チューブのフィッティングを正しく組み立てる方法。 圧縮継手の適用。 フィッティングの種類
ブックマークに追加
ポリエチレンパイプの正しい接続:接続の種類と取り付け方法
今日、PEパイプは建築材料市場で特に人気があります。 これらは工業用および家庭用のさまざまな技術パイプライン、エンジニアリングユーティリティの建設に使用されます。
ポリエチレンパイプは工業用および家庭用の様々な技術パイプライン、エンジニアリングユーティリティの建設に使用されます。
ほとんどの場合、冷水供給、各種化学物質の輸送、電気および電話ネットワークの通行不可能な通路として使用されます。 ポリエチレンパイプを良好に接続することが重要です。 以下では、PEパイプラインの着脱可能なワンピース接続の主要な種類とカテゴリを検討します。
ポリエチレンパイプラインには2種類の接続方法があります。
- 突合せ溶接または突入溶接の方法による非脱着式継手。 ポリエチレンパイプのこの接続を実施すると、パイプラインの端部の加熱は、その後の加圧下でのドッキングによって行われ、連続的な継ぎ目を形成する。
- クリンプ接続を使用した取り外し可能な接続、 圧縮継手(コレットカップリング)、スチールフランジなどがあります。 このタイプのドッキングは簡単ですが、実用性が低く、継手の購入には追加コストが必要です。
電熱カップリングによる溶接
このタイプの圧延製品のポリエチレンからの溶接を行うためには、特殊な継手および溶接装置が必要です。 溶接のための継手は、継手を収縮(溶接)する本体内に加熱要素を有する。 この方法は、窮屈な条件(ピット、トレンチ)で圧延されたポリエチレンを溶接するために使用される。 電気結合は1.6MPaの圧力に耐えることができます。 この方法の欠点は、バットよりもはるかに多くの材料費を必要とすることである。
電熱クラッチを用いてパイプを接続する方式。
溶接プロセスは、いくつかの段階に分けることができます。
- パイプと必要な軸上のカップリングのセンタリング。
- 接合部におけるパイプの外面の準備、洗浄および脱脂;
- 結合ノズルと溶接機の接続部;
- 接続の固定化。
- 加熱溶融、ポリエチレン溶融およびカップリングの収縮;
- カップリングのパワーオフおよび冷却。
加熱による突き合わせ接合
このタイプのPEパイプ溶接は、直径が50-63mmを超える場合に使用されます。 バットジョイントは、いくつかの段階で実行されます。
- 溶接の前に、溶接されたパイプラインの軸線がセンタリング装置内で整列される。
- 固定後、パイプラインの端部は平らにされ、脂肪、ほこりおよび汚れが掃除される。
- トリミング機での端部の加工。
- 面間ギャップの強制検査による並列性の検証。
- 熱工具を使用してパイプの端部を加熱する。
- 溶接に続いて冷却。
- 工具の取り外し、溶接継ぎ目の外面の検査。
鋼製フランジを使用した接続
場合によっては、溶接が不可能な場合、フランジが取り付けられます。 フランジ結合とは、取り外し可能な接続タイプのことで、PE製品とパイプライン継手および鋼製パイプラインとの接続に最適です。 パイプのフランジジョイントは、PEパイプの端部にしっかりと溶接されたアダプタースリーブを使用して、または金属製のフランジを使用して作られています。 フランジの間には、シール材(ゴム、ポリエステルなど)を充填する必要があります。 この取り付け方法の利点は、将来、フランジを外してシステムを清掃することが可能になることである。 水道管のフランジは、平らで輪郭のあるもの(襟、止め具または円錐)であることができる。
圧縮継手を使用したプラグイン接続
圧縮取付要素を使用することにより、溶接なしのパイプの接続が可能である。 この方法は、大口径の配管(最大63 mm)や分岐数の多いシステムに使用されることがあります。溶接すると、設置コストが増加するためです。 気密性を達成するには、耐摩耗性ゴムとカットメタルスリーブの内部シールが必要です。 作業を実行するには、一連のプロファイルキーと直角の特別なナイフが必要です。 コレットは、2.5MPaの圧力に耐えることができる。 コネクタの組立ては簡単で簡単ですが、主なものは、継手の寸法が水道管のサイズと正確に一致することです。
パイプの受精はそれほど一般的ではありません。 ローリングはベルに接続されており、ベルリングをラバーリングで密封することによって気密性が得られます。 このような取り付けは、ポリエチレンをベースとする非加圧系により適している。 最後に、フィッティング付きのPEパイプ接続のタイプを選択するときは、設置するツールと設備の選択に特別な責任を負う必要があることに注意してください。
従来のポリエチレンパイプラインとプロファイルポリエチレンパイプラインを問題なく設置するのに適した方法を簡単に選択できます。
様々なタイプのポリエチレンパイプが広く普及しているため、フィッティングと呼ばれるドッキング要素の需要が高まっています。 HDPE管継手は、短時間で簡単に設置できます。 現在、企業は多くの異なる化合物を生産しています。 HDPEパイプ用の継手は、ポリエチレン、銅、真ちゅうの異なるタイプで作られています。
HDPEパイプの継手が使用されています:
- 同じ直径のパイプを接続する場合。
- 直径の異なるパイプを接合する場合。
- パイプライン図によって提供される分岐を整理する。
- パイプターンの取り付け用。
- PEパイプにプラグを取り付ける。
- 異なる継手でパイプを接続する場合。
PEパイプを接続する場所は以下の通りです:
- 信頼できる。
- 耐久性のある。
- 防水。
- 化学元素の影響を受けにくい。
継手の分類
プロフェッショナルパイプラインのインストーラは、HDPEパイプ継手を以下の方法で区別します。
- 取り付け方法:圧縮、溶接、電気溶接。
- 剛性:柔軟性と剛性。
- コネクタ:着脱可能でワンピース。
接続要素の別の分類があります:
- 直接、同じ直径のHDPEパイプのドッキングに使用されます。
- 縮小、直径の異なるパイプを接続するために使用されます。
フィッティングの最初の分類をより詳細に分析します。
各種配管接続用継手
選択されたパイプラインのインストール方法に応じて、以下を区別します。
- 溶接継手;
- 電気溶接された接続要素;
- 圧縮継手。
溶接された接続要素
溶接継手は、次の2つの方法で製造できます。
- 高圧下で起こる低圧の方法(鋳造金具)。

