
Polyeteeniputkien juottaminen loppuun ja sähkökytkentä
Nykyään polymeerimateriaaleista valmistettuja tuotteita käytetään monilla elämänalueilla ja teollisuudenaloilla. Erityisen suosittu HDPE on matalapaineinen polyeteeni. Tämä materiaali eroaa sen kestävyydestä ja kestävyydestä, koska sen alhainen ominaispaino on helppo asentaa. Polyeteeniputket tekevät usein putkistoja eri tarkoituksiin. HDPE-tuotteiden hitsausta suoritetaan yksittäisten aihioiden yhdistämiseksi. Tässä artikkelissa puhutaan HDPE-hitsausputkien lajikkeista ja ominaisuuksista.
Yhteyksien tyypit
Polyetyleeniputkien liittämistä varten voidaan käyttää seuraavia menetelmiä:
- Plug-in liittimet. Tällaisten aihiotukien suorittamiseksi HDPE: stä tarvitaan teräslaippoja. Tämän telakoinnin periaatteen tärkein piirre on se, että toiminnan aikana putki voidaan purkaa.
- Pysyvä Attached. Tässä tapauksessa purkaa viestintä ei toimi. Tällaisen liitoksen tekemiseksi aihiot on hitsattava. Tätä varten voidaan käyttää yhtä seuraavista menetelmistä:
- polyetyleeni-aihioiden hitsaus;
- hitsaamalla HDPE: n tuotteita liittimien avulla.
Putkistojen kokoamiseen suurikokoisista elementeistä käytetään lämpöä kestäviä liittimiä tai päittäishitsausta. Käytettäessä molempia saadaan luotettava monoliittinen yhteys.
HDPE-tuotteiden hitsattu hitsaus

HDPE-putkien hitsaukseen tarvitaan hitsauslaitteiden käyttöä. Koska lisäosia ei käytetä hitsauksen aikana, asennusprosessi on paljon yksinkertaisempi. Tällä tavoin vain HDPE: n aihiot voidaan hitsata.
Huomio: HDPE: n tuotteiden korkealaatuista hitsausta saadaan vain sillä ehdolla, että se suoritetaan yhden sauman avulla. Tästä johtuen liitettävien osien liittämisen kestävyys on suurin.
Polyeteeniputkiputkien hitsaaminen on tehokkain ja monipuolinen tekniikka, sillä samalla materiaalin joustavuus säilyy koko putkilinjan ajan. Tätä menetelmää voidaan käyttää riippumatta käytettävän putkilinjan tyypistä (kaivanto, ruuvaus tai avonaisuus).
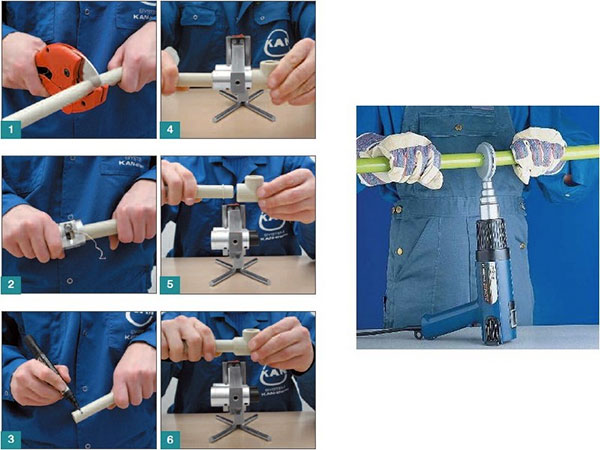
Polyetyleeniputkien juottaminen suoritetaan seuraavassa järjestyksessä:
- Ensinnäkin yhdistettävien aihioiden päiden on oltava asennettuna hitsauslaitteiston keskittimeen.
- Kun osat on kohdistettu ja kiinnitetty, käytä puuvillaa ja alkoholia pölyn, lian ja rasvan päiden puhdistamiseen.
- Sitten hitsattavat päät käsitellään sulatuslaitteen avulla. Viimeinen leikkaus pysähtyy, kun yhtenäiset hakaset, joiden paksuus on enintään 0,5 mm, alkavat muodostua. Nyt työkappale voidaan irrottaa ja tarkistaa käsin rinnakkain päiden.
- Jos hitsattujen pintojen välillä on epätasainen rako, leikkaus on toistettava.
- Tämän jälkeen suoritetaan putkien juottaminen. Tämän tekemiseksi, kuumennuselementin avulla, jossa on tarttumaton pinnoite, työkappaleiden päät lämmitetään haluttuun lämpötilaan.
- Kun päät on sulatettu riittävästi, hitsattuja tuotteita kasvatetaan, ja myös poistamme lämmityselementin hitsausvyöhykkeeltä.
- Tämän jälkeen hitsatut päät voidaan sulkea ja puristimen paine kasvaa, kunnes se saavuttaa vaaditun arvon.
- Hitsattu sauma on pidettävä paineen alla tietyn ajan.
- Sen jälkeen tarkistetaan hitsauksen laatu. Voit tehdä tämän arvioimaan arinan, leveyden ja korkeuden ulkonäköä.
HDPE: n aihioiden muffin hitsaaminen

HDPE-putkien hitsaus muff-menetelmän avulla suoritetaan erityisellä hitsauskappaleella, jota kutsutaan juotosrungoksi, sekä joukon erikoissuuttimia, jotka voivat vaihdella halkaisijaltaan. Suuttimen koko valitaan hitsattujen polyetyleeniputkien halkaisijan mukaan.
Putkilinjojen juottaminen HDPE: stä juotetaan käyttäen liittimiä. Näiden tuotteiden kokoonpano voi olla erilainen. Ne voivat olla kulmien, teiden tai kytkentöjen muodossa. Tämän juotosmenetelmän avulla aihiot ja liittimet on hitsattu.
Tärkeää: Hitsauskytkennän tärkein etu on se, että se voidaan suorittaa vaikeasti tavoitettavissa paikoissa, joissa aihioiden aksiaalinen siirtyminen on vaikeaa.
