
Kaasuputkien oikea kytkentä. Kaasuputkien liittäminen
Tekniikan kehittymisen myötä tietyntyyppistä materiaalia käytetään yhä vähemmän. Useita ratkaisuja voidaan käyttää samojen tehtävien toteuttamiseen. Tämä pätee sekä viestinnän rakentamiseen että rakentamiseen. Ensinnäkin, sinun täytyy tietää, miten liittää kaasuputket. Artikkelissa kerrotaan yhteystyypeistä ja tekniikasta.
Putkien tyypit
Jopa tiettyyn pisteeseen saatiin saumattomia metalliputkia kaasuputkistoihin. Mutta niiden käyttöikää rajoittavat syövyttävät vaikutukset, joihin ne altistuvat sademäärän ja muiden tekijöiden vuoksi. Niinpä heidän kanssaan alkoi myös soveltaa:
- Polyeteeniä. Tuotannossa paljon halvempaa kuin metallin kaivostoiminta, materiaali kestää myös sähköverkon suunnittelupaineita. Korkea kimmoisuus ja nivelten kiristys ovat erittäin käteviä maaperässä, jolle on ominaista hankaus. Muovi on dielektristä, joten se ei johda virtausta. Tämä takaa turvallisuuden sähköverkon häiriöiden yhteydessä.
- Kumia. Tätä materiaalia käytetään suuremmassa määrin keskuskanavan kytkemiseen kuluttajan kanssa, olipa sitten kyseessä kattila, kaasupylväs tai jotain muuta. Valitaan sellainen koostumus, joka ei hajoa auringonvalosta johtuen.
- Ruostumaton teräs. Tarkemmin sanottuna tästä materiaalista valmistetaan punos. Sisähihna on PVC-holkki.
- Kuparia. Ei niin kauan sitten, se oli virallisesti hyväksytty matalan paineen kanaville. Edut ovat sekä veden että muiden aineiden syövyttävien vaikutusten kestävyys.

Tuotteen valinta riippuu erityisistä olosuhteista ja jo asennetusta järjestelmästä.
Yhteyden muodot
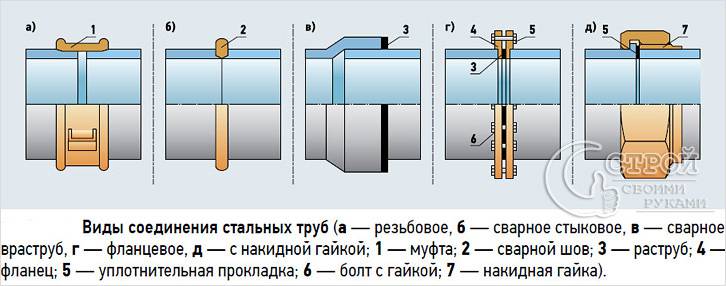
Jokainen luetelluista putkityypeistä voi olla nivelöity yhdellä tai useammalla tavalla. Tärkeimmät erotavat nämä:
- Kierteet. Yleisimpiä, kuten putkiston pienen osan liittämiseen tai asentamiseen mittarista. Se suoritetaan lisäämällä luonnollisia tai keinotekoisia tiivisteaineita.
- Pike. Sitä käytetään polyeteenistä valmistettuihin putkiin ja myös joissakin tapauksissa kupari . Ensimmäinen koskee ammattikäyttöön tarkoitettujen laitteiden saatavuutta, ilman että on mahdotonta toteuttaa toimia laadullisesti. Sitä käytetään useimmiten suurikokoisissa pääputkissa, joissa ei ole mahdollista käyttää toista menetelmää.
- Hitsaus. Metalliputkille se voidaan tehdä autogeenillä tai kaarihitsauslaitteella. Edellisessä tapauksessa hitsin osissa on vähemmän todennäköistä jännitystä. Sauma muuttuu sileäksi ja ilmatiiviiksi. Kun käytät toista vaihtoehtoa tämän tuloksen saavuttamiseksi on hieman vaikeampaa, mutta ammattilaiselle on myös mahdollista.
- Laippa. Sitä käytetään runkoputkissa sekä niissä paikoissa, joissa rivi on vähennysventtiilillä vierekkäin ja tulee tulla taloon. Se on nivelöinti kahden renkaan avulla, jonka välissä tiivistys asetetaan, minkä jälkeen ne kiristetään pultteineen ja muttereineen.
- Ruutuun. Melko monimutkainen menettely. Voidaan suorittaa sekä paineen alaisena, pysäyttämättä syöttöä että ilman sitä. Ensimmäisessä variantissa käytettiin aikaisemmin autogeenin liekin sammutustapaa. Tähän mennessä on kehitetty järjestelmiä ja työkaluja, jotka merkittävästi yksinkertaistavat tehtävää ja lisäävät turvallisuutta.
Kiinnitä huomiota! Joitakin niveltyyppejä voidaan vapaasti toteuttaa itsenäisesti. Erityisesti jälkimmäisen osalta tarvitaan erityistä apua. Jos sinulla ei ole tarvittavia taitoja, voit aiheuttaa korjaamatonta vahinkoa itsellesi ja muille ympärillesi.
Kierreyhteys