- 小さなパイプセグメントの突合せ溶接(溶接継手)。

溶接継手は、直径が63mm〜315mmのものがあります。
このタイプの継手は、溶接でパイプを接合するために設計されています。 溶接継手のコストが低いため、幅広い用途があります。 事実上、パイプライン設計によって提供されるすべてのブランチおよびプラグは、溶接されたコネクタで作成できます。
ほとんどの場合、溶接された継手は、輸送される液体の温度が40℃を超えないガスパイプラインおよびシステムの設置に使用される。
電気溶接された接続要素
電気溶接またはサーミスタ継手は、到達困難な場所、すなわち従来の突合せ溶接を行うことができない場所にパイプライン構造を取り付けるために使用されます。

接続部分に配置された電熱線を装備しています。 温度の影響下で、これらのスパイラルは加熱され、ポリエチレン管を溶融させる。 冷却後、強い溶接継ぎ目が得られる。
圧縮ジョイント
HDPEパイプの圧縮継手は、溶接を使用せずにパイプを接合するために設計されている。 このような突合せ要素によって、取り外し可能な接続が得られる。

この種の継手は、
- ポリエチレンハウジング;
- 接合点に位置するOリング;
- リングをクランプし、機械的損傷から接続を保護する。
- ブッシング、パイプを押す。
- カバー - ナット、ドッキングの場所をしっかりと閉じる。
さまざまな素材から製作されています。 ジョイントの直径は16mm〜110mmです。
圧縮継手の取り付けの特徴
パイプを適切に接続するか、圧縮継手で必要なブランチを作成するには、次の手順に従います。
- HDPEパイプを準備し、圧縮継手を数回ゆるめる。
- パイプには、継手にパイプを挿入する深さを示すマーキングが付いています。 取り付けの前に、結合すべきパイプの領域に水または軽い石けん溶液を注ぐことをお勧めします。
- 引かれたマークの前に、パイプが準備された継手に挿入されます。 PEパイプをOリングに完全に入れるには、努力が必要です。 それ以外の場合、接続はシールされません。
- キャップナットはネジ山の端まで締め付けられます。

