Kako pravilno sestaviti vgradnjo cevi. Uporaba stiskalnih naprav. Vrste priključkov
Dodaj v zaznamke
Pravilna povezava polietilenskih cevi: vrste priključkov in način namestitve
Danes so PE cevi še posebej priljubljeni na trgu gradbenih materialov. Uporabljajo se za gradnjo različnih tehnoloških cevovodov, inženirskih pripomočkov za industrijske in domače namene.
Polietilenske cevi se uporabljajo za gradnjo različnih tehnoloških cevovodov, inženirskih pripomočkov za industrijske in domače namene.
Najpogosteje se uporabljajo za oskrbo s hladno vodo, prevozom različnih kemikalij in tudi za neprenosne kanale za električna in telefonska omrežja. Pomembno je dobro povezati cevi iz polietilena. Spodaj bomo preučili glavne tipe in kategorije snemljivih in enodelnih priključkov za PE cevovode.
Obstajajo dve vrsti priključkov polietilenskih cevovodov:
- Nepovezljiv spoj po metodi zateznega ali kovinskega varjenja. Izvajanje te povezave polietilenskih cevi, segrevanje koncev cevovodov se izvede z naknadnim priklopom pod tlakom, da se tvori neprekinjeni šiv.
- Odtočna povezava z oklopnimi priključki, stiskalnice (stožčasta spojka) in jeklene prirobnice. Ta vrsta priklopa je preprosta, vendar je manj praktična in zahteva dodatne stroške nakupa pribora.
Varjenje z elektrotermičnimi sklopkami
Za izvedbo te vrste varjenja valjanih izdelkov iz polietilena je potrebno imeti posebne spojke in varilno opremo. Spojke za varjenje imajo v svojem telesu grelne elemente, ki kasneje krčijo (zavarijo) sklopko. Ta metoda se uporablja za varjenje polietilena valjanih v skritih pogojih (jame, jarki). Elektro sklopka lahko prenese tlak 1,6 MPa. Slaba stran te metode je, da zahteva veliko več materialnih stroškov kot rit.
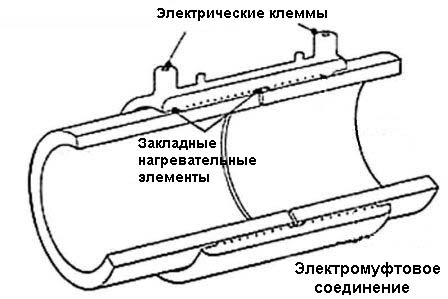
Shema povezovalnih cevi z elektrotermično sklopko.
Proces varjenja lahko razdelimo na več stopenj:
- centriranje cevi in sklopka na zahtevani osi;
- priprava, čiščenje in razmaščevanje zunanjih površin cevi na stičišču;
- spojna šoba in priključitev varilnega stroja;
- imobilizacija povezave;
- varjenje s segrevanjem, taljenje polietilena in krčenje sklopke;
- izklop in hlajenje sklopke.
Zamašek s toploto
Ta tip PE cevnega varjenja se uporablja za premer nad 50-63 mm. Zadnjica se izvaja v več fazah:
- Pred varjenjem so osi varjenih cevovodov poravnane v centrirnem stroju.
- Po pritrditvi se končni deli cevovodov izravnajo in očistijo iz maščob, prahu in umazanije.
- Obdelava koncev na obrezovalnem stroju.
- Preverjanje vzporednosti z obveznim preverjanjem medplanarne vrzeli.
- Ogrevanje končnih delov cevi z uporabo termičnega orodja.
- Varjenje, ki mu sledi hlajenje.
- Odstranitev orodja, pregled zunanjih površin varjenega šiva.
Povezava z jeklenimi prirobnicami