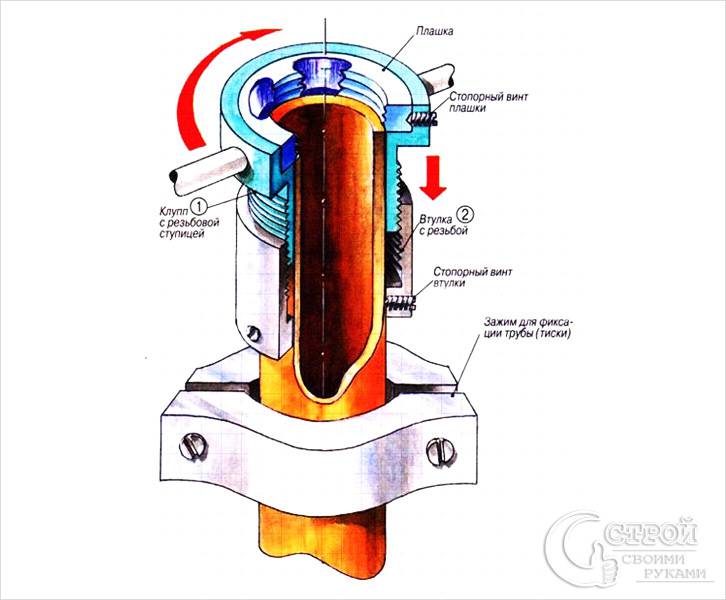
Tätä menetelmää käytetään sekä metalliputkien välissä että päätyosissa. Jos putkessa ei ole lankaa, se on ensin leikattava. Tätä varten tarvitset näitä työkaluja:
- kierreleuka;
- chaser;
- rasva;
- tiedosto.

Ennen työn aloittamista sinun on määritettävä, kuinka paljon leikkaus olisi. Kaikki riippuu siitä, mistä liitosputkesta tai mutterista käytetään letkua. Sekvenssi on seuraava:
Lue lisää putken leikkaustekniikasta.

Seuraavaksi sinun täytyy tiivistää tulevat liitokset. Jotta varmistat, että käämitys ei pyöri, ennen kaikkien toimintojen alkua on tehtävä langan leveys kohtisuorilla lovilla tiedostoilla tai pihdeillä. Tätä varten käytetään hinausta tai erikoista teflonnauhaa. Jälkimmäisen tulisi olla tiheämpi kuin vesiputkissa normaalisti käytetty.

Pellavan on oltava hyvin levinnyt. Päävipeestä erotetaan pieni juoste ja tasataan. Määrätyn määrän määrittäminen on määritettävä empiirisesti. Leikkaus asetetaan langan keskelle. Toinen pää on 2 täyttä kierrosta. Tämän jälkeen päiden leikkaavat toistensa kanssa, toinen sopii toisen alle ja toinen käännös tehdään. Käännä sitten kaksi osaa. Koko pinta on päällystetty tiivistyspastalla. Tarvittavat osat on kytketty:


Kiinnitä huomiota! Joillakin alueilla letkujen käyttö on punottu ruostumattomasta teräksestä kielletty. Tämä johtuu siitä, että vahvan taivutuksen vuoksi sisäosa on vaurioitunut ja vuotoa on vaikea havaita. Jos se ei ole oikea aikataulun poistamiseksi, seuraukset voivat olla katastrofaalisia. Muissa tapauksissa älä salli käyttää valkoisia PVC-letkuja ja vaatia ainoastaan mustan kumilan ostamista.
Hitsattu liitäntä