圧縮継手を正しく取り付けることにより、十分に強くてしっかりとした接続が得られる。
ジョイント剛性のための継手の分離
剛性の程度によって、継手は区別されます:
- タフ このような接続は、パイプを移動させる可能性を完全に排除する。

- フレキシブルなので、パイプの長さ方向の変位を3〜5 mmにし、パイプを小さな角度で回転させることができます。 フレキシブルフィッティングを使用する場合、接続ポイントに必要なすべてのプロパティは変更されません。

フレキシブル接続は、地面にパイプラインを敷設するのに最適ですが、コストもかかります。 したがって、極端に必要な場合にのみ使用されます。
パイプラインの最も単純なシステムを設置するために、硬い継手がより頻繁に使用される。
フィッティングの種類
パイプラインを取り付けるときは、取り外し可能な接続と一体型の接続の両方が必要な場合があります。 これはジョイントパイプの存在とその使用によるものです。 例えば、水供給のためのHDPEパイプ:設置の第1段階での継手は、パイプラインをポンプステーションに接続するために使用される。 ある時点ではポンプを交換する必要があり、取り外し可能な接続は必要な作業を可能な限り簡素化します。
着脱可能な接続
ほとんどの場合、上記の圧縮継手を使用して設置が行われます。 しかし、この関節を整える他の方法があります:
- フランジ接続。 鋳造または真鍮のフランジは、溶接によってパイプに取り付けられる。 この種の接続は、大口径のパイプやポリエチレンパイプと金属パイプとの接合に主に使用されている。
- スレッド接続。 パイプの締付けは、予めパイプ及び継手に設けられたねじによって行う。 それは最も信頼性が低いと考えられています。 ケーブル導管や流体圧力の低いシステムの敷設に使用できます。
- フレア接続。 非常にまれに使用されます。 継手の拡管や管の他端で管の一端を固定して行う。 これは、ケーブル用のパイプラインの敷設に最もよく使用されます。
取り外し可能な接続には、HDPEパイプ用の真鍮継手を使用できます。
取り外し不可能な接続

非脱着式ジョイントは、最も信頼性が高いと考えられるため、地下構造またはコンクリート構造を接続するために最も頻繁に使用されます。 パイプ溶接は、以下の方法で行うことができます。
- お尻。 同じ直径のパイプを接合する最も一般的な方法。
- ネスト溶接。 このパイプ接合方法では、同じパイプパラメータに等しい内径の継手が使用されます。
- プレスまたはエッジ溶接。 これは、井戸などの構造物とパイプをドッキングするために使用されます。
- 電気融合溶接。 これは電気的な結合の助けを借りて発生し、最も信頼できる接続方法と考えられています。
ワンピース接続を装備するために、成形および電気溶接継手が使用されています。
フィッティングの種類
すべての継手は、設計上の特徴が異なり、したがってその用途も異なります。 これに応じて、フィッティングを以下のように分割することができます。
- カップリングは3つの主なタイプで発生します:
- 同じ直径のパイプを接続する等パス。
- 補償する、主により小さい直径のパイプに切り替えるために使用されます。
- フランジ付きで、直径の大きいパイプを接続するのに使用されます。
- アダプター。 それらの助けを借りて、様々なバルブまたは別のタイプのパイプ、例えば金属がパイプラインに接続される。
- タップ パイプの向きを変えるのに使い、システムを回してください。 標準曲げは45°、66°または90°のスイベル能力で利用できます。 一部の企業は、顧客のパラメータに従ってフィッティングの製造に従事している。 システムを取り付けるために角度度合いの異なる曲げが必要な場合は、そのような継手を常にメーカーから注文することができます。
- セデルカ。 さまざまな支店の配置を意図しています。 HDPEパイプのサドルには、2種類あります。
- クランプ、あらゆる面からの圧着パイプ。
- 既存のシステムに新しいパイプラインをカットするためのパッド。
- クロッシングとティー。 これらは、分岐パイプラインのインストールおよび他のデバイスのネットワークへの接続に使用されます。
- キャップ。 流入する液体または気体をパイプに一時的に遮断するために使用されます。

