
Kako pravilno priključiti plinske cevi. Kako priključiti plinske cevi
Z razvojem tehnologije se določena vrsta materiala vse manj uporablja. Za izvajanje istih nalog lahko uporabite več rešitev. To velja za gradnjo in polaganje komunikacij. Najprej morate vedeti, kako priključite plinske cevi. Članek vam bo povedal o vrstah povezav in tehnologije.
Vrste cevi
Do določene točke so bile uporabljene brezšivne kovinske cevi za plinovod. Vendar je njihova življenjska doba omejena z jedkimi učinki, na katere so izpostavljeni zaradi padavin in drugih dejavnikov. Zato se je skupaj z njimi začelo uporabljati tudi:
- Polietilen. Močnejši pri proizvodnji kot kovinski rudarji, je material tudi odporen proti tlaku v omrežju. Visoka elastičnost, pa tudi tesnjenje sklepov so zelo priročne v tleh, za katere je značilno abrazijo. Plastika je dielektrična, zato ne sproži toka. To je zagotovilo varnosti v primeru težav z električnim omrežjem.
- Rubber. V večji meri se ta material uporablja za povezavo centralnega kanala s potrošnikom, bodisi grelec, plinskega kolona ali kaj drugega. Izbrana je sestava, ki se zaradi izpostavljenosti sončni svetlobi ne krči.
- Iz nerjavečega jekla. Natančneje, iz tega materiala je pletenica. Notranji rokav je PVC rokav.
- Baker. Ne tako dolgo nazaj je bilo uradno odobreno za nizkotlačne kanale. Prednosti so odpornost proti korozivnim učinkom vode in drugih snovi.

Izbira izdelka bo odvisna od specifičnih pogojev in že nameščenega sistema.
Načini povezave
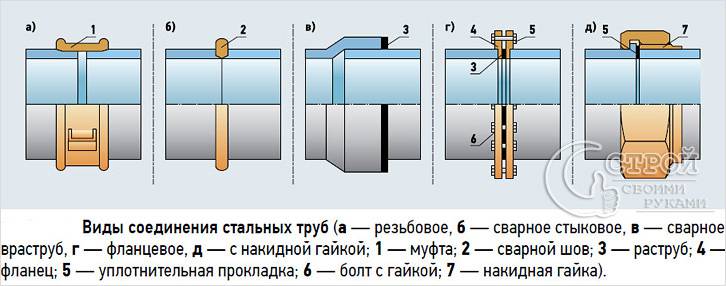
Vsako od navedenih vrst cevi je mogoče oblikovati na enega ali več načinov. Od teh glavnih razlikujejo:
- Navoj. Najpogostejši, kot pri povezovanju ali polaganju majhnih odsekov cevovoda iz merilnika. Izvaja se z uporabo dodatnih tesnilnih materialov naravnega ali umetnega izvora.
- Spajkanje. Uporablja se za cevi iz polietilena, pa tudi v nekaterih primerih in baker . V zvezi s prvim je potrebna razpoložljivost profesionalne opreme, brez katere ni mogoče učinkovito izvesti akcije. Najpogosteje se uporablja na glavnih ceveh velikega premera, kjer ni možnosti uporabe druge metode.
- Varjenje. Za kovinske cevi se lahko opravi z avtogenskim ali obločnim varilnim strojem. V primeru prvega je v delih, ki se varijo, manjša verjetnost stresa. Šiv postane gladek in neprepusten. Pri uporabi druge možnosti za doseganje tega rezultata je malo težje, vendar je za poklicnega tudi možno.
- Prirobnica. Uporablja se na ceveh trupa, pa tudi na tistih mestih, kjer je črta v bližini reducirja in mora vstopiti v hišo. Gre za členitev s pomočjo dveh obročev, med katerima je položena tesnilna masa, po kateri so zategnjeni s sorniki in matice.
- Vstavi se. Precej zapleten postopek. Lahko se izvaja tako pod pritiskom, ne da bi zaustavili krmo, in brez njega. V prvi različici smo v preteklosti uporabljali način gašenja plamena s samim autogenom. Do sedaj so bili razviti sistemi in orodja, ki bistveno poenostavljajo nalogo in povečujejo varnost.
Bodite pozorni! Nekatere vrste artikulacij lahko prosto izvajamo neodvisno. Toda še posebej v zvezi s slednjim potrebujemo strokovno pomoč. Če nimate potrebnih veščin, lahko povzročite nepopravljivo škodo sebi in drugim okoli sebe.
Navojna povezava