Hitsausliitoksen käsitettä sovelletaan sekä metalliputkiin että polyeteeniin. Ensimmäisen ongelman ratkaisemiseksi kaaren menetelmä edellyttää seuraavia työkaluja:
- invertteri tai muuntajan hitsauskone;
- elektrodeja;
- suojaava naamio;
- käsineet;
- malleus tai sutuuraharja.
Teokset toteutetaan tällä tavalla:
- Jos mahdollista, on parempi kiinnittää työkappale hyvin. Tämä on välttämätöntä päällikön mukavuuden kannalta.
- Täydellisen kireyden takaamiseksi tarvitaan putkien välinen 2 mm: n rako. Tämä mahdollistaa virtaavan metallin kiinnittymisen päihin.
- Se on kiinnitetty pienillä ompeleilla useissa kohdissa.
- Pääprosessissa elektrodi on johdettava pohjasta ylhäältä.
- On tärkeää varmistaa, ettei ylikuumenemista ole. Tämän seurauksena voi olla tarpeeton jännitys nivelessä sekä polttava metalli lähellä.
- Jotkut mestarit asettavat kaksi saumaa. Yksi palvelee tilan täyttämistä, toinen puolestaan vakuuttaa.
- Älä sekoita asteikkoa välittömästi. Odota vähintään 15 sekuntia. Täten tarvittava tarttuminen tapahtuu eikä mikroprekareja ole.

Kaasuhitsauslaitteita käytettäessä työkappaleen kiinnitysvaatimukset ovat samat kuin edellisessä tapauksessa.
- Ensimmäinen asia on avata virta happisylinteristä, sitten asetyleenikaasulla.
- Jos letkussa on ilmaa, sulaketta ei voi esiintyä välittömästi.
- Liekki on säädetty vaadittuun arvoon.
- Hitsauskohta lämpenee hyvin.
- Sen jälkeen nousee erityinen elektrodi. Jotta se johtaisi, on välttämätöntä, että se muodostaa tulvan, mutta ei tyhjennä.
- Prosessin lopussa osa jäähdytetään.
Kiinnitä huomiota! Tarkista liitos mahdollisista liitäntävaihtoehdoista yhdellä yksinkertaisella tavalla. Valmistetaan saippua. Sen pitäisi vaahtoa hyvin. Sitä sovelletaan vaadittuun paikkaan. Jos kuplia on, se merkitsee fistolia. On ehdottomasti kiellettyä testata avotulella. Se voi olla räjähtävää.
Polyetyleeniputkissa on myös hitsauksen käsite, mutta se tehdään eri menetelmillä. Tässä tapauksessa käytetään laitetta, joka pystyy antamaan pienen jännitteen ja säätämään haluttua lämpötilaa. Mutta tärkein asia tässä tapauksessa on liitososa. Suunnittelussa on lämmityselementti. Prosessin edetessä se sulaa itsensä ympäröivän tilan, joka johtaa homogeenisen massan muodostumiseen, joka kovettumisen jälkeen tiivistää sauman.
![]()
Vaiheittainen ratkaisu näyttää tältä:
- Putkien päät valmistetaan. Tätä varten ne leikataan erikoisleikkurilla. Et voi tehdä sitä haavasilla. Tasojen on oltava täysin tasalaatuisia, ilman repäisyntymiä ja purseita.
- Merkki on tehty reunasta. Sen etäisyys on puolet liitoksen koosta ja 2 cm.
- Erityisen kaavin tai koneen avulla oksidikerros poistuu. Tämä olisi tehtävä tasaisesti, menemällä samaan kokoon. Jotta voit liikkua helpommin, voit käyttää muita kohtisuoria linjoja, sillä leikkauksella on helppo arvioida suorituskyvyn oikeellisuutta.
- Poista kaikki haavat ja sirut.
- Telakointialueet pyyhitään sopivalla liuottimella tai lautasliinalla alkoholin kanssa.
- Ennen merkinnän asettamista kiinnikkeeseen asetetaan. Jos jokin putkista on paikallaan, kytkin on tukossa täysikokoiseksi. Toinen elementti tuodaan sisään ja liitin työnnetään siististi tasaisten suuttimien sulkemiseksi.
- Hitsauskoneen pistoliittimet on liitetty kytkimen koskettimiin.
- Optinen skanneri lukee viivakoodiin painetut tiedot ja käynnistää prosessin.
- Laite itse määrittää, mitä lämpötilaa ja jännitettä tarvitaan ja kuinka kauan jäähdytysjakso on. On tärkeää, että kaikki vaiheet kestävät täysin. Vain tässä tapauksessa on mahdollista puhua luotettavuudesta.
- Hitsauksen päätyttyä on käytettävä kaikkia tietoja ajasta, päivämäärästä, käyttäjistä, lämpötilasta ja jännitteestä.
Tällaisia työkaluja käytetään yleensä pääraidoissa, joissa putken halkaisijat ylittävät arvon 80 mm.
Sähkömoottoriputkihitsauksen prosessi näkyy videossa:
juotto