V nekaterih primerih, ko varjenja ni mogoče izvesti, so nameščene prirobnice. Prirobnična sklopka se nanaša na snemljive tipe priključkov in je najbolj primerna za povezovanje PE izdelkov s cevovodnimi priključki in jeklenimi cevmi. Prirobnica vezna cev izdelan z uporabo prehodnih tulcev, ki sta zvarjeni trdno na konceh PE cevi ali z uporabo stiskanja prirobnico kovine. Med prirobnicami mora biti zapakiran tesnilni material (guma, poliester itd.). Prednost tega načina namestitve je, da bo v prihodnosti mogoče izklopiti prirobnice in opraviti čiščenje sistema. Prirobnice cevi za vodo so lahko ravne in profilne (z ovratnikom, zaustavitvijo ali stožcem).
Vtični priključek z uporabo kompresijskega pribora
Priključitev cevi brez varjenja je možna z uporabo pritrdilnih elementov. Pogosto se ta metoda uporablja za cevi majhnega premera (63 mm) in sistemov z velikim številom podružnic, saj bo vsak varjenje pomenilo večje stroške za montažo sistema. Doseganje tesnosti je posledica notranjega tesnjenja gume, odporne proti obrabi, in izrezanega kovinskega tulca. Za izvedbo dela boste potrebovali niz profilnih tipk in poseben nož za pravi kot. Stožčica je sposobna vzdržati tlak 2,5 MPa. Sestava priključka je preprosta in enostavna, glavna stvar je, da dimenzije pribora natančno ustrezajo velikosti vodovodnih cevi.
Gnojenje cevi je manj pogosto. Valjanje je povezano z zvoncem, zategovanje pa dosežemo tako, da zvonec zapremo z gumijastim obročem. Takšna pritrditev je bolj primerna za sisteme, ki niso tlaki na osnovi polietilena. Končno želim poudariti, da je pri izbiri vrste PE cevne povezave z okovjem potrebna posebna odgovornost pri izbiri orodij in opreme za vgradnjo.
Zdaj lahko brez težav izberete ustrezne metode za montažo konvencionalnih in profilnih polietilenskih cevovodov.
Zaradi široke priljubljenosti različnih vrst cevi iz polietilena se povečuje povpraševanje po priklopnih elementih, ki se imenujejo fitingi. Cevni priključki HDPE omogočajo preprosto namestitev in v kratkem času. Trenutno podjetje proizvaja veliko različnih spojin. Armature za cevi HDPE so izdelane iz različnih vrst polietilena, bakra ali medenine.
Uporabljajo se oprema za cevi HDPE:
- Za priključitev cevi z enakim premerom.
- Za priključitev cevi z različnimi premeri.
- Za urejanje posledic, ki jih ponuja plinovodni diagram.
- Za montažo cevi.
- Za namestitev vtiča na PE cevi.
- Za priključitev cevi z različnimi priključki.
Mesta za priključitev PE cevi morajo biti:
- Zanesljivo.
- Trajno.
- Vodotesno.
- Odporen na morebitne učinke kemičnih elementov.
Razvrstitev fitingov
Strokovnjaki za cevovode za profesionalne cevi ločijo med cevnimi priključki HDPE:
- Način vgradnje: stiskanje, varjeno, električno varjeno.
- Okorelost: prožna in toga.
- Konektor: snemljiv in en kos.
Obstaja še ena klasifikacija povezovalnih elementov:
- Neposreden, ki se uporablja za priključitev HDPE cevi enakega premera.
- Zmanjšanje, ki se uporablja za povezavo cevi različnih premerov.
Podrobneje bomo analizirali prvo klasifikacijo fitingov.
Armature za različne načine povezovanja cevi
Glede na izbrano metodo postavitve cevovoda razlikujemo:
- varjene armature;
- električno varjeni povezovalni elementi;
- stiskalnice.
Varjeni povezovalni elementi
Varjene armature lahko izdelamo na dva načina:
- z metodo nizkega tlaka, ki se pojavi pod visokim pritiskom (odlitki);