ある種の継手は、特定のパイプライン設計を取り付けるためのものです。
継手は、ポリエチレンパイプの組み立てを容易にするために製造されています。 できるだけ接続要素を正しく選択すると、パイプラインシステムの設置に要する時間が短縮され、パイプの接続作業が非常に容易になります。
カップリングは、単一の作業用に設計された継手と呼ばれ、パイプの各セグメントを接続し、それらを単一のパイプラインに変換します。
カップリングは異なりますが、それらの主な違いは使用される材料とデザインそのものにあります。
この記事では、屋内および屋外の給水または下水システム用に作成されるPNDカップリングについて検討します。
記事の内容
特徴と目的
材料としてのHDPEは一種のポリエチレンです。 ポリエチレンはポリマーの派生物と呼ばれ、実際それはそれです。
私たちの時代のポリマー製品は、市場における主要なポジションを保持しています。これは、非常に自然であり、驚くべき特性と共通の関連性があるためです。
ポリエチレンはポリマーの安価なバージョンでもあり、主に下水道や技術水供給システムのために設計されています。
HDPEは低圧ポリエチレンとして解読される。 それは、低圧および所定の温度の条件下で特別なチャンバで製造される。 HDPEは従来のポリエチレンよりもはるかに強く、それは摩耗しないので、それからのパイプは優れたリング剛性を有する。
したがってHDPEパイプと継手は、まだ十分に容易に拡散装置を使用して溶接された任意のタイプの外部の影響に耐え、少しの重量を量ります。
HDPEからのマフ - HDPE製品の不可欠な部分です。 それらなしで、HDPEパイプの接続は、各セグメントが動作位置に取り付けられており、手で溶接しなければならなかった悪夢に変わるであろう。

材料間の相互作用の特異性は、私たちに一定の制限を課す。 HDPEのパイプの場合、同じ材料および同じ直径の継手および継手を使用することができる。
例えば、製品63 [mm]のIPA直径63ミリメートルの直径と同じ材料の応答継手を設定することが妥当です。 唯一の方法は、あなたが時間をかけて、何も破壊されていないことを確認することができ、作業の接続が時間の最大量を保持します。
我々は上記したように、カップリングは完全にこれらのパイプに使用される機能、およびパイプラインの条件を遵守しなければなりません。
現代の通信システムにおけるパイプは決して唯一の作用要素ではない。 すべてのパイプラインがキャリアを運ぶ。 キャリアは一定の圧力および一定量で輸送される。 システムを再び過負荷にしないために、パイプラインのすべての要素が非常に慎重に選択されます。 これはカップリングにも当てはまります。
したがって、HDPEから接続フィッティングを選択するときは、それを監視する必要があります:
- 十分なレベルの圧力を維持した。
- 直径に近づく。
- 同じ種類の材料を持っていた。
- 作動温度範囲に近づいた。
これらの4つの条件は唯一のものではなく、最も重要な条件です。 販売されている各継手には、その特性が示されているドキュメンテーションが添付されています。
標準IPAクラッチ圧は10〜25バール、モデルに応じてそれらの直径を有する30〜63ミリメートルを開始し、110ミリメートルまで延びるが維持され、それは外側のHDPEパイプは数百ミリメートルの直径を有するカップリングを収集した、唯一のインナーチューブです。
最も重大な条件の1つは動作温度です。 材料としてHDPE - 単に優れているが、元の性能で高温に対応することはできません。 それからの製品は溶け始め、永久に変形し始めます。
PNDは、パイプラインのコンポーネントとして暖房や給湯を使用しないようにしています。 同じことがHDPEカップリングにも当てはまります。
タイプと区別
パイプを接合するためのHDPEカップリングの基本バージョンについて考えてみましょう。 彼らの主な違いはデザインです。 異なるフィッティングは、それぞれ異なる状況での使用を意図しており、そのデザインは異なります。