Juottaminen on oikeampaa. Sitä käytetään myös polyetyleeniputkiin. Edellytyksenä sen toteuttamiselle ovat kahden nivelletyn osan liikkuvuus. Muuten prosessi rikkoutuu. Tehokkuuden kannalta se ei ole huonompi kuin sähkökytkentä. Tehtävän suorittamiseksi tarvitset modulaarisen yksikön. Sen komponentit ovat hydraulinen yksikkö, leikkuri, juotosraja ja keskitin. Käytä sitä oikein seuraavasti:
- Erikoispidikkeissä vuoraukset asennetaan käsiteltävän putken kokoon.
- Nipat ovat kiinni. Älä ole innokas, jos kiristät pultteja, päki menettää ympyrän muodon, mikä johtaa ongelmiin.
- Juotettavat alueet puhdistetaan lian ja pölyn avulla.
- Jos siru leikataan, se poistetaan rakennusveillä tai muulla laitteella.
- Hydrauliyksikössä venttiili avautuu hitaasti, kunnes komponentit alkavat siirtyä keskusyksikön päälle. Painearvo merkitään käyttöpaineeksi.
- Yksityiskohdat ovat eronneet, niiden väliin asetetaan kasvot. Se alkaa ja muuttuu taas. Useiden veitsenkaarien jälkeen laite voidaan noutaa.
- Jyrsinnän oikeellisuuden ja sileyden tarkistamiseksi haaraputket siirretään uudelleen ja tarkastetaan hyvin.
- Liitokset rasvatetaan liuottimella tai alkoholipullolla.
- Juotosrautaa lämmitetään.
- Asetetun lämpötilan saavuttamisen jälkeen se asennetaan osien väliin.
- Taulukossa on esitetty paine juotokselle ja keskitinmoduulit siirretään uudelleen. Niitä pidetään jännitteinä, kunnes virtaus on 1 mm.
- Sen jälkeen paine vapautuu, ja ne lämmenevät vielä muutaman sekunnin ajan.
- Osat liikkuvat toisistaan ja lämmitin vedetään sisään. 5 sekunnin ajan ne on kytkettävä uudelleen jännitteeksi vielä 5 sekuntia. Tämän jälkeen voima poistetaan ja jäähtymisaika odottaa.
Ennen jäähdyttämiseen tarkoitetun ajanjakson päättymistä ei ole missään tapauksessa mahdollista puhdistaa vipua tai millään tavalla kallistaa putkia. Tämä voi johtaa paineen alenemiseen.
Laippaliitäntä

Laipan liitäntää käytetään eri materiaalien putkistoihin. Menetelmä sen toteuttamisesta on lähes sama. Polyeteeniputkille tarvitset:


Metalliputkien tapauksessa on toinen vaihtoehto, joka ei edellytä hitsauksen käyttöä.
- Päiden kohdistaminen suoritetaan. Niiden on oltava kohtisuorassa putken akselin suhteen. On tärkeää poistaa kaikki haavat.
- Putket on varustettu löysillä laipoilla ja liikkuvat kauemmas reunasta.
- Seuraava vaihe on joustavan nauhan venyttäminen. Jalkaväli on poistettava noin 10 mm.
- Renkaat liikkuvat toisiaan kohti ja vasten tiivisteitä.
- Kiinnitys suoritetaan pultteilla, kuten yllä on kuvattu.