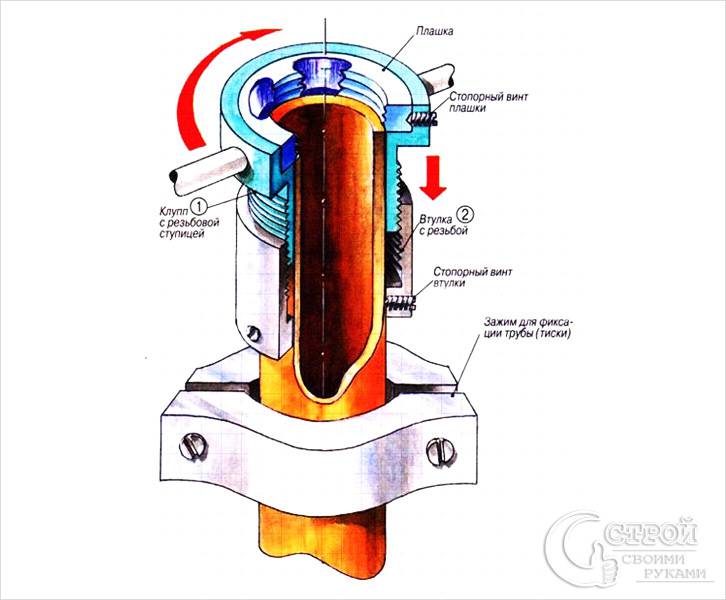
Ta metoda se uporablja za vmesne in končne odseke kovinskih cevi. Če na izlivu ni niti, ga je treba najprej rezati. Za to potrebujete ta orodja:
- klipp;
- lerca;
- mazanje;
- datoteko.

Pred začetkom dela morate ugotoviti, kolikšen bi moral biti rez. Vse je odvisno od tega, kateri priključni priključek ali matica iz cevi se bo uporabljal. Zaporedje je naslednje:
Preberite več o tehnologiji rezanja navojev na cevi.

Nato morate zapreti prihodnji sklep. Da bi zagotovili, da se navijanje ne vrti, je pred začetkom vseh operacij potrebno uporabiti pravokotne zareze na nit z uporabo datoteke ali klešč. Za to se uporablja vlečni ali posebni teflonski trak. Slednji morajo biti gostejši od tistega, ki se običajno uporablja za vodovodne cevi.

Lan mora biti dobro razširjen. Iz glavnega korita je ločena majhna veriga in je izravnana. Kateri specifični znesek bo potreben, bo treba določiti empirično. Rez je nameščen na sredino navoja. En konec je 2 polna obrata. Po tem se konci križajo med seboj, ena se prilega drugi, drugi pa se naredi. Nato obrnite oba dela. Celotna površina je zamazana s tesnilno pasto. Potrebni deli so priključeni:


Bodite pozorni! Na nekaterih območjih je prepovedana uporaba cevi z nerjavečim jeklenim pletenicam. To je posledica dejstva, da je z močnim upogibanjem notranji del poškodovan in je uhajanje težko zaznati. Če ni pravočasno odpraviti, so lahko posledice katastrofalne. V drugih primerih ne dovolite uporabe bele PVC cevi in zahtevajte nakup samo črne gume.
Varjena povezava

Koncept varjenega spoja se nanaša na kovinske cevi in polietilenske. Da bi rešili prvo težavo, bo metoda obločnice zahtevala naslednja orodja:
- pretvornik ali transformatorski varilni stroj;
- elektrode;
- zaščitna maska;
- rokavice;
- malleusa ali ščetke za šivanje.
Dela se izvajajo na ta način:
- Če je mogoče, je bolje, da obdelujete obdelovanca dobro. To je potrebno za večjo udobje mojstra.
- Da bi zagotovili popolno tesnenje, je potreben razmik med cevmi 2 mm. To bo omogočilo, da se tekoča kovina drži koncev.
- V nekaj točkah je pritrjen z majhnimi šivi.
- V glavnem postopku je treba elektrod voditi od spodaj navzgor.
- Pomembno je zagotoviti, da ni pregrevanja. Posledica tega je lahko nepotrebna napetost na zgornjem delu, prav tako pa tudi kurjenje kovine v bližini.
- Nekateri mojstri nalagajo dva šiva. Ena služi za zapolnitev prostora, druga pa za zavarovanje.
- Ne mešajte lestvice takoj. Počakajte vsaj 15 sekund. Tako bo prišlo do potrebnega grabežanja in ne bo prišlo do mikroračunalnikov.