- dvodelno varjenje majhnih segmentov cevi (varjene armature).

Varjeni pribor je na voljo s premerom od 63 mm do 315 mm.
Ta vrsta fitingov je namenjena za povezovanje cevi z varjenjem. Nizki stroški varjenih fitingov povzročajo širok razpon njihove uporabe. Praktično vse podružnice in čepi, ki jih omogoča načrtovanje cevovodov, lahko izdelamo z varjenimi priključki.
Najpogosteje se uporabljajo varjeni priključki za vgradnjo plinovodov in sistemov, pri katerih temperatura transportirane tekočine ne presega 40 ° C.
Elektro varjeni povezovalni elementi
Elektroforezne ali termistorske fitinge se uporabljajo za postavitev strukture cevovoda na težko dostopnih mestih, to je, kjer ni mogoče izvesti konvencionalnega tuljavnega varjenja.

Opremljen z ogrevalno žico na priključnih delih. Pod vplivom temperature te spirale segrejejo in talijo polietilensko cev. Po ohlajanju dobimo močan varjeni šiv.
Kompresijski sklepi
Stiskalnice za cevi HDPE so namenjene za povezovanje cevi brez uporabe varjenja. S pomočjo takih pritrdilnih elementov se doseže snemljiva povezava.

Tovrstne naprave so sestavljene iz:
- ohišje iz polietilena;
- o-obroči, ki se nahajajo na stičiščih;
- pritrdilni obročki, ki varujejo povezavo pred mehanskimi poškodbami;
- čep, stiskanje cevi;
- matice, varno zapirajo mesto priklopa.
Proizvedena iz različnih materialov. Premer sklepov je od 16 mm do 110 mm.
Značilnosti montaže s stiskalnimi elementi
Če želite pravilno priključiti cevi ali narediti potrebne podružnice s stiskalnimi napravami, upoštevajte naslednja navodila:
- HDPE cev je pripravljena in stiskalnice se popustijo z več zavoji.
- Cev je označena z oznako, ki označuje globino, do katere je treba vstaviti cev v priključek. Pred montažo je priporočljivo podmazati območje cevi, ki ga je treba povezati, z vodo ali z lahkotno milnico.
- Pred označeno oznako se cev vstavi v pripravljen pribor. Za popolno vstopanje PE cevi v O-obroček je potreben trud. V nasprotnem primeru povezava ne bo zapečatena.
- Pokrovček je zategnjen do konca navoja.

S pravilnim vgradnjo kompresorskih priključkov dobimo dovolj močno in tesno povezavo.
Ločitev fitingov za togost sklepov
Po stopnji rigidnosti se razlikujeta oprema:
- Težko. Takšni priključki popolnoma izključujejo možnost premikanja cevi.

- Fleksibilen, ki omogoča vzdolžni premik cevi do 3 - 5 mm in vrtenje cevi v majhnem kotu. Če uporabljate prilagodljivo vgradnjo, so vse lastnosti, ki so potrebne za priključno točko, nespremenjene.

Prožne povezave so najbolj primerne za polaganje cevovodov v tleh, ampak tudi dražje. Zato se uporabljajo le v primerih izjemne nujnosti.
Za nameščanje najpreprostejših sistemov cevovodov se pogosteje uporablja trdna oprema.
Vrste priključkov
Pri nameščanju cevovoda so morda potrebni tako odstranljivi priključki kot enodelni priključki. To je posledica prisotnosti skupne cevi in njegove uporabe. Na primer, cevi HDPE za oskrbo z vodo: priključki na prvi stopnji namestitve se uporabljajo za priključitev cevovoda na črpalno postajo. V določenem trenutku bo morda treba zamenjati črpalko in snemljiva povezava bo čim bolj poenostavila potrebno delo.
Odklopne povezave
V večini primerov namestitev poteka s tlačnimi priključki, ki so opisani zgoraj. Toda obstajajo drugi načini za urejanje tega sklepa:
- Prirobnična povezava. Litje ali medeninasta prirobnica je pritrjena na cev z varjenjem. Ta vrsta priključkov se večinoma uporablja za cevi velikega premera ali za priključitev cevi iz polietilena s kovinsko cevjo.
- Navojna povezava. Pritrditev cevi se izvaja s pomočjo navojev, pripravljenih vnaprej na ceveh in okovih. Šteje se, da je najmanj zanesljiv. Lahko se uporablja za polaganje kablov ali sistemov z nizkim tlakom tekočine.
- Flare povezava. Uporablja se zelo redko. Izvede se s pritrditvijo enega konca cevi v širino okovja ali drugega konca cevi. Najpogosteje se uporablja za polaganje cevovodov za kable.
Medeninasta okovja za cevi HDPE se lahko uporabljajo za odstranljive povezave.
Nepovezljive povezave