Polyeteeniosien lämmitys suoritetaan koskettamalla työkappaletta hitsausyksikön kuumennetulla metalliosalla. Se koostuu kahdesta kiertämisestä:
- turrilla lämmitetään sovitelman sisäpinta;
- lämmitysputki asetetaan holkkiin.
Tämän suuttimen asentamiseksi juotosyksikön reikään holkki ja tuurnat on kierrettävä yhteen.
Muoviputkien mukaisten polyeteeniputkien juottaminen käsittää seuraavat valmistelevat toimenpiteet:
- Työkappaleet on leikattava erikoisaksilla haluttuun kokoon. On varmistettava, että leikkaus on tiukasti kohtisuorassa tuotteen pitkittäisakseliin nähden.
- Ennen juottamista liitettävien aihioiden päitä on puhdistettava.
- Jotta estettäisiin ei-toivottu jäähdytys hitsausprosessin aikana, putkien päät, joita ei tällä hetkellä ole kytketty, suljetaan pistokkeilla.
- Sen jälkeen on välttämätöntä puhdistaa suuttimen pinta hitsaamalla aineista, jotka voivat säilyä edellisen työn jälkeen.
Nyt voit siirtyä hyvin hitsausprosessiin, joka suoritetaan tässä järjestyksessä:
- Ensinnäkin suutin on lämmitettävä hitsauslämpötilaan. Kun arvo saavuttaa vaaditun tason, juotosrungon rungon merkkivalo ilmoittaa.
- Sen jälkeen HDPE-putki on työnnettävä holkkiin, kunnes se pysähtyy. Kiinnitys asetetaan puolestaan tuurnalle niin pitkälle kuin se menee. Koska halkaisijat ovat hieman erilaisia, tarvitaan jonkin verran vaivaa menettelyn suorittamiseksi.
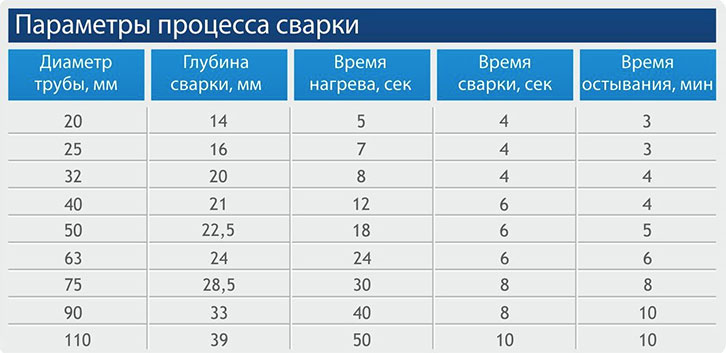
- Valitaan putken hitsausaika erityisten taulukoiden mukaan, jolloin tämä indeksi on tarkoitettu eri halkaisijoille.
- Putkielementin asettamisen aikana ja sovituksen sovittami- seksi ylimateriaali aihioiden pinnasta sulatetaan ja ekstrudoidaan ulospäin. Tämän seurauksena muodostuu rengasmaista rullaa hitsattujen elementtien reunaa pitkin.
- Kun osat työnnetään paikoilleen, ne on pysäytettävä juuri silloin, kun työkappale ja sovitus pysähtyvät. On erittäin tärkeää noudattaa tätä ehtoa, koska muutoin yhteys ei ole tarpeeksi vahva. Koska työkappaleen upottamisen syvyyttä on vaikea määrittää tarkasti, on välttämätöntä mitata tämä arvo etukäteen ja merkitä putki.
- Poista sitten hitsatut työkappaleet suuttimesta. Tämän jälkeen asenna putki liitososaan niin, että se on tiukasti kiinni rengasrullasta. Salli liitetyt komponentit jäähtyä. Tässä tapauksessa älä kierrä niitä ja altista niitä erilaisille mekaanisille vaikutuksille.
Sähköhitsaushitsaus

Tällaisen liitännän suorittamiseksi tarvitaan erityinen sähköinen kytkentä, johon upotetut lämmityselementit asennetaan. Jos verrataan tätä hitsausta pylvääseen, se maksaa enemmän, koska tarvitset ostaa kalliita sähkökytkimiä.
Tällä tekniikalla on kuitenkin sen edut:
- Koska putkien sisäpinnalle ei muodostu arinaa, putken läpäisevyys ei vähene.
- Tämä hitsausmenetelmä on kätevä käyttää rajoitetussa tilassa, jossa ei voida asentaa kokonaishitsausta.
Liitettäessä kaksi tyhjää putkijohdon suoraviivaiseen osaan, käytä tavanomaisia sähkökytkentöjä. Joissakin tapauksissa saattaa kuitenkin olla tarpeen käyttää elektrofuusiota ja satulakivääriä. Työn suorittamiseksi tarvitset hitsaustyökalun.
Hitsausprosessi toteutetaan käyttäen polyeteenihitsausta. Tämä on erityinen tuote, jossa on sisäänrakennetut spiraalit, jotka toimivat lämmityselementeinä. Samanaikaisesti osa lämmön kierteen sulaneen materiaalin osasta on kytketty työkappaleen polymeerimateriaaliin muodostaen kiinteän monoliittisen putken. Muuten kierre säilyy vastaanotetussa saumassa ikuisesti.
Tärkeää: Elektrofuusion tekniikka mahdollistaa korkean lujuuden omaavan yhdisteen hankkimisen. Kuitenkin tämän menetelmän korkeiden kustannusten vuoksi sitä käytetään paineviestinnän asennuksessa kaasun ja öljytuotteiden kuljetukseen.
Hitsausliitokset suoritetaan seuraavassa järjestyksessä:
- Erityisten leikkauslaitteiden avulla putket leikataan oikean kokoisiin kappaleisiin.
- Seuraavaksi aihiot on puhdistettava lian ja rasvanpoistossa hitsauskohdassa. Samaa käsittelyä tulisi kohdistaa sähköiseen kytkentään.
- Sitten putkimaisille elementeille tehdään merkkejä, jotka mahdollistavat putken työntymisen syvyyden kytkentään.