Tätä menetelmää käytetään harvoin ja niillä alueilla, joilla ei ole paljon painetta. Useimmiten laippa on tarpeen, jotta nosturi asennettaisiin murtumiseen.
incut

Tällainen työ voi vaatia asianomaisilta viranomaisilta erityistä pätevyyttä ja lupaa. Se tuotetaan kahdella tavalla:
- Kuuma menetelmä. Tässä tapauksessa käytetään kaasuleikkuria tai kaarihitsauslaitetta. Prosessi vähennetään katkaisemalla pääputkeen reikä ja kiinnittämällä vastaava siirtymäelementti. Samanaikaisesti paine on alennettava 40 - 150 kg / cm2: n rajoihin työmaalla. Jos lähestymistapa on väärä, se voi aiheuttaa tulipalon ja onnettomuuden.
- Kylmä menetelmä. Useimmissa tapauksissa paineen muutoksia ei tarvita. Kaikki toimenpiteet suoritetaan käyttämällä erityistä laitetta. Tätä me harkitsemme edelleen.

Ensinnäkin sivusto, jossa työ tehdään, puhdistetaan hyvin. Lämmitin, maali ja ruoste poistetaan. Erityisadapteri, jossa on tasainen venttiili, on hitsattu valmistetulle paikalle. Hitsattavan liitoksen laatu tarkistetaan puristusmenetelmällä. Sen pitäisi olla ilman kuoria, ja se pystyy myös kestämään suunnitellun paineen. Sitten sekvenssi on:
- Porauslaitteiden kokoonpano suoritetaan. Tässä tapauksessa on tärkeää unohtaa asentaa magneetti porauksen pohjaan.
- Porakone liitetään aiemmin asennettuihin sovittimiin.
- Mittaukset tehdään siitä, kuinka paljon varsi on laskettava.
- Välikammio testataan oletetun paineen avulla ilmakompressorilla.
- Moottorin pyöriminen siirretään poraukseen vähennysventtiilillä. Tämä mahdollistaa nopeuden pienentämisen.
- Seinien kulkemisen jälkeen kruunu nousee vaaditulle tasolle ja läppä sulkeutuu.
- Paine kammiossa nollataan ja pora poistetaan putkiosasta.
- Asennetaan ylimääräinen suutin, jonka kautta putki tarkastetaan ja roskat ja muut roskat poistetaan.
- Ylimääräinen paine nollataan uudelleen. Irrotettiin kaikki lisäosat ja asennettiin haara.
- Luukku poistetaan ja sen alla oleva liitin suljetaan hitsaussaumalla.
Tässä artikkelissa kuvataan useimmat saatavilla olevat tavat liittää kaasuputket. Se, mikä vaaditaan tietystä tapauksesta, riippuu siitä, mitä hankkeen tarjoamana on.
video
Tämä video näyttää, kuinka kaasupylvästä voidaan liittää kaasuputkeen:
Kaasuputkien liittäminen
Yhä useammat ihmiset yrittävät tehdä kaiken tarpeellisen työn yksinään, miten vain, jos henkilöllä ei yksinkertaisesti ole tiettyjä taitoja ja tietoja? Tässä tilanteessa sinun tarvitsee vain noudattaa ohjeita, joita ammattilaiset voivat antaa. Tässä artikkelissa on tietoja kaasuputkien liittämisestä erikoistyökalujen ja apumateriaalien avulla.
Jos olet päättänyt tehdä itsenäisesti kaasuputken liittämistä, ennen prosessin aloittamista sinun on tutkittava kaikki turvatekniikat. Tarkista keskitetyn moottoritien varrella olevien putkien eheys.
Sulje kaasutoimitus koko talon päälle. Jos työ tehdään asunnossa, on parasta sulkea naapurimaiden nousijat jonkin aikaa. Jos tämä ei ole mahdollista, kääntäkää kaasuputkesi erityisavain, mikä estää virtauksen.
Kiinnitä huomiota! Tarvittaessa puhdista jäljellä oleva kaasu räjähdyksen välttämiseksi kipinöiden yhteydessä. Vain kun olet varmistanut, ettei kaasua tule, voit siirtyä suoraan työhön.
Putkiliitäntöjen tyypit
Kaasuputkien liittämiseen on olemassa useita keinoja eli pikemminkin:
- Hitsaus - suorittaa yksinomaan asiantuntijoita, joilla on lupa työskennellä hitsauskoneen kanssa. Jokaisella työntekijällä on oltava henkilökohtainen henkilökortti.