Pri uporabi plinske opreme za varjenje so zahteve za pritrditev obdelovanca enake kot v prejšnjem primeru.
- Prva stvar je, da odprete tok iz kisikovega valja, nato pa z acetilenskim plinom.
- Če pride do zraka v ceveh, varovalka ne more priti takoj.
- Plamen se prilagodi zahtevani vrednosti.
- Varjenje se dobro ogreje.
- Po tem se vzpostavi posebna elektroda. Voditi je potrebno tako, da tvori pritok, vendar se ne izsuši.
- Na koncu postopka se del ohladi.
Bodite pozorni! Preverite povezavo za vsako možnost povezave na en preprost način. Pripravimo milo raztopino. Dobro je pena. Uporablja se na zahtevanem mestu. Če obstajajo mehurčki, pomeni, da imajo fistulo. Strogo je prepovedano testirati z odprtim ognjem. Lahko je eksploziven.
Za cevi iz polietilena obstaja tudi koncept varjenja, vendar se izvaja z drugačno metodo. V tem primeru se uporablja aparat, ki lahko oddaja majhno napetost in nadzoruje želeno temperaturo. Toda glavna stvar v tem primeru je povezovalni priključek. V zasnovi je vgrajen grelni element. Ko se proces nadaljuje, začne se taliti prostor okoli sebe, kar vodi k nastanku homogene mase, ki po utrjevanju tesnijo šiv.
![]()
Postopek po korakih je videti takole:
- Konci cevi so pripravljeni. Če želite to narediti, jih razrežemo z uporabo posebnega rezalnika. To ne morete storiti z žico. Letala morajo biti povsem ravna, ne da bi jih raztrgali.
- Oznaka je izdelana iz roba. Razdalja do njega je polovica velikosti okovja plus 2 cm.
- S pomočjo posebnega strgala ali stroja se izloči plast oksida. To je treba storiti enakomerno, tako da gredo v isto velikost. Da bi lažje krmarili, lahko uporabite dodatne navpične linije, saj je razkroj enostavno oceniti pravilnost delovanja.
- Odpravite vse burrs in čipov.
- Priključna območja se obrišeta z ustreznim topilom ali prtičkom z alkoholom.
- Preden se doda oznaka na vgradnjo. Če je ena od cevi mirujoča, potem je sklopka zamašena do polne velikosti. Vstavi se drugi element in priključek je gladko premaknjen, da se enakomerno zaprejo šobe.
- Vtični spojniki iz varilnega stroja so priključeni na kontakte sklopke.
- Optični bralnik bere podatke, natisnjene na črtno kodo, in začne postopek.
- Enota bo določila, katere temperature in napetosti so potrebne, in tudi, kako dolgo bo obdobje hlajenja. Pomembno je, da v celoti preživimo vse faze. Samo v tem primeru je mogoče govoriti o zanesljivosti.
- Po zaključku varjenja je treba uporabiti vse informacije o času, datumu, upravljavcu, temperaturi in napetosti.
Takšna orodja se navadno uporabljajo pri glavnih odprtinah, pri katerih premer cevi presega vrednost 80 mm.
Proces varjenja elektromotornih cevi je prikazan v videu:
Spajkanje