- Jotta estettäisiin elementtien ei-toivotut jäähdytys hitsausprosessin aikana, putkien vapaat päät säteilytetään.
- Erikoisjohtojen avulla hitsausyksikkö on kytketty sähkökytkimeen, jolloin käynnistyspainiketta painetaan.
- Tietyn ajan kuluttua yksikkö sammuu automaattisesti, mikä tarkoittaa hitsauksen loppuunsaattamista.
- Näin saatuja yhdisteitä voidaan käyttää vain tunnin kuluttua.
Huomio: Tärkein edellytys laadun hitsaamiseksi on osien liikkumattomuus hitsauksessa ja jäähdytyksessä.
Saadut hitsatut liitokset koskevat seuraavia vaatimuksia:
- Hitsatun sauman rengasmaisen läpän tulee olla päällekkäinen työkappaleen kanssa tehtyyn merkkiin ennen hitsausta.
- Putkisegmenttien sallittu siirtyminen toisiinsa nähden on enintään 10% HDPE-elementin seinämien paksuudesta.
- Jos hitsatun työkappaleen seinien paksuus on enintään 5 mm, rullan korkeus laadulliselle hitsaukselle tulisi olla noin 2,5 mm. Jos hitsausputket ovat seinämän paksuutta 6-20 mm, rullan korkeuden on oltava yli 5 mm.
Valitessasi hitsaamalla aihiot HDPE: stä, on otettava huomioon asennettavien teknisten apuvälineiden käyttöolosuhteet. Ainoastaan tämän tekijän huomioon ottaen on mahdollista suorittaa luotettava ja laadukas putki, joka toimii tehokkaasti koko sille varatulla ajalla.
Rakennustuotteiden valikoima kasvaa vuosittain. Markkinoilla on moderneja materiaaleja, jotka helpottavat rakennusvaihetta ja lisäävät työntekijöiden tuottavuutta. Kuluttajat pyrkivät käyttämään putkistoja, joilla on pitkä käyttöikä suunniteltaessa sisäisiä järjestelmiä kodeissa. Sopiva vaihtoehto, joka täyttää kuluttajien vaatimukset, on muovisen sisäisen viestinnän haara. Kuinka juotetaan muoviputkia?
Toinen tällaisten tekniikoiden etu on kyky kehittää tai korvata itsenäisesti vesihuolto- ja lämmitysverkot. Kuinka juottaa muoviputket veden toimitukseen?
Tarkastellaan tyyppejä

metalli ja muovi

polyeteeni
Tällaiset viestinnät on jaettu alalajiin:
- Polyeteeniä - käytetään rakennusten ja ulkoisten reittien rakentamiseen. Niitä voidaan käyttää korkeapaineputkiliitoksissa ja alhaisissa ympäristön lämpötiloissa.
- PVC: tä käytetään vähentämään korjauskustannuksia.
- Metal-muovi - käytännöllisimmät tuotteet, joiden käyttöikä on yli 50 vuotta. Ihanteellinen kuuman veden korvaamiseen.
Tämän materiaalin laaja käyttö johtuu useista syistä. Tällaisten rakenteiden positiiviset ominaisuudet verrattuna metallisiin:
- Pitkä käyttöikä.
- Alhainen korroosio.
- Helppo asentaa.
- Ei vaadi erityisiä taitoja.
- Ympäristöystävällinen materiaali.
- Taloudellinen ja edullinen käytössä.
- Kevyt ja helppo kuljettaa.
- Ei altis mikro-organismien haitallisille vaikutuksille.
Sinun vesijärjestelmäsi

Kytkinkokoonpano

Polyeteenimallit asennetaan piikkimenetelmällä tai liittimillä / liittimillä (kytkentäjärjestely). Kuinka juottaa muoviputket veden toimitukseen?
Uusien vesihuoltoverkostojen toteuttamiseksi PVC- ja polyeteenituotteet sopivat ilman vahvistusta ja vahvistamista. Valmistelu edellyttää tulevaisuuden vesihuoltoa koskevan suunnitelman luomista ilmoittamalla haarojen pituudet, sijainti ja kaikki tarvittavat asennusosat. Kierteiden pituuden ja lukumäärän oikea laskenta yksinkertaistaa tekniikkaa, nopeuttaa tehtävän nopeutta ja estää uudelleenkäsittelyä.

Juotosrautaa

kotelo veitsi
Polyeteeniliitäntöjen juottamiseen tarvitset:
- Juotosrautaa.
- kotelo veitsi
- Trimmeri putkien leikkaamiseen ja leikatun pään leikkausreunaan.
- Liituharakka
- Kytkin (jos kytkin)
Lämmityslaite on erikoislaite, jonka pohja on kiinnitetty siihen eri halkaisijoilla varustetuilla suuttimilla. On olemassa laitteita, jotka tulevat samanaikaisesti kahdella tai useammalla suuttimella.
Lämpökomission tekniikan vaiheet kertovat sinulle, kuinka oppia juotosta:
- Mittaa nauha halutulla pituudella.
- Leikkaa leikkurin pituus.
- Kiinnitä leikatut päät. Tämä on tärkeä askel juotosprosessissa. Osat on hiottava ja puhdistettava tasaisesti. Luotettavuuden lisäämiseksi voit myös purkaa alkoholiliuoksen.
- Päästämme eroon. Jos elintelevien verkkojen asennuksessa käytetään kytkentää, rakenteen toisessa päässä asennetaan kytkin / liitin ja lämmitetään yhdessä juotosraudan halutun halkaisijan suuttimen tulevan paluun kanssa. Lämpenemisen jälkeen päiden on välittömästi kytkettävä ja odotettava asennuksen täydellistä jäähdyttämistä. Helmen läsnäolo ilmaisee hitsauksen laadun.
Huomio! Kun asennat lämpöä ja vesihöyryä liitosseulalla, on ehdottomasti kiellettyä pudottaa vettä tai kostoa uunissa tai pinnalla. Kuumennettaessa vesi, joka muuttuu höyryksi, deformoi muovirakennetta, minkä seurauksena se menettää voimaa.