- Kierretty tai sovitettu - sisältää myös kevytputkien hitsauksen, kun taas pistorasiat on tiivistetty hamppukuiduilla. Koko työprosessi muistuttaa paljon viemäriputkien liittämistä. On huomattava, että kuitu kyllästetään etukäteen pellavansiemenöljyn tai pellavansiemenöljyn liuoksella. On myös mahdollista käyttää liitoksia, joilla voi olla sekä pitkiä että lyhyitä säikeitä.
- Laipallinen - yksi yleisimmistä kytkentämenetelmistä, koska se on melko kevyt kokoonpanon rakenne. Totta, asiantuntijoiden mukaan se on vähemmän luotettava kuin hitsaaminen.
Kaikki edellä kuvatut liitäntämenetelmät ovat ammattimaisten päälliköiden käytössä erikoislaitteiden avulla.
Kaasuputkien itsenäiseen kytkemiseen taloon tai asuntoon sinun on valmisteltava seuraavat työkalut ja materiaalit:
- kaasun säädettävä jakoavain;
- hinaus ja rasva;
- letkut tai putkiliitokset;
- tarvittaessa liitin, jonka molemmin puolin on lanka.
Teknologinen prosessi
Jos katkaiset kaasun syötön ja puhaltaa putket, kuten aikaisemmin suositellaan, seuraava vaihe on katkaista tarpeettomat osat kaasuputkista. Tätä varten voit käyttää bulgaria, ja jos sinulla ei ole sitä, niin metallin hakasaha tekee, mutta tässä tapauksessa prosessi on pitkä ja monimutkaisempi.
Kun olet poistanut tarpeeton osan kaasuputkesta, sinun on annettava sen toinen pää kokonaan tai hitsata se.
Jos sinun täytyy liittää putken toinen pää kaasuläpällä, katkaise lanka sahatun osan päälle. Tämän tekemiseksi on erityinen suutin, laittamalla se päälle, sinun täytyy selata useita kertoja.
Lisäksi valmistettu lanka kierretään vetoketjulla, joka on kyllästetty voiteluaineella ja liitos letkun kanssa. Kaikki nämä työt toteutetaan kaasun kääntöavain avulla. Jos aiot asentaa uuden putken, voit käyttää erityistä liitäntäadapteriä. Tämä elementti on molemmin puolin valmiin lanka ja mutteri, joka kiertyy pää- ja uudelle putkelle.
Tätä menetelmää voidaan käyttää kerrostaloissa, mutta sinun on varmistettava, ettei vuotoja ole. Tee tämä, sinun täytyy avata kaasutoimitus, sitten soveltaa saippua ratkaisu kaikkiin putki nivelet.
Kiinnitä huomiota! Jos tämän toiminnan kuplat ilmestyvät pinnalle, kaikki liitokset on kiristettävä uudelleen.
Jos aiemmin et itse ole koskaan osallistunut samanlaiseen työhön, on parasta antaa tämä asia ammattilaisille.
Tärkeä asia - kierrä lanka kierteelle oikein. Tarjoamme videomateriaalia, joka auttaa selviytymään tehtävistä.
Ja tästä leikkeestä opit sulkemaan kaasuputkien liitännät.
http://www.stroitelstvosovety.ru
Tärkein vaihe on kaasuputkilinjan rakentaminen pääteiltä rakennukselle. Näiden töiden toteuttamisen aikana välttämättä tarvitaan putkilinjojen liittämistä.
Kuinka yhdistää kaasuputket, kun kytket talon moottoritielle?
Kaasuputkien kierreliitäntä
Teräsputkistojen yhteydessä tärkeä parametri on niiden poikkileikkaus. Koot ½ - 2 tuumaa käytetään hitsattujen teräsputkien kanssa kierteellä. Jos koko on yli 2 tuumaa, käytetään saumattomia yksikappaleisia teräsputkia juuttikuoressa, jossa on pistoke tai kierteinen liitäntä.
Kaasuputkien teräsputket yhdistetään vastaavasti vesiputkielementteihin liitoksilla. Sidosten tiivistämiseen käytetään erityistä hamppukuitua, joka on kyllästetty pellavaöljyllä tai pellavansiemenöljyllä. Samanaikaisesti ei saa käyttää mitään tiivisteitä, jotka vaikeuttavat kaasuputkien purkamista. Yläpuolisten nostureiden asennus toteutetaan myös ilman tiivistymistä.
Asennuksen tai korjauksen jälkeen kaasuputki on tarkastettava työn päätyttyä. Tällöin on välttämätöntä kattaa kaikki pistorasiat ja toimittaa putki ilmanpaineella useita kertoja suurempaan kuin kaasunpaine. Jos 5 minuutin sisällä. paine putoaa yli 20 mm: n vesipatsaaseen, on tiukkuus. Useimmissa tapauksissa aukot on kiinnitetty putkien liitospisteisiin, mutta koko osa on tarkastettava.