Bolj natančno bi bilo reči spajkanje. Uporablja se tudi za polietilenske cevi. Pogoj za njegovo izvajanje bo mobilnost dveh zgibnih delov. V nasprotnem primeru bo postopek prekinjen. V smislu učinkovitosti ni manjša od električnega priključka. Za izvedbo dela potrebujete modularno enoto. Njene komponente so hidravlična enota, rezalnik, spajkalnik in centralizator. Da ga pravilno uporabite, ravnajte kot sledi:
- V posebnih sponkah so obloge pritrjene na velikost obdelane cevi.
- Bradavičke so vpete. Ne bodite vljudni, če zategnete vijake, bo rit izgubil obliko kroga, kar bo povzročilo težave.
- Površine, ki jih je treba spajkati, očistijo umazanijo in prah.
- Rezalnik čipov, če je prisoten, se izloči s konstrukcijskim nožem ali drugo napravo.
- Na hidravlični enoti se ventil počasi odpira, dokler se komponente ne premaknejo na centralizator. Vrednost tlaka je označena kot delovni tlak.
- Podrobnosti so ločene, med njimi je vstavljen obraz. Začne se in znova premakne. Po več obratih nožev lahko napravo vzamete.
- Da bi preverili pravilnost in gladkost spoja, se cevne cevi ponovno premaknejo in dobro pregledajo.
- Spoji se razmastijo s topilom ali alkoholnim prtičkom.
- Spajkalnik se prilega ogrevanju.
- Ko doseže nastavljeno temperaturo, je nameščena med deli.
- Tabela prikazuje tlak za spajkanje in moduli centralizatorja se znova premaknejo. Vzdržujejo se do napetosti do 1 mm.
- Po tem se sprosti tlak in se segreva še nekaj sekund.
- Deli se premikajo, grelnik pa se umakne. Pri 5 sekundah jih je treba ponovno napajati še 5 sekund. Po tem se sila odstrani in čas hlajenja čaka.
Pred koncem časovnega intervala, ki je označen za hlajenje, nikakor ni mogoče očistiti tulca ali na kakršen koli način nagniti cevi. To lahko privede do depresurizacije.
Prirobnična povezava

Prirobnični priključek se uporablja za cevi različnih materialov. Metoda njenega izvajanja je skoraj enaka. Za polietilenske cevi potrebujete:


V primeru kovinskih cevi obstaja še ena možnost, ki ne zahteva uporabe varjenja.
- Izvede se poravnava koncev. Morajo biti pravokotni na os cevi. Pomembno je odstraniti vse bore.
- Cevi so opremljene z ohlapnimi prirobnicami in se premikajo dlje od roba.
- Naslednji korak je raztezanje elastične traku. Potrebno bo pustiti polico okoli 10 mm.
- Obroči se premikajo drug proti drugemu in se pritrdijo na tesnila.
- Pritrditev poteka s pomočjo vijakov, kot je opisano zgoraj.

Ta metoda se uporablja redko in na tistih področjih, kjer ni veliko pritiska. Najpogosteje je prirobnica potrebna, da se žerjav prilega rupturi.
Box

Takšno delo lahko zahteva posebne kvalifikacije in dovoljenje ustreznih organov. Proizvaja se na dva načina:
- Vroča metoda. V tem primeru se uporablja stroj za rezanje plina ali obločno varjenje. Postopek se zmanjša, da se v glavni cevi izrezi luknja in pritrdi ustrezen prehodni element. Istočasno je treba tlak na mestu dela zmanjšati na 40-150 kg / cm 2. Če je pristop napačen, lahko povzroči požar in nesrečo.
- Hladna metoda. V večini primerov spremembe tlaka niso potrebne. Vsi ukrepi se izvajajo s posebno napravo. To bomo še razmislili.