Nedotakljivi sklepi se najpogosteje uporabljajo za povezavo konstrukcij, ki so pod zemljo ali v betonu, saj je ta tip najbolj zanesljiv. Cevno varjenje se lahko izvede na naslednje načine:
- Zadnjica. Najpogostejši način povezovanja cevi enakega premera;
- Varjenje gnezda. Pri tej metodi cevnega priključka se uporabljajo priključki z notranjim premerom, ki so enaki istemu parametru cevi.
- Stiskanje ali robno varjenje. Uporablja se za priključitev cevi s strukturami, na primer v vodnjake.
- Varjenje z elektrofuzijo. To se zgodi s pomočjo električnih sklopk in velja za najbolj zanesljiv način povezave.
Oblikovani in električno varjeni priključki se uporabljajo za opremljanje enodelnega priključka.
Vrste priključkov
Vsa oprema se razlikuje po njihovih značilnostih in s tem v njihovi uporabi. Odvisno od tega je mogoče okovje razdeliti na:
- Spojke, ki se pojavljajo v treh glavnih vrstah:
- Enako-prehod, povezovanje cevi z enakim premerom.
- Kompenzacija, ki se uporablja predvsem za preklop na cev z manjšim premerom.
- Prirobnica, ki se uporablja za povezavo cevi z velikim premerom.
- Adapterji. Z njimi so na cevovod priključeni različni ventili ali druga vrsta cevi, na primer kovinski.
- Pipe. Uporablja se za spremembo smeri cevi, obrnite sistem. Standardne krivine so na voljo z vrtljivimi nastavitvami 45 °, 66 ° ali 90 °. Nekatera podjetja se ukvarjajo s proizvodnjo fitingov glede na parametre stranke. Če je za montažo sistema potreben pregib z drugačno stopnjo kotnega merjenja, lahko takšen pritrdilni element vedno naročite pri proizvajalcih.
- Sedelka. Namenjeni so za ureditev različnih vej. Sedlo na cevi HDPE je lahko dve vrsti:
- Objemke, obrezovanje cevi z vseh strani.
- Padce, ki se uporabljajo za rezanje novega plinovoda v obstoječi sistem.
- Prehodi in čevlji. Uporabljajo se za vgradnjo podvodnih cevovodov in za priključitev na omrežje drugih naprav.
- Caps. Uporablja se za začasno blokiranje vhodne tekočine ali plina v cev.

Določena vrsta vgradnje je namenjena za montažo določene oblike cevovoda.
Fitingi so izdelani za olajšanje montaže cevi iz polietilena. Pravilno izbrani nabor povezovalnih elementov čim bolj skrajša čas, potreben za namestitev cevovodnega sistema, in veliko olajša delo pri povezovanju cevi.
Spojke imenujemo armatura, zasnovana za eno nalogo, ki povezuje vse ostale segmente cevi in jih pretvarja v en sam plinovod.
Spojke so drugačne, glavne razlike med njimi pa so pri uporabljenih materialih in sami konstrukciji.
Mi bomo v tem članku upoštevali PND spojke, ki ustvarjajo sistem za vodooskrbo ali kanalizacijo v zaprtih prostorih in na prostem.
Vsebina članka
Značilnosti in namen
HDPE kot material je neke vrste polietilen. Polietilen se imenuje derivat polimera, pravzaprav je to.
Polimerni izdelki v našem času imajo vodilne položaje na trgu, kar je precej naravno, glede na njihovo skupnost in izjemne značilnosti.
Polietilen je tudi cenejša različica polimera, namenjena predvsem za polaganje kanalov in tehničnih sistemov za oskrbo z vodo.
HDPE je dešifriran kot nizkotlačni polietilen. Proizvaja se v posebnih komorah pod pogoji nizkega tlaka in vnaprej določenih temperatur. HDPE je veliko močnejši od običajnega polietilena, se ne strdi, cevi iz njega imajo odlično togost prstanov.
Tako HDPE cevi in fitingi še dobro prenesejo zunanje vplive koli vrste zlahka zvarjena z napravo, difuzije in stehtamo malo.
Mufe iz HDPE - so sestavni del izdelkov HDPE. Brez njih bi povezava HDPE cevi spremeni v moro, ko je imel vsak segment za vgradnjo v delovnem položaju in zvarjene z roko.