Mitä etsiä
Juotoslämpötilat on kuvattu työkalun ohjeissa. Nykyaikaisissa tuotteissa asennetaan automaattinen lämmitystila asennetun verkon koon ja hitsauksen syvyyden mukaan. Edellisissä luvuissa lämmitysvoima valittiin manuaalisesti.
Missä lämpötilassa muoviputket on juotettava? Polyetyleenin nousuputken tarttumisen myötä asetamme lämpötilan säädin noin 220 ° C: seen, polypropeenin - 260 ° C: n lämpötilassa. Lämmitysjärjestelmässä on osoitin, joka ilmaisee laitteen valmiuden käytettäväksi. Merkkivalo syttyy vain lämmitystilassa.
Juottamisen kesto riippuu putkilinjan ympärysdioksidista ja voi vaihdella välillä 5 - 40 sekuntia. Älä ylikuumenta päitä. Tämä voi aiheuttaa tukoksen muodostumisen tartuntapaikassa.
Jos haluat asentaa yhden kokoisen vedensyötön, sinun ei pidä liioittaa suuttimien lukumäärää ja lämpötilamekanismia.
Jos suunnitteilla on suuri määrä pitkäaikaista tuotantoa eri kokoisten verkkojen avulla kehällä, hankimme yleismaailmallisen laitteen uusimpien teknisten ominaisuuksien ja ominaisuuksien liittämiseen.
Juottojen juoksut
Tunne itsenäisen viestinnän liittyminen tekniikkaan ei riitä. Laadukasta asennusta varten sinun on tunnettava useita asennus- ja juotosrakentamisen ominaisuuksia. Kuinka juotetaan muoviputkia? Teknologisten rakenteiden ammattimaisen kokoamisen varmistamiseksi on tarpeen muistaa joitain yhteyden vivahteita:
- Juotosyksikössä on lämmitin. Tämä aika on 5-20 minuuttia.
- Kotitaloustuotannon tuottaminen olisi toteutettava yli nollaan.
- Päiden juottamisen jälkeen ei edellytetä niiden selaamisen tai siirtämisen sallimista, riittää sulkemaan vääristymät tasaisesti. Sinun täytyy antaa heidät jäähtyä. Liitoksen vieritys voi johtaa vuotoihin tulevaisuudessa. Jäähdytystä varten se vie yhtä paljon aikaa sen juottamiseen.
- Juotostyökalun tarvittava teho on 1200 W.
- Kotitalouksien juotosraudat on suunniteltu jopa 32 cm: n halkaisijan juottamiseen. Jos tarvitset suurien halkaisijoiden tuotteita, hankimme ammattimaisen laitteen juottamiseen.
- Kaasuputken reunan ja sisäputken välissä ei saa olla aukkoja. Puutteet voivat vuotaa suurella vedenpaineella. Liiallinen voima elementtien puristamisen aikana voi johtaa tyhjennyksen vähenemiseen ontelossa ja pahentaa koko rakenteen työtä.
- Poista jäännösmateriaali suuttimista jokaisen tuotetun pakkauksen jälkeen. Koska suuttimissa on erityinen pinnoite, irrota hiilikuitu puukappaleesta, jotta vältät pinnan koskemattomuuden vaurioitumisen. Suuttimen pinnalla olevat naarmut heikentävät laitteen teknisiä ominaisuuksia ja tekevät siitä käyttökelvottomaksi.
Luuletko miten lämmitetään?

Lämmöntuotannon asennuksella on useita vaikeuksia. Lämmitysmallien laite voidaan suorittaa tiloissa, joissa lämpötila on alhainen, mikä vaikeuttaa juotosprosessia. Lämpöjärjes- telmien kehittäminen riippuu järjestelmän mukana toimitetun veden lämpötilasta ja käyttöpaineesta. Muovien käyttö rakentamisessa on lisännyt tuottavuutta ja vähentänyt tarvittavan materiaalin kustannuksia.
Lämmityskerrokset vahvistetaan lasikuidulla, mikä tekee materiaalista kestävän ja kestävän.
Terveys ja työolot
Lämmityspään lämmitysliitäntöihin liittyvien töiden valmistuksessa noudatamme turvallisuussääntöjä vammojen ja palovammojen sulkemiseksi:
- Me juoksutamme erityisiin suojakäsineisiin.
- Seuraamme huoneen lattian puhtautta. Lika vaikuttaa haitallisesti hitsauksen laatuun ja koko rakenteen ulkonäköön.
- Juotosraja asennetaan tasaiselle vaakapinnalle.
- Aloittaminen on välttämätöntä, kun laite on täysin lämmennyt sen jälkeen, kun valmiin merkkivalo sammuu.
- Tiiviste ei ole kytketty pois päältä koko asennuksen aikana.
Muoviputkia ei ole vaikea juottaa omiin käsiisi. Juotosprosessi ei edellytä ammattitaidon tai kokemuksen läsnäoloa. Jokainen voi asentaa elämäntuen verkostoja omaan kotiinsa. Vaaditun työkalun tarvittava koostumus sisältää vain juotoslaitteen. Muut apulaitteet voidaan korvata improvisoituneilla työkaluilla, teräsveitsellä. Polyeteenikonstruktioista ja PVC: stä valmistettu putki on luotettava, kestävä ja ympäristöystävällinen vesi- ja lämmitysjärjestelmä.
Suositeltava video: Polypropeeniputkien kiinnitysvinkit
Hyödyllisiä tietoja?
Nykyaikainen saniteettimarkkinatuoto miellyttää kuluttajia valitsemalla sopivin vaihtoehto, mutta vaatii samalla tietoa materiaalien ominaisuuksista ja niiden asennustavoista. Putkilinjan laatu riippuu suurelta osin yksittäisten elementtien liitoksen laadusta, jonka luotettavin, kestävä ja hermeettinen juotos on.
