenzijah, če je potrebno, pripravite pribor.
- Prytsevat konča - odstranite z zgornjega zaščitnega sloja 1-1,5 mm. To lahko storite s trimerom za obraz ali s peskanjem s šprintom.
- Pripravite varilni stroj - ga opremite s šobami po premeru cevi in ga priključite v omrežje. Polipropilen se stopi pri temperaturi 250 ° C. Naprava ima temperaturni rele in indikator ogrevanja. Ko dosežete želeno temperaturo, naprava prinaša zvočni ali svetlobni signal, ki kaže, da je varilni postopek pripravljen.
- Vstavite cev in pritrdite v ustrezne šobe in strogo vzdržujte čas v skladu z navodili, ne da bi se izognili pregrevanju ali segrevanju.
- Odstranite segrete dele iz šob, nato spajkanje, tako da vstavite element v drugega. Na tej stopnji morajo biti ukrepi prepričani in jasni - prepovedati je premikanje elementov naprej in nazaj ali vrtenje vzdolž osi.
- Pustite, da se polipropilen ohladi - pustite strukturo nekaj časa brez mehanskih vplivov.
- Preverite povezavo vizualno zaradi okvar: če je tehnologija opažena, bo šiva enotna in trajna.
Pravilna spajkanje velikih HDPE polietilenskih cevi pri normalni temperaturi
Imajo dve vrsti:
- nizka trdnost - proizvedeni pod visokim pritiskom in pridobijo nizko gostoto;
- visoke trdnosti (HDPE) - so proizvedeni pod nizkim pritiskom, vendar pridobijo visoko gostoto.
Drugo ime za visoko trdnostne cevi iz polietilena - HDPE je dešifrirano kot nizkotlačni polietilen. Izraz "nizki pritisk" v imenu pomeni pogoje, pod katerimi so bili izdelki izdelani in niso pomembni za področje uporabe. Nizkotlačni polietilen (HDPE) se uporablja v visokotlačnih in temperaturnih pogojih v plinskih ali vodovodnih omrežjih. Pravilno spajkanje cevi iz polipropilena ni lahka naloga.
Ker so HDPE proizvodi izdelani v različnih premerov (20 mm do 1 m 20 cm) in debeline stene, ne obstaja način njihove povezave in množico vrst opreme za spajkanje polietilenskih cevi. Varjenje cevi iz polietilena poteka na enega od naslednjih načinov:
- riti (ali riti);
- zvonasto oblikovan;
- elektromotor.
Varjenje cevnih obročev v industrijskih pogojih se proizvaja z dragim in debelim strojem z mehanskim ali hidravličnim pogonom. Set naprave vključuje vodila za centriranje, obraz za gladko rezanje robov, ki jih je treba povezati, grelni element, pogone in merilnike časa. Tehnologija sama je preprosta rit, ampak uporabljena oprema ni poceni: cena varilnega aparata za HDPE cevi v povprečju 250 tisoč rubljev, in približno 50 tisoč v vrednosti ločeni grelni element.
Spajkalna shema za polietilenske cevi spajkanje železa na težko dostopnih mestih
Spajkanje cevi iz polietilena poteka v skladu z naslednjo shemo:
- povezani izdelki se vstavijo v cevni varilni stroj, mn, centriran;
- med njimi je vstavljena avtomatska obrezovalna naprava, ki enakomerno rezanje HDPE, odstranjevanje ostružkov;
- nasprotni konci so združeni, vizualni nadzor poravnave in tesnost robov;
- varjeni konci se razmastijo, med njimi je nameščen grelni element;
- segrevanje in taljenje koncev pri določeni temperaturi za določeno časovno obdobje;
- grelni element se odstrani in povezava ohladi v obdobju, ki ga določa časomer;
- pridobljena je močna povezava, ki ne vpliva na fleksibilnost plinovoda.
Na enak način veljajo domači pogoji, vendar so uporabljene naprave enostavnejše - spajkanje za polietilenske cevi. Stroški od 30 tisoč rubljev, je varilno ogledalo, prevlečeno s teflonom in lahko vzdrži visoke temperature - do 300 ° C.
varilni parametri temperature rit polietilen cevi, čas segrevanja in hlajenja - odvisen od debeline premera in stene, ki so postavljene na posebni tabeli varilci. Da bi se izognili napakam na številnih napravah, se parametri samodejno nastavijo.