Posebnost medsebojnega vplivanja med materiali nam nalaga določene omejitve. Pri ceveh iz HDPE se lahko uporabijo spojke in pribor iz istega materiala in enakega premera.
Na primer, smiselno je ponovno namestiti pribor s premerom 63 mm in enakim materialom za izdelke HDPE s premerom 63 mm. Samo tako boste prepričani, da se čas ne bo zrušil s časom, delovna povezava pa bo trajala največ časa.
Kot smo že opozorili, morajo spojke v celoti izpolnjevati značilnosti cevi, ki se uporabljajo na njih, in pogoje v samem cevovodu.
Cevi v sodobnih komunikacijskih sistemih nikakor niso edini delujoči element. Vsak cevovod nosi nosilec. Nosilec se prevaža pod določenim pritiskom in v določeni količini. Da še enkrat ne preobremenimo sistema, so vsi elementi plinov zelo skrbno izbrani. To velja tudi za sklopke.
Torej, pri izbiri povezave, ki ustreza HDPE, je treba gledati, da je:
- vzdrževala zadostno raven pritiska;
- približuje s premerom;
- imeli isti razred materiala;
- približal delovno temperaturo.
Ti štirje pogoji niso edini, temveč najpomembnejši. Vsak opremi ob prodaji spremlja dokumentacija, v kateri so označene njene značilnosti.
Standardna IPA tlak sklopke vzdržujemo med 10 in 25 bar, odvisno od modela, ki se začnejo na njihovih premerov 30-63 mm in razširi do 110 mm, in je le notranja cev, zunanji HDPE cevi zberemo sklopke s premerom od nekaj sto milimetrov.
Eden najbolj kritičnih pogojev je delovna temperatura. HDPE kot material - preprosto odličen, vendar z visokimi temperaturami v prvotni izvedbi ne morejo obvladati. Izdelki iz njega se začnejo taliti in trajno deformirati.
Zato PND poskuša uporabiti ogrevalne in tople vode kot sestavne dele za cevovode. Enako velja za spojke HDPE.
Vrste in razlike
Razmislimo o osnovnih različicah HDPE spojk, namenjenih za povezovanje cevi. Njihova glavna razlika je oblikovanje. Različni deli so namenjeni za uporabo v različnih situacijah, njihova oblika pa je drugačna.

Kompresijska polimerna sklopka
Glede modelov so razdeljeni na:
- stiskanje;
- varjene;
- elektroforeza.
Te tri skupine se najpogosteje uporabljajo. Spoznali jih bomo bolje.
Stiskanje
Zelo so podobni navojnim, le da se jih upravičeno šteje za boljšo variacijo. Stiskalni priključek je opremljen s posebno matrico, ki zateguje povezavo in je bolj zanesljiva.
Poleg orehov je v njih veliko plombe, sama oblika pa je resno izboljšana v primerjavi s standardnimi izdelki z navoji.
Kljub temu so kompresijske HDPE spojke zelo pogoste. Njihovi tekoči premeri se začnejo od 63 mm in segajo do 120-150 mm. Vse to je več - je redkost, saj kompresijski izdelki še vedno nimajo prednosti privarjenega.
Pregled stiskalnih spojk HDPE (video)
Varjene
Varjena sklopka je sklopka, ki je z varjenjem priključena na cev. Jeklene in kovinske gredice so varjene z varilnim strojem. Ta vrsta povezave ima svoje prednosti in slabosti.
Prednosti so tesnost, zmožnost varjenja sklopke na katerem koli mestu, celotna moč itd. Cons - nezmožnost samega dela. Vsaj morate imeti varilni stroj, zaščito in vsaj minimalne sposobnosti.
Brez kovinskega dela pri kovinju ne morete storiti. Druga stvar je delo s PND. Polimere so varjene tako, da svoje dele segrejejo do tališča in jih nato povezujejo v predhodno segretem stanju.