Prvič, mesto, kjer bo delo opravljeno, je dobro očiščeno. Grelec, barve in rje odstranimo. Poseben adapter s ploskim ventilom je privarjen na pripravljeno mesto. Kvaliteto zvarjenega sklepa preverimo s stiskanjem. Brez lupin mora biti sposoben prenesti tudi načrtovani pritisk. Potem je zaporedje:
- Izvede se montaža vrtalne opreme. V tem primeru je pomembno, da ne pozabite namestiti magneta na dnu vrtanja.
- Konektor za vrtanje je pritrjen na predhodno nameščene adapterje.
- Izmerimo količino, ki jo je potrebno znižati.
- Vmesno komoro se preizkusi na domnevnem tlaku z zračnim kompresorjem.
- Vrtenje iz motorja se prenese na vrtalnik skozi reduktor. To omogoča zmanjšanje hitrosti.
- Po prehodu skozi stene se krona dvigne na želeno raven in loputa se zapre.
- Tlak v komori se ponastavi, vrtalna plošča pa se odstrani s cevnim delom.
- Vgrajena je dodatna šoba, skozi katero se cev pregleda, odstranijo pa se tudi ostanki in drugi ostanki.
- Presežek tlaka se znova ponastavi. Odstranili so vse dodatne dele in namestili podružnico.
- Loputa se odstrani in konektor pod njim je zaprt z varjenim šivom.
Ta članek opisuje večino razpoložljivih načinov za priključitev plinskih cevi. Kaj je potrebno v določenem primeru, bo odvisno od tega, kaj zagotavlja projekt.
Video
Ta videoposnetek prikazuje povezavo plinskega kolone z plinovodom:
Kako priključiti plinske cevi
Vedno več ljudi poskuša opraviti vsa potrebna dela sami, kako naj bo, če oseba preprosto nima določenih veščin in znanj? V tej situaciji morate le slediti navodilom, ki jih lahko dajo strokovnjaki. Ta članek vsebuje informacije o tem, kako sami povezati plinske cevi s pomočjo posebnih orodij in pomožnih materialov.
Če ste se odločili samostojno opravljati dela pri povezovanju plinovodov, morate pred začetkom postopka preučiti vse varnostne tehnike. Preverite celovitost cevi, ki se nahajajo vzdolž osrednje avtoceste.
Izklopite oskrbo s plinom po vsej hiši. Če se delo izvaja v stanovanju, je najbolje, da za nekaj časa zapustite stojala za sosede. Če to ni mogoče, zavrtite poseben ključ, ki je na plinski cevi in s tem blokira tok.
Bodite pozorni! Po potrebi očistite preostali plin, da se izognete možnosti eksplozije v primeru iskre. Šele ko se prepričate, da ni nobenega plina, lahko nadaljujete neposredno na delo.
Vrste cevnih povezav
Obstaja več osnovnih načinov za priključitev plinskih cevi, oziroma:
- Varjenje - izvajajo izključno strokovnjaki, ki imajo dovoljenje za delo z varilnim strojem. Vsak zaposleni mora imeti osebno izkaznico.
- Navojno ali vgradno - vključuje tudi varjenje svetlobnih cevi, medtem ko so vtičnice zatesnjene s konopljo. Celoten proces dela zelo spominja na povezavo kanalizacijskih cevi. Treba je omeniti, da je vlakna vnaprej impregnirana z raztopino lanenega olja ali lanenega olja. Prav tako je mogoče uporabiti sklopke, ki imajo lahko dolge in kratke niti.
- Prirobnica - ena izmed najpogostejših načinov povezave, saj ima precej lahko konstrukcijo sklopa. Res je, po mnenju strokovnjakov, manj zanesljiv kot varjenje.
Vse zgoraj opisane metode povezovanja uporabljajo strokovni mojstri z uporabo specializirane opreme.
Da bi neodvisno povezali plinske cevi v hiši ali stanovanju, morate pripraviti naslednja orodja in materiale:
- ključ za nastavitev plina;
- vleko in mast;
- cevi ali spojke cevi;
- če je potrebno, konektor z navojem na obeh straneh.
Tehnološki proces
Če odrežete dovod plina in potopite cevi, kot je priporočeno prej, je naslednji korak prekiniti nepotrebne dele plinskih cevi. Če želite to narediti, lahko uporabite bolgarščino, in če ga nimate, bo to storila žica za kovine, vendar bo v tem primeru postopek dolg in bolj zapleten.
Ko odstranite nepotreben del plinske cevi, ga morate temeljito napolniti ali zvariti.
Če morate en konec cevi priključiti na plinasto blazinico, morate rezati navoj na žaganem delu. Če želite to narediti, je posebna šoba, ki jo vstavite, se morate pomikati večkrat.
Nadalje na izdelanem navoju se navije vleko, ki je impregnirana z mazivom in je povezana s cevjo. Vsa ta dela se izvajajo s ključem za plin. Če nameravate namestiti novo cev, lahko uporabite poseben povezovalni adapter. Ta element ima na obeh straneh končno nit in matico, ki se obrača na glavni in novi cevi.
Ta metoda se lahko uporablja v stanovanjskih zgradbah, vendar morate le zagotoviti, da ni puščanja. Če želite to narediti, morate odpreti dovod plina, nato pa uporabite milno raztopino za vse cevne spone.
Bodite pozorni! Če se zaradi tega delovanja na površini pojavijo mehurčki, je treba vse povezave ponovno zategniti.
Če prej niste nikoli izvajali podobnega dela, je najbolje, da to zadevo zaupate strokovnjakom.
Pomembna točka - pravilno navijati nit na nit. Nudimo vam video material, ki vam bo pomagal obvladati nalogo.
In iz tega posnetka boste izvedeli, kako zapečatiti povezave plinskih cevi.
http://www.stroitelstvosovety.ru
Najpomembnejša faza je postavitev plinovoda v stavbo z glavne avtoceste. Med izvajanjem teh del bo nujno potrebna povezava cevovodov.
Kako povezati plinske cevi pri povezovanju hiše z avtocesto?
Navojna povezava plinskih cevi
Pomemben parameter pri povezovanju jeklenih cevovodov je njihov prečni prerez. Pri velikosti ½-2 cm se uporabljajo varjene jeklene cevi z navojem. Za velikosti nad 2 cm se uporabljajo brezšivne enodelne jeklene cevi v jute školjke z vtičnico ali navojnim priključkom.
Cevovodi za plinovodne jeklenke so združeni na način, ki je podoben vodovodnim elementom z okovjem. Za tesnjenje spojev uporabljamo posebna vlakna konoplje, impregnirana z lanenim oljem ali lanenim oljem. Hkrati ni dovoljeno uporabljati nobenih tesnil, zaradi katerih je težko razstaviti plinske cevi. Vgradnja nadzemnih žerjavov se izvaja tudi brez kompaktiranja.
Po polaganju ali popravilu je treba plinovod preveriti ob koncu dela. Da bi to naredili, je treba pokriti vse odtoke in napajati plinovod s tlakom, ki je večkrat večji od tlaka plina. Če v 5 minutah. tlak pade več kot 20 mm vode stolp, je izguba tesnosti. V večini primerov so vrzeli pritrjeni na spojnih mestih cevi, vendar je treba preveriti celoten del.