Kupariputkien juottaminen ei ole helppo tehtävä, tarvitset erikoistyökalunKupariputkien juotto
Kupari ei ole halpa metalli, mutta putkella siitä on kilpailuetuja, jolloin kuparijärjestelmät pysyvät kysynnän huipussa. Kuparin avulla suoritettu osaaminen takaa pitkän ja ongelmattoman veden jakelun koko talon elämässä yli puoli vuosisataa. Tällaisten tuotteiden käsittelyn käytännöllisyys on yksinkertainen juotosprosessi - se on matala lämpötila, helposti toteutettavissa kotitalouksissa kaasupolttimen tai sähköisen juotosraudan avulla.
Joukko työkaluja
Täydellinen työkalu, työkalut ja materiaalit, joita käytetään juotosprosessissa, ovat seuraavat:
- välineet putkien laajentamiseen, leikkaamiseen ja poistamiseen: laajennin, putkileikkuri tai hiomakone, jossa on ohuin levy, sivupurkki, hiomapaperi, metalliharja;
- työkalu metallin lämmittämiseen ja juotteen sulatukseen: poltinkaasu tai sähköinen juotosrunko 250 W: lle;
- materiaalit, joiden kanssa yhteys tapahtuu: kupari-, antimoni-, hopea-tai muita lisäaineita sisältävän tinaseoksen vuo ja juotos;
- apumateriaalit - lautasliinat liiallisen fluidin, tukien, käsineiden, mittaus- ja merkintävälineiden poistamiseksi.
Kupariputket on liitetty ilman liittimiä - sen reunat laajenevat putken laajentimen avulla. Liitäntä kuumenee ja sauma kaadetaan sulaa tinan juotetta - saadaan luotettava tiivistetty liitos, joka pystyy kestämään riittävän korkean paineen ja korkeat lämpötilat. Oikein juotosputket kuparista ovat mahdollisia, koska ne ovat ymmärtäneet prosessin periaatteiden mukaan:
- kun putket leikataan ennen juottamista, päät on huolellisesti puhdistettu - kaikki haavat poistetaan ja reunat jauhetaan kirkkaan keltaiseksi. Tämä on tehtävä oksidien poistamiseksi kuparista, jotka estävät juottamisen;
- kun strippaus on peitetty erityisellä koostumuksella - fluidi, joka poistaa hapen, estää hapettumisen hitsauksen aikana, auttaa sulaa juotetta tunkeutumaan syvälle niveliin;
- flux-peitetyt segmentit asetetaan toistensa päälle ja lämmitetään polttimella tai juotosrulla. Juotustekniikka tässä tapauksessa poikkeaa polttimen työstä vain avoimen liekin puuttuessa;
- liekin alla olevaan kuumennetulle pinnalle, juote tuodaan - tina sulaa, kiristetään liitokseen ja levitetään tasaisesti liitoksen ympyrää pitkin;
- jäähdytyksen jälkeen ylimääräinen tina putoaa ja sauma suljetaan tiiviisti.
Neuvoston. Jokapäiväisessä elämässä on välttämätöntä yhdistää alumiiniputket, joita on vaikeampi käsitellä kuin kuparia. Tämä vaatii alumiinituotetta ja alumiinin juotoslaitteita - poltin, joka pystyy lämmittämään metallin 400 ° C: seen. Menettelyn spesifisyys on, että fluoria ei käytetä eikä juotetta ruiskuteta liekkiin, vaan se levitetään liitokselle: se sulaa kosketuksesta kuuman metallin kanssa.
Juotosputket polypropeenista PVC: stä (muovi)
Polymeerituotteita juotetaan metallin alhaisemmissa lämpötiloissa. Ne pelkäävät avointa liekkiä, joten hitsaukseen käytetään hitsauskoneita, joita kutsutaan hitsauskoneiksi.
Polypropeenista valmistettujen hitsaustuotteiden tekniikka (PP) eroaa olennaisesti kuparin kanssa työskentelystä. Metalliosien liittäminen on yhden kappaleen asettaminen toiseen kappaleeseen ja sitten sauman tiivistys pehmeän metallin hitsauksen avulla. Polypropeenin tapauksessa molemmat segmentit sulatetaan, sekoitetaan, tunkeutuvat täysin toiseen toisiinsa ja kiinteytyessä muodostuu ehjä homogeeninen yhdiste. Tällaista hitsausta kutsuttiin diffuuksi latinan sanan diffuusio, eli sekoitus. Juottamalla propyleeniputki tarkoittaa kolmea toimenpidettä:
- sulaa segmenttien päiden pehmeään tilaan;
- yhdistää toisiinsa ilman turhia kierroksia;
- odota jäähdytystä - tuloksena syntyy yhtenäinen, yksiosainen osa.
Juotosputket lämmitykseen ja juoksevaan veteen kotona
Menettelyn yksinkertaisuuden takia ne toteutetaan kotona omissa käsissä. Tätä varten sinun on ostettava:
- hitsaus kone sähkö-hitsaus polypropeeni;
- laitteen liitteet (sisältyvät laitteen sarjaan);
- jyrsin;
- varusteet;
- lisävarusteet: merkki, veitsi, mittanauha.
Propyleeniputkien juottaminen omilla käsillä koostuu seuraavien toimien peräkkäisestä toteutuksesta:
- Leikkaat putket ennalta määriteltyjen mittojen mukaan, tarvittaessa valmistele liittimiä.
- Prytsevat päättyy - poista ylhäältä 1-1,5 mm suojaava kerros. Tämä voidaan tehdä kasvoilla tai hiomalla hiekkapaperilla.
- Valmistele hitsauskone - asenna se suuttimilla putkien läpimitan pitkin ja liitä se verkkoon. Polypropeeni sulaa lämpötilassa 250 ° C. Laitteessa on lämpötilarele ja lämmitysilmaisin. Kun haluttu lämpötila saavutetaan, laite antaa äänimerkin tai valosignaalin, joka osoittaa, että hitsaus on valmis.
- Aseta putki ja kiinnitys sopiviin suuttimiin ja pidä aikaa tiukasti ohjeiden mukaan, välttäen ylikuumenemista tai kuumenemista.