Kaapelien oikea valinta on riittävän luotettava liitäntä kaasuputkiin. Ne on painettava mahdollisimman tiiviisti putkistoihin, jos mahdollista ilman lisätiivistettä. Tämä varotoimenpide on välttämätön, jotta putken mahdollinen purkaminen ei vaikeutuisi. Kun liität teräsputket putkeen, työntöpaine ei saa olla yli 5 bar.
Kattiloissa kaasuputket on kytketty kierteillä varustetuilla liittimillä lyhyellä ja / tai pitkällä kierteellä. Liitosten tiivistämiseen käytetään liinavaateliinaa minttu, joka on sekoitettu lyijynvalkoisella tai vahamaisella luonnollisella pellavaöljyllä. Tiivistysnauha kääritään ohut, tasainen kerros.
Kaasuputkien hitsaus
Putkistojen kohdistamiseen voidaan käyttää sähkökaari- ja kaasuhitsauslaitteita. Ensiksi valmistetaan liitettävien putkien reunat. Jotta saataisiin laadukkaita saumoja, ne on puhdistettava kaikista epäpuhtauksista. Tämän jälkeen sinun on tehtävä viiste. Se mahdollistaa voimakkaan ja hermeettisen sauman saamisen, koska sula metalli täyttää kokonaan sidosalueen.
Useimmissa tapauksissa käytetään manuaalista tai puoliautomaattista kaarihitsausta. Kaarihitsauksessa elektrodien optimaalinen halkaisija on 3 - 4 mm. Kaasuputkien seinien paksuus ei saa olla yli 5 mm. Reunojen valmistuksen lisäksi (vähintään 1 cm: n leveys) on lisäksi tehtävä muita viisteitä. Sitten keskitys ja ompelu suoritetaan tasaisesti 3-4 paikkaa. Tämän jälkeen hitsataan 2 kerrosta. Tiivistetyn liitoksen aikaansaamiseksi on tärkeää kaapata viereisten tuotteiden alueet lopullisen sauman valmistuttua.
Kun kaasu hitsaaminen riittää yleensä yhdelle passille. Kaasuputkien seinien paksuus ei saa olla yli 4 mm. Muussa tapauksessa hitsivyöhyke ylikuumenee, mikä heikentää liitoksen lujuutta. Jotta vältetään epäonnistuminen, sauman pää on tehtävä jonkin verran päällekkäin. Lisäaineen valintaa varten kaasuputken teräslaatu on otettava huomioon.
Polyeteeniputket

Polyetyleeniputkilla on suuri tiheys, koska niitä tuotetaan alhaisessa paineessa. Polyetyleenistä valmistetut kaasuputket eivät kärsi korroosiosta, eivät säröilemään lämpötilaeroissa, muita turvallisuussyistä on muita tärkeitä etuja. Esimerkiksi polyeteeniä ei altisteta sähkökemiallisille vaikutuksille, se pysyy neutraalina kaasuille ja nesteille. Kimmoisuus ja lujuus mahdollistavat tämän materiaalin käytön jopa -45 ° C: n lämpötiloissa.
Tällöin polyetyleeniputket painavat vähän ja ovat yksinkertaisesti kytkettyjä. Putkistojen kohdistamiseen käytetään yksinkertaisia hitsauskoneita ja sähköhitsausliittimiä, jotka ovat helppoja käsitellä eikä vaadi merkittäviä investointeja. Tärkeä yksityiskohti: tällä hetkellä taloon rakennetaan vain teräsputkia ja polyeteeniä voidaan käyttää jo rakennusten sisällä.
Putkia on monenlaisia. Jokaisella lajilla on oma merkitys ja tehtävä. Valinta riippuu useimmissa tapauksissa viestinnän tyypistä ja suoritettavista toiminnoista. On olemassa myös yleisputkia, joita voidaan käyttää eri järjestelmissä. Mutta heidän on myös tunnettava ja erotettava toisistaan.
Asia on, että väärässä valinnassa voi olla hyvin erilaisia seurauksia. Ja jos valitaan väärät kylmävedenjohdot, se voi vahingoittaa omistajien ja naapureiden materiaalitilannetta. Väärä yhteys tai kaasu- tai lämmitysputkien valinta voi maksaa terveyden ja jopa elämän.
Siksi sinun ei pidä epäröidä, varsinkin kaasutuksen yhteydessä.
Kaasuputkien tyypit
Viime aikoihin saakka kaasuputkien tyyppejä ei olisi olemassa, koska ne olivat yhdestä ainoasta teräksestä. Ja kaikki, ei vaihtoehtoja ja valinnanvaraa. Mutta ajat ovat tulossa, teknologiat eivät pysy paikallaan, ja nyt teräs hiljaa korvaa polymeerin. Nimittäin erikoispolyetyleeniä, joka tuotetaan alhaisessa paineessa, on suuri tiheys.
Lisäksi polyetyleenillä on useita suosituimpia etuja ja käyttöturvallisuuden kannalta.
IPA kaasuputket eivät ruostu, eivät ole alttiita korroosiolle eivätkä halkeile, vaikka lämpötila muuttuu. Jotta kaasua, vakaus on erittäin tärkeä, koska se on pidettävä vakiona paineen ja Mikrohalkeama on täynnä vuotoriski.