Elektrofuzijsko varjenje cevi je industrijski tip in sestoji iz taljenja dela cevovoda pod sklopko, na katero se napaja električni tok in temperatura se dvigne. Elektro-sklopke za polietilenske cevi porabijo veliko električne energije na delovnem mestu in veljajo za dražje, vendar pomagajo v primerih, ko je naprava z velikimi dimenzijami nemogoča. Uporabljajo se lahko doma.
Spajkanje cevi iz armiranega polivinilklorida
Spajate se lahko z uporabo iste naprave za varjenje analogov polipropilena. Stene PVC izdelkov so debelejše in težje, zato so potrebni priključki za njihovo povezavo. Njihova tališče je nižje, zato se ta vrsta ne uporablja za oskrbo s toplo vodo - stene cevovoda so deformirane pod vplivom visokih temperatur. Spajkanje se izvaja z električnim varilnim strojem s šobami, na katerih se konici spojenih izdelkov raztalijo. Če želite pravilno spajkati PVC cevi, morate narediti nekaj stvari:
- čisti robovi;
- okrepitev, če obstaja, odstranite;
- tališče ne sme presegati 200 ° C.
Orodja, naprave, zaporedje akcij so enake kot pri obdelavi s polipropilenskimi vzorci.
SEE VIDEO
Polipropilenski, polietilenski ali PVC cevi v vsakdanjem življenju se pogosto imenujejo ena pogosta plastična beseda in načela njihove povezave imajo veliko skupnega. Pravilno za spajkanje cevi ne more vsakdo, ampak vsi se lahko naučijo.
Cevi na osnovi plastike so odličen nadomestek za jeklo, beton in druge pri gradnji kanalizacijskih in plinskih omrežij. Spajkanje cevi iz polietilena se uporablja za pridobitev visokokakovostnega enodelnega transportnega sistema.
Običajno spajkanje poteka s pomočjo metoda za rit ali električno sklopko. Obe tehnologiji imata običajno fizično načelo. Temelji na delovanju prepletanja molekul, iz dveh povezanih površin PE ali PVC izdelkov. Vendar pa obstajajo številne pomembne razlike med tema dvema tehnologijama. Da bi razširili vse lastnosti utora in elektrofuzijskega varjenja, jih bomo obravnavali ločeno.
Tehnologija spajkanja cevi iz polietilena v rit
Pri nameščanju tlačnih cevovodov, kanalizacije in plinovodov je najbolj zahtevna spajkanje. Da bi varjeni sklepi ustrezali trdnostnim značilnostim, morajo biti v predhodni fazi izpolnjeni pogoji za priključitev na varjene dele:
- namestitev cevi se lahko izvede, če so izdelane iz istega materiala;
- varjene cevi morajo imeti gladke in čiste končne površine;
- spajkanje se izvaja s strogo poravnavo PE cevi z uporabo centralizatorja.
Če se obračate neposredno na varjenje, morate upoštevati temperaturni režim postopka. Na tej stopnji sestavljanja se upošteva dejstvo, da polietilen, PVC in druga podobna plastika imajo znatno stopnjo linearne in prostorninskega raztezka ob segrevanju. Hitro segrevanje vodi do neenakomerne porazdelitve temperature, da se tvori velik padec tlaka v območju sosednjih priključnih točk, kar lahko povzroči neželene koncentracijo situacij v spoju. Dodatna tehnologija spajkanja PE cevi je zmanjšana na naslednje postopke:
- Z grelnim elementom, ki je nameščen med varjenih cevi, konci začnejo segrevati pri vnaprej določeni temperaturi: IPA cevi - 220 ° C. LDPE - 200 ° C. Konci grelca ročno vklopljeni. Nato z uporabo hidravlične objemke zanesljivo pritrdimo na termoelement pod tlakom 0,6-0,8 kgf / cm2.
- Zdrži čas, potreben, je cev razredčimo v roki, grelnik odstranimo in konci cevi priključeni pod pritiskom 1.0- 2.0 kp / cm² glede na razred polietilena.