- Irrota kuumennetut osat suuttimista, sitten juotos lisäämällä yksi elementti toiseen. Tässä vaiheessa toimenpiteiden on oltava luottavaisia ja selkeitä - on kiellettyä siirtää elementtejä edestakaisin tai pyörittää akselia pitkin.
- Anna polypropeenin jäähtyä - jätä rakenne hetkeksi ilman mekaanisia vaikutuksia.
- Tarkista liitoksen visuaalisesti virheistä: jos tekniikka havaitaan, sauma on yhtenäinen ja kestävä.
Suurten HDPE-polyetyleeniputkien oikea juottaminen normaalissa lämpötilassa
Ne ovat kahta tyyppiä:
- alhainen lujuus - valmistetaan korkeassa paineessa ja hankitaan matala tiheys;
- korkea lujuus (HDPE) - valmistetaan alhaisessa paineessa, mutta hankitaan suuri tiheys.
Toinen nimi suuritehoisille polyeteeniputkille - HDPE on purettu matalapainepolyeteeniä. Sanalla "alhaisella paineella" tarkoitetaan niitä olosuhteita, joissa tuotteet on valmistettu eikä niillä ole merkitystä sovellusalalle. Matalapainepolyeteeniä (HDPE) käytetään korkeissa paineis- ja lämpötilaolosuhteissa kaasu- tai vesijohtoverkossa. Polypropeeniputkien oikea juottaminen ei ole helppo tehtävä.
Koska HDPE-tuotteet on valmistettu monenlaisilla halkaisijoilla (20 mm - 1 m 20 cm) ja seinämän paksuudella, ei ole olemassa yhtä menetelmää niiden liittämistä varten ja monenlaisia välineitä polyeteeniputkien juottamiseen. Polyeteeniputkien hitsaaminen suoritetaan jollakin seuraavista menetelmistä:
- päki (tai päki);
- pistorasiaan;
- sähköhitsattavat.
Putoavien putkien hitsaamista teollisissa olosuhteissa tuottaa kallis ja suurikokoinen kone, jossa on mekaaninen tai hydraulinen käyttö. Laitteessa on ohjaimet keskittämistä varten, kasvot liitettävien reunojen tasaiselle leikkaukselle, lämmityselementti, käyttölaitteet ja ajastimet. Itse pehmeä tekniikka on yksinkertainen, mutta laitteisto ei ole halpa: putkien hitsauskoneen hinta on keskimäärin 250 tuhatta ruplaa ja noin 50 tuhatta erillistä lämmityselementtiä.
Juotosmenetelmä polyeteeni putkien juotosraudalle vaikeasti tavoitettavissa paikoissa
Polyeteeniputkien juottaminen tapahtuu seuraavan kaavion mukaan:
- yhdistetyt tuotteet sijoitetaan putkihitsauskoneeseen, mn, keskitettynä;
- niiden välissä on automaattinen leikkauslaite, joka tasoittaa tasaisesti HDPE: tä, poistaen lastut;
- vastakkaiset päistöt liitetään, visuaalinen säätö reunojen suuntausta ja tiukkuutta varten;
- hitsatut päät on poistettu rasvasta, niiden väliin on asennettu lämmityselementti;
- päiden kuumentaminen ja sulattaminen tietyssä lämpötilassa tietyn ajan;
- lämmityselementti poistetaan ja yhteys jäähtyy ajastimen määrittelemän ajanjakson aikana.
- saadaan vahva yhteys, joka ei vaikuta putken joustavuuteen.
Kotiolosuhteet esiintyvät samalla periaatteella, mutta käytettävät laitteet ovat yksinkertaisempia - juotosrunko polyetyleeniputkille. Kustannukset 30 tuhatta ruplaa on hitsauspeili, päällystetty Teflonilla ja kestävät korkeat lämpötilat - jopa 300 ° C.
Parametrit polyeteeniputkien hitsaukseen loppuun asti: lämpötila, lämmitys ja jäähdytys - riippuvat seinien halkaisijasta ja paksuudesta. Hitsaajat ovat erityisen taulukossa. Monien laitteiden virheiden välttämiseksi parametrit asetetaan automaattisesti.
Putkien sähköfuusiohitsaus on teollinen tyyppi ja se sulaa putkilinjan osan kytkimestä, johon sähkövirta syötetään ja lämpötila nousee. Polyetyleeniputkien sähkökytkimet kuluttavat suurta sähköä työssä ja pidetään kalliimpina, mutta ne auttavat tilanteissa, joissa on mahdotonta käyttää laitetta suuria mittoja. Niitä voidaan käyttää kotona.
Juottaminen putkista vahvistetusta polyvinyylikloridista
Voit juottaa käyttäen samaa laitetta, jota käytetään polypropeenanalogien hitsaukseen. PVC-tuotteiden seinät ovat paksumpia ja kovempia, joten liitokset ovat tarpeen liitoksen suhteen. Niiden sulamispiste on alempi, joten tätä lajia ei käytetä kuuman veden syöttöön - putken seinämät ovat epämuodostuneet korkeiden lämpötilojen vaikutuksesta. Juottaminen suoritetaan sähköhitsauskoneella, jossa on suuttimet, joihin yhdistettyjen tuotteiden päät sulatetaan. Oikein juotetuille PVC-putkille sinun täytyy tehdä useita asioita:
- puhtaat reunat;
- vahvistus, jos sellainen on, poista;
- sulamispiste ei saa olla yli 200 ° C.
Työkalut, laitteet ja toimintasarja ovat samat kuin käytettäessä polypropeeninäytteitä.
Katso video
Polypropeeni-, polyeteeni- tai PVC-putkia jokapäiväisessä elämässä kutsutaan usein yhtenäiseksi sanaksi muoviksi, ja niiden yhteyden periaatteet ovat paljon yhteisiä. Oikein juoteputki ei pysty kaikkiin, mutta kaikki voivat oppia.
Muoveihin perustuvat putket sopivat erinomaisesti teräksen, betonin ja muiden jätevesiliitäntöjen rakentamiseen. Polyeteeniputkien juottamista käytetään korkealaatuisen yksiosainen kuljetusjärjestelmä.