圧縮ポリマークラッチ
デザインの面では、
- 圧縮;
- 溶接された;
- 電気溶接された。
これらの3つのグループが最も頻繁に使用されます。 我々はそれらをより良く知るようになるでしょう。
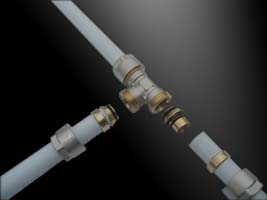
圧縮
スレッド化されたものと非常によく似ていますが、それらは改善されたバリエーションとみなされます。 圧縮継手には特殊なナットが装備されているため、継手を締め付けて信頼性を高めます。
ナットに加えて、多くのシールがあり、デザイン自体は標準的なネジ製品と比較して大幅に改善されています。
それにもかかわらず、圧縮HDPEカップリングは非常に一般的です。 それらの走行直径は63mmから始まり120-150mmに達する。 圧縮製品には依然として溶接の利点がないため、これ以上のことはまれです。
HDPE圧縮カップリングの概要(ビデオ)
溶接された
溶接継手は、溶接によってパイプに接続される継手である。 鋼と金属のビレットは、溶接機を使用して溶接されます。 このタイプの接続には長所と短所があります。
この利点には、締め付け力、どの場所でも継手を溶接する能力、全体的な強度などが含まれます。 短所 - 自分で仕事をすることができないこと。 少なくとも、溶接機、保護装置、最低限の技術が必要です。
金属を使って作業するときには溶接機がなければ、できません。 もう一つはPNDの仕事です。 ポリマーは、その部品を融点まで単に温めてから、予熱した状態でそれらを接続するだけで溶着される。

定性的溶接のためには、拡散装置を手元に置くだけで十分である。 残りは技術の問題です。 結果として得られるノードは、気密性や強度の面で金属に劣るものではありませんが、何度も素早く簡単に実現できます。
電気溶接
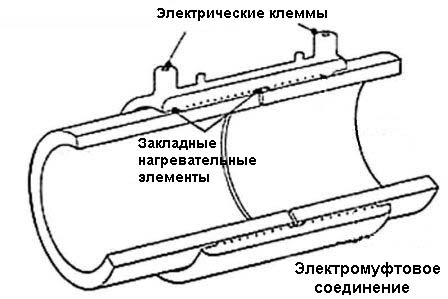
電気溶接されたカップリングは標準のカップリングとわずかに異なります。 電気カップリング - 実際に自動モードでのラインの組み立てを意図したもの。 これは、それが単独で動作することを意味し、デバイスを接続して適切な場所にインストールするだけです。
電気的結合は、通常の種類と同様の形状を有する。 また、固体HDPE本体で構成され、特定の直径、例えば63mmを有する。 主な違いは、加熱用のケーブルハウジングが内蔵されていることです。
彼らはすべての作業の90%を実行します。 これらのケーブルは継手本体を貫通し、その出力は2箇所に設置され、端子と呼ばれます。 現在のフィーダまたはポータブルトランスを端子に接続します。 特定の条件の下で流れる電流は、加熱ケーブルを誘発し、それらは周囲のポリエチレンを暖かく暖める。
ある時点で、ポリエチレンは融点に達する。 これは、電気的結合を溶接するプロセスの始まりになるでしょう。 そして、すべてが標準的な手順に従って起こります。 溶融した形態のポリマーは、パイプのポリマーと共生する固体モノリシック接続を形成する。 溶接機は必要ありません。

現在のフィーダを端末に接続し、処理が完了したらそれを取り外すだけで十分です。 30分後、クラッチが完全に把握され、操作の準備が整います。
このスキームの下では、特に外部の上水道システムや下水道システムに従事している人々にとって、作業することは非常に便利です。 地元の製品は巨大な直径を持っています。 手でそれらを接続することは、腹が立っていても大変です。 HDPEの存在は人の作業を大幅に簡素化し、生産性を向上させます。
ブックマークに追加
- オールインワン(特殊溶接機と電気融合式の突き合わせ接合部)
- スプリット(特殊なシールでフランジ加工されフランジ加工されています)。
操作中にパイプラインに圧力が加えられると、突合せ溶接またはボックス溶接が使用されます。 しかし、信頼性の高いフランジ接続は、前の2つの方法に比べて劣っていません。
ポリエチレンパイプの強度とその可塑性、さらには高い信頼性は、地震活動の激しい場所や定期的に地上の動きが見られる場所では、その適用が事実上不可欠であるという事実に注意してください。