- Zadnja operacija - hlajenje šiva, se pojavlja naravno, ko se tlak drži za določen čas.
- Na koncu tehnologije preverimo moč zvarjenega sklepa, njegovo velikost in konfiguracijo noge. Po odstranitvi cevi iz sponk je šiv označen, s katerim se ji dodeli serijska številka.
V celotnem procesu se stalno spremlja s pritiskom in časom. Sprememba in usklajevanje teh parametrov se pojavi v skladu s ciklogramom.

Metoda elektrofuzije se uporablja, če imajo cevi različne debeline sten. Uporaba: nizkotlačni cevovodi (odvodnjavanje, gravitacija kanalizacija), prisluškovanje v že položene cevi, popravilo in zamenjavo komponent. Glavna razlika sklopke iz zgornjega dela je boljša spajkanje cevi s pomembno razliko v njihovih premerih.
Druga prednost takega spajkanja je hitrost, enostavnost delovanja in sposobnost, da jih vodijo na manjših območjih. Načelo elektro-varjenje s taljenjem se konci hipoteka cevi kovinsko spiralo in tehnologija tega postopka je, kot sledi:
- konci HDPE ali LDPE cevi se očistijo iz umazanije in razmastijo;
- na enem od koncev cevi je nameščen električni sklop in pritrjen s pozicionerjem;
- po poravnavo cevi konča tulec premakne nazaj, tako da je skupno, da se da natančno na sredini;
- delovna napetost se priklopi na sponke sklopke, postopek ogrevanja se izvede samodejno;
- spajkanje velja popolna po indikacij vgradnjo luknje pri katerem se staljeno polietilena;
- hlajenje šiva mora potekati brez prisilnega hlajenja v stanju popolne nepremičnosti.
Plastične cevi PE in PVC samozavestno nadomeščajo kovino v vsakdanjem življenju in industriji. To se zgodi zaradi dejstva, da so pogosto boljši od preteklosti s takimi lastnostmi, kot kemične inertnosti materiala, relativno enostavno namestitev, enostavno vzdrževanje, manjše lokalne odpornosti v liniji, velik garancijski dobi (50 let). Kot je za tehnologijo, je treba opozoriti, da je PE cev spajkanje vključuje precej kulturne in instalacijska dela in dobro poznavanje predmeta. To vprašanje lahko rešijo strokovnjaki za usposabljanje na podlagi specializiranih izobraževalnih ustanov.
Cevi izdelana iz HDPE polietilena, ki se uporablja v skoraj vseh sodobnih komunikacijskih sistemov, saj cevovodov za oskrbo z vodo in končno obdelavo kanalov in za vlečenje kabla. So trpežne, elastične in odporne proti obrabi. Pravilna vgradnja sistema cevovoda iz polietilena zagotovi zanesljivost tudi v krajih sklepih segmentov cevi, in znanje o tem, kako povezati cevi HDPE z rokami, prihranite denar za namestitev.
Vrste cevovodnih sistemov iz HDPE
Iz polietilena nizkotlačnih cevi za različne namene so narejeni za namestitev naslednjih sistemov:
- Oskrba z vodo,
- Plin,
- Kanalizacija,
- Odvodnjavanje,
- Ohišje za napravo vodnih vdolbin,
- Izolacija za napajanje ali koherenten kabel.
POMEMBNO! Cev HDPE se lahko uporablja za notranje komunikacije in za vgradnjo zunanjih avtocest v odprtih prostorih in pod zemljo.
Namestitev cevi v sistem
HDPE cevi so izdelani v standardnih dolžinah dimenzijskih segmentov - 6 do 12 metrov, in v kolobarjih ali kolutih veliki dolžini - 100-500 metrov. Med namestitvijo v sistem v določeni sobi je potrebno izvesti naslednje postopke:
- Rezanje (rezanje) cevi iz polietilena za spajkanje ali montažo. Ta operacija je treba opraviti zelo previdno, da se doseže najvišji rez gladek, brez razpok in brado pravokotno na površino cevi. Takšen rez lahko izvedemo s pomočjo:
- Ročni ali električni rezalnik cevi, ki se spoprime s cevmi s premerom od 15 do 30 mm,
- Krožni rezalnik za domače cevi s premerom od 15 do 160 mm,
- Tako imenovana cevna gilotina, ki se uporablja za izdelavo kakovostne rezalne cevi s premerom od 63 do 350 mm,
- Tračna žaga, ki je najdražje profesionalno orodje in lahko ustvari čist in gladek kos cevi do premera 1600 mm.