Yleensä juottaminen suoritetaan päittäisellä tai sähköisellä kytkinmenetelmällä. Molemmilla tekniikoilla on yhteinen fyysinen periaate. Se perustuu molekyylien yhteenkytkemiseen kahdesta kytketystä PE- tai PVC-pinnasta. Näiden kahden teknologian välillä on kuitenkin huomattavia eroja. Puskurin ja elektrokuvan hitsauksen kaikkien ominaisuuksien laajentamiseksi harkitsemme niitä erikseen.
Juotosputkien teknologia polyeteenistä pehmusteeksi
Runko juottaminen on eniten kysyntää paineputkistojen, viemäröinti- ja kaasuputkien asennuksessa. Jotta hitsatut liitokset täyttäisivät lujuusominaisuudet, alustavassa vaiheessa hitsattavien osien liittämisen edellytykset olisi täytettävä:
- putkien asennus voidaan tehdä, jos ne on valmistettu samasta materiaalista;
- hitsatuilla putkilla on oltava sileät ja puhtaat päätypinnat;
- juotos suoritetaan PE-putkien tiukkojen kohdistamisen yhteydessä keskittimen avulla.
Kääntämällä suoraan hitsaukseen, sinun on otettava huomioon prosessin lämpötilajärjestelmä. Tässä asennustöissä otetaan huomioon se, että polyeteenistä, PVC: stä ja muusta muusta vastaavasta muovista on huomattava lineaarinen ja volumetrinen laajeneminen kuumennettaessa. Nopea lämmitys johtaa epätasaiseen lämpötilan jakautumiseen, jolloin muodostuu suuria painehäviöitä liitäntävyöhykkeen vierekkäisissä kohdissa, mikä voi aiheuttaa haitallisia jännityskeskittymiä sauman sisällä. PE-putkien jatkojalostustekniikka vähenee seuraaviin toimintoihin:
- Kuumennuselementin avulla, joka asennetaan hitsattujen putkien väliin, päät alkavat lämmetä ottaen huomioon määritellyn lämpötilajärjestelmän: HDPE-putket - jopa 220 ° C, LDPE - jopa 200 ° C. Lämmittimen päät on kytketty päälle manuaalisesti. Sitten hydraulisella puristimella ne kiinnitetään luotettavasti termoelementtiin 0,6-0,8 kgf / cm2 paineessa.
- Pitkittynyt tarvittava aika putket laimennetaan sivuille, lämmitin poistetaan ja putkien päät liitetään paineessa 1,0-2,0 kgf / cm2 riippuen polyetyleeniluokasta.
- Viimeinen käyttö - sauman jäähdytys tapahtuu luonnollisesti, kun paine pidetään tietyn ajan.
- Teknologian lopussa tarkastetaan hitsattavan liitoksen lujuus, sen koko ja helmen kokoonpano. Kun putki on irrotettu kiinnittimistä, sauma on merkitty ja sille on annettu sarjanumero.
Koko prosessia seurataan jatkuvasti paineella ja ajalla. Näiden parametrien muutos ja sovitus tapahtuu sykllogrun mukaan.

Sähköfuusio-menetelmää käytetään, kun putkissa on eri seinämäpaksuus. Soveltamisala: matalapaineputket (viemäröinti, painovoimajätteet), kytkeytyminen jo asetettuun putkistoon, elementtien korjaus ja vaihto. Puskuriliitoksen tärkein ero on putkien parempi juottaminen, sillä niiden halkaisijat poikkeavat huomattavasti.
Toinen tällaisen juottamisen etu on nopeus, toimivuus ja kyky suorittaa ne pienillä alueilla. Hitsauksen periaate sähkökytkimien avulla on putkien päiden sulaminen suljetulla metallikierteellä, ja tämän prosessin tekniikka näyttää tältä:
- hDPE- tai LDPE-putkien päät puhdistetaan lian ja rasvanpoistosta;
- yhdelle putken päistä asetetaan sähkökytkimeen ja kiristetään asennoittimen avulla;
- putkien päiden kohdistamisen jälkeen kytkin siirtyy takaisin niin, että nivel on juuri sen keskellä;
- käyttöjännite kytketään kytkinliittimiin, lämmitys suoritetaan automaattisesti;
- juottaminen katsotaan valmiiksi niiden asennusreikien lukemien mukaan, joista sula polyetyleeni tulee näkyviin;
- sauman jäähdytyksen tulisi kulkea ilman pakotettua jäähdytystä täydellisen liikkumattomuuden tilassa.
Muoviputket PE ja PVC varmasti korvaavat metallin arjessa ja teollisuudessa. Tämä tapahtuu johtuu siitä, että ne ovat usein parempia kuin menneisyydessä sellaisia ominaisuuksia kuten kemiallisen inertia materiaalin suhteellisen helppo asentaa, helppo ylläpito, pienet paikalliset vastus linja, iso takuuaika (50 vuotta). Tekniikan osalta on huomattava, että PE-putkien juottaminen edellyttää huomattavaa asennustöiden kulttuuria ja hyvää osaamista. Tämä ongelma voidaan ratkaista kouluttamalla asiantuntijoita erikoistuneiden oppilaitosten pohjalta.
HDPE: n polyeteenistä valmistettuja putkia käytetään lähes kaikissa nykyaikaisissa viestintäjärjestelmissä, vesijohtoverkosta kaasuputkiin ja kaapelikanavien kanavista. Ne ovat kestäviä, joustavia ja kulutusta kestäviä. Putkistojärjestelmän asianmukainen asennus polyeteenistä takaa sen luotettavuuden myös putkisegmenttien liitosten paikoissa. Tietämys siitä, kuinka yhdistää HDPE-putket itse säästää niiden asennusta.
HDPE-putkien järjestelmätyypit
Alhaisen paineen putkista valmistetaan polyeteeniä eri tarkoituksiin, jotka asennetaan seuraavien järjestelmien asennukseen:
- Vesihuolto,
- kaasu,
- viemäri,
- salaojitus,
- Kotelo veden kaivoille,
- Sähköeristys tai johdonmukainen kaapeli.