パイプの接続は、突合せ溶接によって行われる。
問題が発生したとき、どのように効果が最も高いのか、次の溶接方法のどれかを優先するのが望ましいです。 あなたが突合せ溶接を好むなら、それは特別なツールを使用して生産されることを覚えておく必要があります。
その本質は、プロセス中に、接続されたパイプの端部が特殊な加熱要素によって粘度まで加熱されるという事実にある。 その後、両方のパイプの融解した端部は、圧力下で互いに接続され、接合部で自然に冷却される。 パイプの端部は汚染から掃除し、加熱する前に脱脂する必要があります。
運転中、加熱温度に注意する必要があります。これは、所望のモード、材料のリフロー高さ、パイプ端部の加熱時間および接合面の加圧時間に維持する必要があります。
冷却後、溶接部は同じ高さに突出しているはずです。 この結果により、シームの最大の信頼性と強度が得られます。
最も一般的な接続方法は、突合せ溶接です。 ほとんどの場合、パイプラインアセンブリはこの方法で実行されます。 しかし、それほど有効な方法ではない別の方法の電動溶接を考慮する必要があります。 このように溶接する間、接合される表面の加熱は、成形されたポリエチレン要素に起因する。 固化すると加熱されて固化する。
これらの要素は、装置によって加熱され、内部を通過する電流は、所望の温度に成形部分をもたらす。 突合せ溶接と同様に、作業を開始する前に、パイプや部品のすべての端を完全に清掃し、脱脂する必要があります。
締結要素およびパイプが溶接の開始から冷却ステージまで完全に不動であることを確認することが必要である。 ブランチを溶接する場合は、クランプを注意深く選択する必要があります。
電動溶接の利点について言えば、取り付けの単純さ、高い信頼性と強度の接合部、短い時間のコスト、安全性と費用対効果、さらには難しい場所での設置作業の実用性を指摘する必要があります。 この技術は、信頼性が高く簡単であることが証明されており、ガスパイプラインや水道管にうまく使用されています。
溶接なしの接続
継手との接続
間違いなく、接続の溶接方法は信頼性が高くシンプルですが、使用が不可能な時があります。 そのような状況では、カプラカップリングを使用することが可能である。 ポリエチレンパイプライン用に特別に製造された継手は、結合されるパイプ端の確実な接続のためのものである。
圧縮継手 - いわゆる、これらの継手 - ポリエチレンパイプを設置するための特別な装置を必要とせず、素人が簡単に設置することができます。 この固定方法は、直径が小さいパイプを使用する場合(20〜315 mm)に特に適しています。
HDPEパイプは剛性が低いので、特に直径が大きい圧力パイプラインは一緒に溶接する必要があります。 それは完全に絶対気密継手が管継手の化合物の下、さらに減圧して変形することができるので、完全にbessvarochnyする方法を与えることができない単一のユニットで互いにしっかり凝固後に管を接続可能にします。
しかし、圧縮継手の利点は、必要に応じて、上記の溶接方法のいずれも提供できない、取り付けられた部品の組み立ておよび分解の可能性である。 そして、関節の解体は二度以上扱うことができ、これはこの人のために訓練されていなくても強制的に行われます。 接続金具のナットを緩めて締めることができる特別なキーを除いて、ツールとツールは必要ありません。
低温でも設置が可能であり、任意の直径の多種多様な接続要素により、システム内の配線、分岐およびターンを生成することが可能になる。
下水道用HDPEパイプライン
下水道用のポリエチレン製パイプラインの自己組立は非常に簡単です。 カップリング、コーナーおよびティー付きのパイプは、シーリングラバーリングを使用して接続されています。 このようなシールが不十分な場合には、パイプにシリコーンシーラントをさらに塗布する。
下水道ポリエチレンパイプラインの設置は任意の困難を生じない:天井や壁のいずれかをネジで壁にネジ止めする必要があり、最も簡単なスナップロックです。 あなたが特に美学を気にしない場合場合は、あなただけの、壁にわずかに大きい直径の穴を鋼製のピンを駆動端を曲げて、これらのその場しのぎの括弧の中にパイプを通すことができます。 標準的な備品の助けを借りて、パイプラインを壁の近くにのみ設置することができます。ピンに少し距離を置くことができます。これはしばしばはるかに便利です。
電気設備用のHDPEパイプライン
電気配線の場合、平滑なポリエチレンパイプと波型のポリエチレンパイプの両方の使用が同様に成功しています。
この場合、IPAの2つの主な特徴が考慮されます。
- 弾力性、柔軟性。
- 電流を流す能力の欠如。
- 配線のために、パイプラインは壁の表面に置かれ、(壁の内側に)隠され、土壌に敷設する際のケーブル保護として使用されます。 後者の場合、波型HDPEパイプがより頻繁に使用される。 同時に、パイプの密閉ドッキングに特に注意が払われる。