- Pri nakupu velikih posnetkov cevi je potrebno izravnati obroče ležišča v ravne dolžine. Težava je, da lahko pri izravnavi cevi po nesreči poškodujete. Tukaj je treba zapomniti, da je cevni material HDPE, ki je termoplastičen polimer. Zato je za majhno spremembo oblike dovolj, da se predmeti za kratek čas držijo na toplem mestu (v ogrevanem prostoru, na soncu) ali jih vodo napolnimo z vročo vodo. Po tem bodo zlahka ovirali.
- Nastajanje kota z upogibanjem ravnih črt. V tem primeru je potrebno več ogrevanja določenega območja, kot je to, če je lok izravnan. Za to uporabite isto vročo vodo, gradbeni sušilnik za lase ali preprost plinski gorilnik.
POZOR! Za upogibanje cevi HDPE je treba zelo previdno segreti, saj lahko z majhnim segrevanjem prekine krivino, prevelika temperatura pa jo lahko poškoduje.
Načini povezave
Metode povezovanja cevi iz polietilena lahko razdelimo na dve glavni skupini: namestitev z dodatnimi deli (sklopke in pribor) in direktno varjenje spojev.
Varjenje
Zvarji zagotavljajo najnujnejši stalni spoj s popolnim tesnjenjem, pri čemer ostanejo obremenitve podobne trdim površinam. Spajkanje se nanaša na cevi s premerom več kot 50 mm in zahteva posebno varjenje.
Varjenje segmentov cevi HDPE se lahko izvede:
- Zadnjica. V tem primeru je potrebna posebna enakomernost rezin in njihov premik med seboj, ki ne presega 10% debeline stene cevi. Delo poteka dosledno:
- Odseki cevi se očistijo iz vseh kontaminantov in razmastijo (npr. Alkohol ali druge snovi),
- Oba konca segrevata na viskoznost polimera,
- Kosi cevi so povezani z uporabo tlaka in fiksno nepremično, dokler ni popolnoma ohlajen. V tem primeru morate zagotoviti, da je šiv gladen, brez votlin in izboklin, da se zagotovi njegova zanesljivost.
- Z uporabo električno varjene sklopke. Tam bo treba tudi stroj za delo s takimi sklopke, ki imajo vgrajeno tuljavo in lahko hitro talijo, ko se segreje:
- Očiščeni in odmaščeni konci cevi so pritrjeni v sklopko,
- Priključki naprave so priključeni na izstopne spirale pred začetkom taljenja,
- Cev je pritrjena, dokler se popolnoma ohladi.
Kako to storiti, poglej video.
POMEMBNO! Varjene sklopke se običajno uporabljajo v tesnih prostorih, kjer preprosto varjenje težko: ustvariti okvire ali popravilo že vgrajenih sistemov, vodnjaki, itd
Montaža
Pod neposrednim namestitev pomeni ustvarjanje odstranljivih spojev s pomočjo vseh razpoložljivih vrst pribora: sklopke, komolci, Tees, premično segmenta 4, itd Take spojine se običajno izvajajo v sistemih, ki ne zahtevajo superprochnogo nameščenih sklepe ali na območjih, ki se lahko zahtevajo demontažo in obnove (npr, zasebni dom za zunanjo namakalni sistem v poletnem času).
Neobremenjeno vgradnjo lahko izvajate na naslednje načine:
- Cevna povezava preko vtičnice razporejenimi na njih, opremljen s tesnilnimi obroči, za katere je dovolj preprosto držijo ustreznih elementov cevi med seboj in pritisnili dobro.
- Priključna povezava stiskalnih elementov poteka v več fazah:
- vpenjalna matica je zategnjena na cevnem rezu;
- cev se pritrdi na priključek, ki je tesno pritrjen na postajo;
- vpenjalna matica je privita s ključi.
Povezani članki