Za kvalitativno varjenje zadostuje, da je na razpolago difuzijski aparat. Preostanek je stvar tehnike. Nastala vozlišča v smislu neprepustnosti ali moči niso slabša od kovine, vendar se uresničujejo večkrat hitreje in lažje, in kar je najpomembneje - popolnoma s svojimi rokami.
Electrowelded
Elektro varjene sklopke so nekoliko drugačne od standardnih. Elektro sklopka - montaža, namenjena montaži linij praktično v avtomatskem načinu. To pomeni, da deluje samostojno, samo priključite napravo in jo namestite na pravo mesto.
Elektro sklopka ima podobno obliko kot običajna sorta. Prav tako je sestavljen iz trdnega telesa HDPE, ima določen premer, na primer 63 mm. Njena glavna razlika je vgrajeno kabelsko ohišje za ogrevanje.
Izvajata 90% vsega dela. Ti kabli prodrejo v telo sklopke in njihovi izhodi so nameščeni na dveh mestih in se imenujejo sponke. Povežite trenutni podajalnik ali prenosni transformator na priključke. Tok, ki teče pod določenimi pogoji, sproži ogrevalne kable, in tiste, ki so na vrsti topli polietilen okrog sebe.
Na eni točki polietilen doseže tališče. To bo začetek postopka varjenja električne sklopke. Potem se vse zgodi po standardnem postopku. Polimer v staljeni obliki vstopi v simbiozo s polimerom cevi, ki tvori trdno monolitno povezavo. Varilnega stroja sploh ne potrebujete.

Dovolj je, da trenutni podajalnik priključite na priključke in ga odstranite, ko je proces končan. Po 30 minutah se sklopka popolnoma razume in bo pripravljena za delovanje.
V skladu s to shemo je zelo primerno za delo, zlasti za tiste, ki se ukvarjajo z zunanjo vodovodno in kanalizacijo. Lokalni izdelki imajo velike premere. Povezovanje z roko je trdo in nehvaležno delo. Prisotnost HDPE močno poenostavi delo osebe, povečuje njegovo produktivnost.
Dodaj v zaznamke
- All-in-one (zglobi s posebnim varilnim strojem in elektrofuzijo).
- Split (prirobnica in prirobnica s posebnim tesnilom).
Če med obratovanjem pritisnemo na cevovod, uporabimo varilno ali varilno polje. Vendar prirobnična povezava pri njegovi zanesljivosti ni slabša od prejšnjih dveh metod.
Plačati vašo pozornost na dejstvo, da je moč polietilenskih cevi v povezavi z njihovim plastičnosti in, poleg tega, visoka zanesljivost, da jih uporabljajo skoraj nepogrešljiva na področjih visoke potresne dejavnosti, in v tistih krajih, kjer je občasno opazili gibanje tla.