Glede na pravilno izbiro fitingov je dovolj zanesljiv priključek za plinske cevi. Če je mogoče, jih je treba čim bolj pritisniti na cevi, ne da bi pri tem uporabili dodatno tesnilo. Ta varnostni ukrep je potreben, da se ne oteži morebitne demontaže cevi. Pri priklopu jeklenih plinskih cevi z vgradnjo delovni tlak ne sme presegati 5 barov.
V kotlovnicah so plinovodni priključki povezani z navojnimi spojkami na kratki in / ali dolgi niti. Za tesnjenje spojev uporabite laneno mrežo z meto, pomešano s svinčeno belo ali voščeno na naravno laneno olje. Tesnilni del se navije na tankem, enakomernem sloju.
Varjenje plinskih cevi
Za prilagajanje cevovodov se lahko uporabljajo električni obločni in plinski varilni aparati. Najprej se pripravijo robovi povezanih cevi. Da bi dobili kakovosten šiv, jih je treba očistiti iz vseh kontaminantov. Po tem morate narediti poševnico. Omogoča pridobitev močnega in hermetičnega šiva, saj staljena kovina popolnoma napolni območje vezave.
V večini primerov se uporablja ročno ali polavtomatsko obločno varjenje. Pri obločnem varjenju je optimalni premer elektrod od 3 do 4 mm. Debelina sten plinovoda ne sme biti večja od 5 mm. Poleg priprave robov (širine najmanj 1 cm) je potrebno narediti tudi dodatne poševnice. Nato se centriranje in šivanje enakomerno izvajajo v 3-4 mestih. Po tem se varjenje opravi v dveh slojih. Za pridobitev zapečatene povezave je pomembno, da pri izdelavi končnega šiva zajamete sosednja področja izdelkov.
Ko plinsko varjenje običajno zadošča za en prehod. Debelina sten plinovodov ne sme biti večja od 4 mm. V nasprotnem primeru se bo varilno območje pregreje, kar bo negativno vplivalo na trdnost spoja. Da bi se izognili neuspehu, je treba konec šiva opraviti z nekaj prekrivanja. Pri izbiri dodatnega materiala je treba upośtevati jekleni razred plinske cevi.
Polietilenske cevi