配管アセンブリの修正
タイトネスは、次の2つのオプションのいずれかで達成できます。
- 突合せ溶接またはカップリング。
- ソケット内のHDPEパイプのホットケーシング。 加熱されたパイプは、前のパイプのソケットに力を入れて挿入されます。 したがって、局所的に変形して、ソケットの内部の粗い表面をすべて埋め、その結果、締め付けが保証されます。
給水システムにおけるポリエチレン管の使用
配管内の圧力に応じて、利用可能なツール、そしてもちろん、部屋の中の動機は、これらの同じパイプを接続する1つの方法を使用することはできません。
圧縮継手の適用
これは、給水用の小口径のポリエチレンパイプを設置する非常に一般的な方法です。 屋内大きなサイズとしないが、満たすことが圧縮継手を110ミリメートルまでの直径を有するパイプのために製造されているが、実際には、32 mmのパイプを使用するのが便利です。
小口径の継手は手動で設置されているため、キーが不要です。
手順は金属製の水道管の設置とまったく同じですが、スプリットリングの場所にのみゴム製のシールが使用されています:
- パイプの端を準備します。 それらは直角に、好ましくは特別なパイプカッターを用いて切断される。
- 配管上にユニオンナット付きのシール用ゴムリングをのせます。
- パイプを継手に挿入し、ユニオンナットをネジ山にねじ込みます。
このようなインストールの利点は明らかです。これは非常に簡単で、接続が困難になります。 欠陥部に水から切り出され、そして新たな管継手に空きスペースに搭載されたような接続を有するポリエチレン管の修復は、複雑な工具なしに可能です。 同時に、接続はゴムシールに直接依存します。不適切になると接続が流れます。
拡散溶接用継手の適用
このようにして、ポリプロピレンも接続される。 本実施形態では、パイプと継手の接続は、ポリプロピレンのインストール異ならない:フィッティングの内面が加熱され、管継手の外面に正しいサイズのノズルインサート上のはんだ。 数秒後に接続が可能です。
はんだごてを使用した溶接用継手の使用
この場合、接続はもはや解体できません。 溶接時にフィッティングによって接続されたHDPEパイプを修理する際に、締め付けを回復するために特別なはんだアイロンが必要になります。 しかしながら、そのような化合物は実際には決して流れない。 それらを収集する前に、溶接継手が流れる理由は不規則性およびスカッフィングが理由であるので、パイプの外側から面取りを除去する必要があります。
突合せ溶接
この接続方法は、大口径のHDPEパイプを敷設する場合に常に使用されます。 この場合、技術的操作は次のように進行します。
- パイプの端部の間には電気ヒーターがあります。
- パイプが溶けた後、電気ヒーターが取り外されます。
- ポリエチレンパイプの冷却に必要な時間が経過した後、接続が準備されます。
バットジョイントは非常に高い強度(モノリシックパイプの強度の80〜90%)が特徴です。 この方法は、壁が5mmより薄いパイプには望ましくない。 しかし、HDPEパイプの緊急の必要性は、従来のガスストーブで端部を加熱した後に融着する。 そのようなトリックとパイプの外側と内側の汚れた縫い目を残すが、冷たい水はこのような化合物は長年続く。
電気的結合
この接続方法は溶接の継手と同じですが、この状況では継手(他の継手)がはんだごてと組み合わされます。 プラスチックの真ん中に低温の螺旋がある、あなたはちょうど加熱のためにそれを供給する必要があります。 この方法は簡単で高速ですが、安くはありません。
関連記事