Priključitev cevi se opravi z varjenjem.
Če se pojavi vprašanje, kako najbolj učinkovito, da je zaželeno, da se daje prednost enemu od naslednjih vrst varjenja, ki vam bo pokazal najbolj optimalno. Če želite raje variti, se morate zavedati, da je izdelan z uporabo posebnega orodja.
Njegovo bistvo je v tem, da med postopkom konci cevi, ki povezujejo segrejemo na viskoznostjo posebnega grelnega elementa. Nato submelting konca obeh cevi sta med seboj povezana pod tlakom in pustimo, da se ohladi na naraven način sklopni mesto. Konce cevi je treba očistiti pred onesnaženjem in razmastiti pred segrevanjem.
Med delovanjem je pozornost namenjena temperaturi segrevanja - je treba vzdrževati v željeni način, višino taljenje materiala ob segrevanju koncev cevi in pritisk na spojne površine.
Po hlajenju mora biti zvara enakomerna, projicirana na enako višino. S tem rezultatom boste dobili največjo zanesljivost in moč šiva.
Najbolj priljubljena povezava je varjenje. Sestava plinovoda v večini primerov poteka s to metodo. Vendar pa je treba upoštevati drugo metodo - elektromotorno varjenje, ki ni nič manj učinkovita med seboj. Pri varjenju na ta način segrevanje spojenih površin nastane zaradi oblikovanih polietilenskih elementov. ki se tudi talijo pri segrevanju in strjevanju cevi ob strjevanju.
Te elemente segrevajo z opremo, pri čemer je tok v notranjosti, ki prinaša želeni temperaturi oblikovanemu delu. Preden začnete z delom, morajo biti vsi konci cevi in delov podobno kot pri čelnem varjenju temeljito očiščeni in razmaščeni.
Nato je treba preveriti, ali so pritrdilni elementi in cevi povsem nepremični od začetka varjenja do stopnje hlajenja. Če je treba privariti veje, morajo biti sponke skrbno izbrane.
Ko že govorimo o prednostih elektrofuzijo, je treba poudariti, enostavnost montaže, visoko zanesljivost in trajnost povezav, nizko časovno stroškov, varnosti in učinkovitosti metode, poleg tega pa praktično za montažna dela v tesnih prostorih. Ta tehnika se je izkazala za zanesljivo in enostavno in se je uspešno uporabljala za plinovode in vodovodne cevi.
Priključitev brez varjenja
Povezava z okovjem
Ni dvoma, varilni način povezave je zanesljiv in preprost, vendar so časi, ko je nemogoče uporabiti. V takih situacijah je mogoče uporabiti spojno sklopko. Spojke, ki so izdelane posebej za polietilenske cevovode, so namenjene samo za zanesljivo povezavo koncev cevi, ki jih je treba povezati.
Stiskalnice - ti ti spojke - ne potrebujejo posebne opreme za namestitev cevi iz polietilena in jih lahko preprosto namestijo laiki. Ta način pritrditve je še posebej dober v primerih, ko uporabljamo cevi z majhnim premerom - od 20 do 315 mm.
Ker imajo cevi HDPE nizko togost, je treba cevovode za tlake, zlasti velike s premerom, variti skupaj. V celoti omogoča absolutno tesnosti spojev vezna cev po strditvi tesno drug z drugim v eni enoti, ki ne morejo ukloniti bessvarochny v celoti, ker pod spojine cevni spojki lahko opravijo deformacije z nadaljnjim zmanjševanjem tlaka.
Vendar pa je prednost tlačnih nastavkov možnost, če je potrebno, za montažo in demontažo nameščenih delov, ki jih nobena od zgoraj navedenih varilnih metod ne more zagotoviti. In razstavljanje sklepov se lahko obravnava več kot enkrat, in to s silo tudi ni usposobljeno za to osebo. Orodja in orodja niso potrebni, razen enega posebnega ključa, ki lahko odvije in pritrdi matice na priključnih okovih.
Namestitev je možna tudi pri nizkih temperaturah, pri čemer lahko širok spekter povezovalnih elementov katerega koli premera proizvede ožičenje, razvejanje in obračanja v sistemu.
Plinovod HDPE za kanalizacijo
Samonastava polietilenskih cevovodov za kanalizacijo je precej preprosta. Cevi s spojkami, vogali in čepi so povezane z uporabo tesnilnih gumijastih obročev. Cevi z majhnim naporom, vstavljenimi v vtičnico, če tak tesnilo ni dovolj, so cevi dodatno obložene s silikonsko tesnilno maso.
Namestitev kanalizacijskih polietilenskih cevovodov ne povzroča nobenih težav: bodisi na strop ali steno so najbolj preproste snap-ključavnice, ki jih je treba priviti na steno z vijaki. V primeru, če ga posebej ne skrbi estetiko, si lahko samo voziti jeklenimi zatiči nekoliko večje luknje premera v steni, bend konce in napeljite cev v teh improviziranih naramnic. S pomočjo standardnih napeljave lahko namestite cevovod le blizu stene, lahko ga daste malo daleč na zatiči, kar je pogosto veliko bolj priročno.
Plinovod HDPE za električno napeljavo
Za električne napeljave je uporaba gladkih in valovitih cevi iz polietilena enako uspešna.
V tem primeru se upoštevajo dve glavni značilnosti IPA:
- Elastičnost, fleksibilnost.
- Pomanjkanje sposobnosti vodenja.
- Za ožičenje je cevovod položen na površino sten in skrit (znotraj stene) in se uporablja pri zaščiti kablov pri tleh. V slednjem primeru se pogosteje uporabljajo valovite HDPE cevi. Hkrati se posebna pozornost posveča hermetičnemu priklopu cevi.