Polietilenske cevi imajo visoko gostoto, ker se proizvajajo pod nizkim tlakom. Plinske cevi iz polietilena ne trpijo zaradi korozije, ne počutijo se pri temperaturnih razlikah in imajo druge pomembne prednosti pri varnostnih vprašanjih. Na primer, polietilen ni predmet elektrokemijskih učinkov, ostane nevtralen za pline in tekočine. Elastičnost in trdnost omogočata uporabo tega materiala pri temperaturi do -45 ° C.
V tem primeru so polietilenske cevi malo tehtne in so preprosto povezane. Za prilagajanje cevovodov se uporabljajo preprosti varilni stroji in električni varilni priključki, ki so enostavni za uporabo in ne zahtevajo večjih naložb. Pomembna podrobnost: trenutno so v hiši zgrajeni samo jekleni cevovodi in polietilen se lahko uporablja že znotraj zgradb.
Obstaja veliko vrst cevi. Vsaka vrsta ima svoj pomen in funkcijo. Izbira v večini primerov je odvisna od vrste komunikacije in opravljenih funkcij. Obstajajo tudi univerzalne cevi, ki se lahko uporabljajo v različnih sistemih. Toda jih je treba poznati in razlikovati.
Vprašanje je, da lahko v primeru napačne izbire obstajajo zelo različne posledice. In če izbira napačnih cevi za oskrbo s hladno vodo lahko samo poškoduje materialno situacijo lastnikov in sosedov, lahko napačna povezava ali izbira plinskih ali ogrevalnih cevi stane zdravje in celo življenje.
Zato ne smete oklevajte, zlasti z uplinjanjem.
Vrste plinskih cevi
Do zadnje čase vprašanje o vrstah cevi za uplinjanje ne bi obstajalo, ker so bile iz enega samega materialnega jekla. In vse, brez možnosti in alternative. Toda časi prihajajo, tehnologije ne stojijo še vedno, zdaj pa jeklo tiho nadomešča polimer. Posebno polietilen, ki je proizveden pod nizkim tlakom, ima posebno gostoto.
Poleg tega ima polietilen številne zavidljive prednosti in v smislu varnosti uporabe.
Plinovodi HDPE ne rjavijo, ne dajejo v korozijo in ne povzročajo razpok, tudi pri padcih temperature. Za plin je ta stabilnost zelo pomembna, ker bi moral obstajati stalni tlak, mikrokrcna pa je obremenjena z nevarnim uhajanjem.

Polietilen ne reagira kemično in ostane nevtralen tekočinam in plinom. Zaradi njene moči in elastičnosti je material mogoče pritrditi tudi pri temperaturi podzemne temperature in ne izgubi moči in zmogljivosti ožičenja do -45 stopinj. Poleg tega ni vodnik električnega toka, ni predmet elektrokemičnega uničenja.
In še ena prednost - majhna teža in enostavna povezava, kar doda priljubljenost.
Vendar je treba tukaj upoštevati naslednje pomembne podrobnosti. Plinske cevi, vgrajene v domove, polagajo izključno iz jekla, se polietilen že uporablja v apartmajih.
Povezave plinskih cevi
Pomembna podrobnost pri povezovanju plinskih cevi je njihov prečni prerez. To pomeni, da je v primeru ½-2 in. Uporabljajo se presečne mere, varjene cevi z navojem iz jekla. Če prečni prerez presega 2 psi, se uporabijo brezšivne brezšivne cevi iz jekla. Pojavijo se v posebni juti. Povezava na njih je navojna ali zvonasto oblikovana. Kombinacija cevi iz plinskih jeklenih cevi je podobna vodovodnim elementom. Za to se uporabljajo posebna oprema. Da bi združili sklepe, morate uporabiti posebno vlakno konoplje, ki ga lahko impregniramo z lanenim oljem ali lanenim oljem. Prav tako obstajajo omejitve: tesnila, zaradi katerih je težko razstaviti cevi, ni mogoče uporabiti strogo.

Tudi ko so cevi združene, talni žerjavi, ki so nameščeni, niso stisnjeni. Pri tem morajo vsi elementi tesno prilegati.
Pri popravilih mora biti pregled plinskih cevi na koncu obvezen. Za to je treba pod tlakom dovajati zrak v cevi, kar je večkrat višje od tlaka plina. Pred preverjanjem obvezno zaprite zavoje. Na koncu, če v 5 minutah tlak pade za več kot 20 mm.v.s, bo govoril o izgubi tesnosti. Najpogosteje se to zgodi na križišču, vendar morate preveriti celoten del cevi.
Kaj na koncu?
Fitingi, ki obstajajo za plinske cevi, so trajna in zanesljiva povezava, vendar jih je treba izbrati pravilno. Cevi morajo biti čim tesnejše, vendar nimajo dodatnega tesnila. Povezovanje plinskih elementov je mogoče tudi z varjenjem. Odvisno od materiala, iz katerega so izdelani izdelki, se izberejo varilni postopek in varilni stroj. Pri jeklenih ceveh je standardno električno, za polimere je aparat lažje rokovati in zahteva manj odhodkov.

V vsakem primeru je delo s plinskimi cevmi zelo previdno in previdno, še posebej pri pravilnem povezovanju elementov.
Povezani članki