TÄRKEÄÄ! HDPE-putkea voidaan käyttää sekä sisäiseen viestintään että ulkoisten moottoriteiden asentamiseen avoimissa tiloissa ja maan alla.
Putken asentaminen järjestelmään
HDPE-putket valmistetaan vakiopituuksina - 6 ja 12 metriä pitkiä sekä keloissa tai keloissa, joiden pituus on 100-500 metriä. Asennettaessa järjestelmään tiettyyn huoneeseen on välttämätöntä suorittaa seuraavat toimenpiteet:
- Polyeteeniputkien leikkaaminen (leikkaaminen) juottamiseen tai asentamiseen. Tämä toimenpide on tehtävä erittäin huolellisesti, jotta leikkaus on mahdollisimman tasainen, ilman halkeamia ja purseita kohtisuorassa putken pinnalle. Tällainen leikkaus voidaan suorittaa seuraavien avulla:
- Manuaalinen tai sähköinen putkileikkuri, jolla on halkaisijaltaan 15-30 mm putket,
- Pyöröleikkuri kotimaisille putkille, joiden halkaisija on 15 - 160 mm,
- Niin sanottu "putki-guillotine", jota käytetään laadullisen leikkausputken muodostamiseen halkaisijaltaan 63 - 350 mm,
- Sahan näki, joka on kallein työkalu ja voi tuottaa puhtaita ja sileitä putkien halkaisijaltaan jopa 1600 mm: n leikkauksia.
- Suurten putkistojen ostamiseen vaaditaan lahden renkaiden suoristus suoriksi pituuksiksi. Vaikeus on se, että putken oikaiseminen voi vahingossa vahingoittaa sitä. Tässä on muistettava, että putkimateriaali on HDPE, joka on termoplastinen polymeeri. Siksi pieni muutos muodoltaan pitkä riitä pitämään tuotteen lämpimässä paikassa (lämmitetyssä tilassa, aurinko) tai kaada ne kuumalla vedellä. Sen jälkeen he helposti taipuvat.
- Kulman muodostuminen taivuttamalla suoria viivoja. Tällöin vaaditaan tiettyä aluetta enemmän lämmitystä kuin kaaren suoristus. Voit tehdä tämän käyttämällä samaa kuumaa vettä, rakennushiukkasia tai yksinkertaista kaasupoltinta.
VAROITUS! HDPE-putken taivuttamiseksi sitä tulisi kuumentaa erittäin huolellisesti, sillä pienellä kuumuudella se voi murtautua taivutuksella ja liian korkea lämpötila voi vahingoittaa sitä.
Yhteyden muodot
Polyetyleeniputkien liittämismenetelmät voidaan jakaa kahteen pääryhmään: asennukseen lisäosien (liittimet ja liittimet) ja liitosten suoran hitsauksen avulla.
hitsaus
Hitsaukset tarjoavat kestävin pysyvän liitoksen, jossa on täysin yhteinen tiivistys, kestävät samankaltaisia kuormia kuin kiinteät pinnat. Juotosta käytetään putkille, joiden läpimitta on yli 50 mm ja vaatii erityistä hitsauskonetta.
HDPE-putkien segmenttien hitsausta voidaan suorittaa:
- Butt. Tässä tapauksessa tarvitaan viiltojen erityinen tasaisuus ja niiden siirtyminen suhteessa toisiinsa enintään 10% putken seinämien paksuudesta. Työ etenee jatkuvasti:
- Putkien osat puhdistetaan kaikista epäpuhtauksista ja rasvatusta (esim. Alkoholista tai muista aineista)
- Molemmat päät lämmitetään polymeerin viskositeettiin,
- Putken osat on liitetty paineen levittämiseen ja kiinteästi kiinteästi, kunnes ne ovat täysin jäähtyneet. Tällöin on varmistettava, että sauma on sileä, ilman onteloita ja ulokkeita sen luotettavuuden varmistamiseksi.
- Käytetään sähköisesti hitsattua kytkentää. Se vaatii myös laitteiston sellaisten kytkimien kanssa, joissa on sisäänrakennettu kierre ja jotka voivat sulaa nopeasti, kun sitä lämmitetään:
- Putken puhdistetut ja rasvattomat päät on kiinnitetty kytkimeen,
- Laitteen liittimet on kytketty spiraalin poistoihin ennen sulatteensa aloittamista,
- Putki on kiinni, kunnes se jäähtyy kokonaan.
Kuinka tehdä se, katso videota.
TÄRKEÄÄ! Hitsattuja liittimiä käytetään tavallisesti vaikeasti tavoitettavissa paikoissa, joissa yksinkertainen hitsaus on vaikeaa: luomalla kehyksiä tai korjaamalla jo koottuja järjestelmiä, kaivoissa jne.
asennus
Suora asennus tarkoittaa irrotettavien liitosten muodostamista kaikkien käytettävissä olevien tyyppien varusteiden avulla: liittimet, kulmikkaat mutkat, tees, 4-suuntaiset vetimet jne. Tällaiset yhdisteet ovat yleensä suorittaa järjestelmissä, jotka eivät vaadi superprochnogo nivelet tai alueilla, jotka saattavat edellyttää purkamista ja rekonstruktio (esim omakotitalon ulkoisen kastelujärjestelmän kesällä aikana).
Rajoittamaton asennus voidaan suorittaa seuraavilla tavoilla:
- Putkien liittäminen soittorenkaiden avulla, joissa on tiivisterenkaita, joiden avulla on helppo liittää vastaavat putkielementit toisiinsa ja painaa niitä hyvin.
- Puristuselementtien liitosyhteys tapahtuu useassa vaiheessa:
- kiristysmutteri kiristetään putken leikkauksella;
- putki asetetaan asennusosaan tiukasti vasteeseen;
- kiristysmutteri ruuvatetaan näppäimillä.
Aiheeseen liittyviä artikkeleita