Pravilni sklop cevi
Zategovanje je mogoče doseči z eno od dveh možnosti:
- Zaščitno varjenje ali v spojke.
- Vroče ohišje cevi HDPE v vtičnici. Ogrevana cev se vstavi z naporom v vtičnico prejšnje cevi. Torej, lokalno deformiran, napolni vse notranje grobe površine vtičnice, zaradi česar je zagotovljena tesnost.
Uporaba polietilenskih cevi v sistemu oskrbe z vodo
Glede na pritisk v vodovodu, orodje, ki ga imate na voljo, in seveda vaši motivi, v notranjosti prostora ni mogoče uporabiti enega načina povezovanja teh istih cevi.
Uporaba stiskalnih naprav
To je zelo priljubljena metoda namestitve polietilenskih cevi za majhen premer vode za oskrbo z vodo. Vijačni fitingi so izdelani za cevi s premerom do 110 mm, vendar pa se v praksi pa je enostaven za uporabo 32 mm cevi, čeprav notranji večja velikost in ne izpolnjujejo.
Pribor majhnega premera se ročno vgradi, tudi ključ ni potreben.
Postopek je popolnoma enak kot pri vgradnji kovinsko-plastičnih vodnih cevi, le na mestu razdeljenega obroča se uporablja gumijasto tesnilo:
- Pripravite konca cevi. Rezani so pod pravim kotom, po možnosti s posebnim rezalnikom cevi.
- Na cevi položite tesnilni gumijasti obroč s tesnilno matico.
- Cev se vstavi v vijak, nato pa je matico privijačeno na navoj.
Prednosti takšne naprave so očitne: zelo preprosta in otežuje povezavo. Polietilen popravilo cevi s temi povezavami je mogoče brez zapletenih orodij, kot da je napaka del izrezan iz vode, in vgrajeni na prazen prostor na nove cevi. Hkrati je povezava neposredno odvisna od gumijastega tesnila: če postane neprimerno, bo povezava prešla.
Uporaba armature za difuzijsko varjenje
Na ta način je povezan tudi polipropilen. Pri tej izvedbi, povezava opremljanje s cevjo ne razlikuje od namestitve polipropilena: notranja površina vgradnjo segrejemo in spajko na vložku šobe ustrezne velikosti v zunanji površini cevnega priključka. Po nekaj sekundah je povezava pripravljena.
Uporaba priključka za varjenje s spajkalnikom
V tem primeru povezave ni več mogoče razstaviti. Med popravljanjem cevi HDPE, ki so povezani z okovom na varjenju, bo potreben poseben spajkalnik za obnovitev tesnosti. Vendar takšne spojine praktično nikoli ne tečejo. Preden jih zberemo, je potrebno odstraniti posnetek z zunanje strani cevi, saj so nepravilnosti in pregibanje razlogi, zaradi katerih prihajajo varjeni sklepi.
Zaščitno varjenje
Ta način povezave vedno uporabljamo pri polaganju HDPE cevi velikega premera. V tem primeru se tehnološke operacije nadaljujejo na ta način:
- Med koncema cevi je električni grelec.
- Po templjenju cevi se električni grelec odstrani.
- Povezava je pripravljena po času, potrebnem za hlajenje polietilenskih cevi.
Zgornjemu spoju je značilna zelo visoka trdnost (80-90% trdnosti monolitnih cevi). Metoda je nezaželena za cevi s stenami, ki so tanjši od 5 mm. Vendar pa je nujna potreba po HDPE ceveh, ki se talijo po segrevanju koncev na običajnem plinskem štedilniku. Čeprav takšen trik in pusti šibek šiv zunaj in znotraj cevi, hladna voda takšne spojine trajajo več let.
Električna sklopka
Ta način povezovanja je enaka oprema za varjenje, vendar je v tem primeru sklopka (katera koli druga oprema) kombinirana s spajkalnikom. Sredi plastike je nizkotemperaturna spirala, ki jo potrebujete samo za ogrevanje. Ta metoda je preprosta, hitra, vendar ne poceni.
Povezani članki