Polyeteeni ei reagoi kemiallisesti ja pysyy neutraalina nesteille ja kaasuille. Heikkouden vuoksi ja materiaalin elastisuuden voidaan asentaa jopa pakkasella eikä menetä sen lujuus ja langallisten kyvyt -45 astetta. Lisäksi se ei ole sähkövirran kapellimestari, ei ole sähkökemiallisen tuhoutumisen kohteena.
Ja vielä yksi etu - kevyt ja helppo yhteys, mikä lisää suosiota.
Tässä on kuitenkin otettava huomioon seuraavat tärkeät yksityiskohdat. Koteihin rakennetut kaasuputket on sijoitettu yksinomaan teräksestä, huoneissa on jo käytetty polyeteeniä.
Kaasuputkien liitännät
Kaasuputkien yhteydessä on tärkeä yksityiskohtien poikkileikkaus. Toisin sanoen, tapauksessa poikkileikkausten mitat ½-2 tuumaa, käyttö hitsattujen putkien kierre. Jos poikkileikkaus ylittää 2 tuumaa, käytetään saumattomia saumattomia teräsputkia. He menevät erityiseen juuttikuoriin. Liitäntä on kierretty tai kellon muotoinen. Kaasuputkiperäisten putkien yhdistelmä on samanlainen kuin vesijohtovien elementtien yhdistelmä. Tätä varten käytetään erikoisvarusteita. Tiivistämiseksi yhteyksiä, käyttää erityisiä hamppu kuitua, joka voidaan kyllästää pellavaöljy tai pellavaöljy. Lisäksi on olemassa rajoituksia: tiivisteitä, jotka vaikeuttavat putkien purkamista, ei voida käyttää tarkasti.

Myös, kun putket yhdistetään, asennetut lattianosturit eivät tiivisty. Tällöin kaikkien elementtien on oltava tiukasti kiinni.
Korjaustyön yhteydessä kaasuputkien tarkastus on pakollista. Tätä varten on välttämätöntä syöttää ilmaa putkiin paineen alaisena, mikä on useita kertoja suurempi kuin kaasunpaine. Sulje mutkat ennen tarkistamista. Tämän seurauksena jos 5 minuutin paine laskee yli 20 mm.v.s., se puhuu menetys kireys. Useimmiten se tapahtuu risteyksessä, mutta sinun on tarkistettava koko putkiosa.
Mitä lopulta?
Kaasuputkien liittimet ovat kestäviä ja luotettavia, mutta ne on valittava oikein. Niiden on oltava mahdollisimman tiukkoja putkille, mutta niillä ei ole ylimääräistä tiivistettä. Kaasua johtavia elementtejä voidaan myös liittää hitsaamalla. Riippuen materiaalista, josta tuotteet on valmistettu, valitaan hitsausmenetelmä ja hitsauskone. Teräsputkien osalta se on vakiovarusteinen sähköinen, polymeereille laite on helpompi käsitellä ja vaatii vähemmän kuluja.

Joka tapauksessa, kanssa kaasuputket, sinun täytyy olla erittäin huolellinen ja varovainen, varsinkin kun se tulee yhdistää elementtejä oikein.
Aiheeseen liittyviä artikkeleita















