
Soldering პოლიეთილენის მილები დასრულდება და ელექტრომატარებლის გამოყენება
დღეს, პოლიმერული მასალის დამზადებულია პროდუქცია ჩვენი ცხოვრების ბევრ სფეროში და მრეწველობაში. მაგრამ განსაკუთრებით პოპულარულია HDPE - დაბალი წნევის პოლიეთილენის. ეს მასალა გამოირჩევა გამძლეობით, გამძლეობით, მისი დაბალი სპეციფიკური სიმძიმის წყალობით, მარტივი ინსტალაცია. პოლიეთილენის მილები ხშირად მილსადენებს სხვადასხვა მიზნებისათვის იყენებენ. HDPE პროდუქტების შედუღება ხორციელდება ინდივიდუალური ბლანკების დასაკავშირებლად. ამ სტატიაში ვსაუბრობთ HDPE- ის შედუღების მილების ჯიშებსა და თვისებებზე.
კავშირების სახეები
პოლიეთილენის მილების შეერთების მიზნით შეიძლება გამოყენებულ იქნას შემდეგი მეთოდები:
- დანამატის კონექტორები. HDPE- დან ასეთი ბრჭყალების შესრულება, საჭიროა ფოლადის ფლანგები. დოკის ამ პრინციპის ძირითადი მახასიათებელია ის, რომ ოპერაციის დროს მილსადენი შეიძლება დაიშალა.
- არა მოსახსნელი. ამ შემთხვევაში, დაიშლება კომუნიკაციები არ იმუშავებს. იმისათვის, რომ ასეთი კავშირი, ბლანკები უნდა შედუღებამდე. ამისათვის შეიძლება გამოყენებულ იქნას შემდეგი შემდეგი მეთოდები:
- პოლიეთილენის ბილეთების კონდახით შედუღება;
- შედუღების საშუალებით HDPE- დან პროდუქტების შედუღება.
გამოიყენება დიდი დიამეტრის ელემენტებისგან მილსადენების შესაქმნელად, გამოიყენება თერმოორესტული ფიტინგები ან კონდახით შედუღება. ორივე გამოყენებისას, საიმედო მონოლითური კავშირი არის მიღებული.
ბატარეის შედუღების HDPE პროდუქცია

HDPE მილების ბოლქის შედუღება მოითხოვს შედუღების მოწყობილობის გამოყენებას. იმის გამო, რომ დამატებითი ნაწილები არ გამოიყენება შედუღების დროს, ინსტალაციის პროცესი ბევრად უფრო მარტივია. ამ გზით, HDPE- დან მხოლოდ ბლანკები შედუღებამდე შეიძლება.
ყურადღება: HDPE- ის პროდუქციის ხარისხის კონდახით შედუღება მიიღება მხოლოდ იმ პირობით, რომ იგი შესრულდება ერთიანი seam- ის საშუალებით. ამის გამო, შეუერთდება ნაწილის გაწევის გამძლეობა იქნება მაქსიმალური.
პოლიეთილენის ჭაბურღილურ მილების შედუღება ყველაზე ეფექტური და მრავალმხრივი ტექნოლოგიაა, რადგან ამავე დროს მილსადენის მასშტაბით შენარჩუნებულია მასალათა მოქნილობა. ეს მეთოდი შეიძლება გამოყენებულ იქნას მიუხედავად იმისა, რომ გამოიყენება მილსადენის გაყვანის ტიპის (თხრილი, trenchless ან ღია).
პოლიეთილენის მილების ხსნარი ხორციელდება შემდეგი წესით:
- დასაწყისისთვის შედუღების აპარატების ცენტრალიზატორში უნდა დამონტაჟდეს ბლანკების ბოლოები.
- მას შემდეგ, რაც ნაწილების შეესაბამება და ფიქსირებული, გამოყენება ბამბა ბამბა და ალკოჰოლის გაწმენდა ბოლოები მტვერი, ჭუჭყიანი და Grease.
- შემდეგ შედუღების დამუშავება ხდება დამუშავებული მოწყობილობის დახმარებით. ბოლოს დამონტაჟება შეჩერებულია, როდესაც ერთიანი ჩიპი სისქით არა უმეტეს 0,5 მმ იწყება. ახლა სამუშაოები შეიძლება ამოიღონ და შეამოწმოთ ხელით პარალელიზმი.
- თუ შეუსაბამო უფსკრული შედუღებული ზედაპირების არსებობას უკავშირდება, ხელახალი ოპერაცია უნდა განმეორდეს.
- ამის შემდეგ ხორციელდება მილების გამხსნელი. ამისათვის გამაგრილებელი საფარის მქონე გათბობის ელემენტის დახმარებით, აუცილებელი ტემპერატურის შეშუპებაა სამუშაოები.
- როდესაც მთავრდება საკმარისად მდნარი, შედუღებული პროდუქტები გამოირჩევა და ასევე გაგრილებული ზონიდან გათბობის ელემენტის ამოღება.
- ამის შემდეგ, შედუღებული მთავრდება დახურული და ზეწოლის clamp გაიზარდა, სანამ ის აღწევს საჭირო ღირებულება.
- შედუღებლური კერძი უნდა იყოს ზეწოლის ქვეშ გარკვეული დროით.
- ამის შემდეგ, შედუღების ხარისხი შემოწმდება. ამის გაკეთება, შეაფასოს გამოჩენა grate, სიგანე და სიმაღლე.
Muff შედუღების ბლანკები საწყისი HDPE

HDPE მილების შედუღების მეთოდი ხორციელდება სპეციალური შედუღების ერთეულის დახმარებით, რომელსაც უწოდებენ soldering რკინის, ასევე კომპლექტი სპეციალური nozzles, რომელიც შეიძლება განსხვავდება დიამეტრი. შერჩეული პოლიეთილენის მილების დიამეტრის საფუძველზე არჩეულია nozzle ზომა.
ჰიდროელექტროსადგურების მილსადენების შეერთება ხორციელდება ფიტინგების გამოყენებით. ამ პროდუქტების კონფიგურაცია შეიძლება განსხვავებული იყოს. ისინი შეიძლება იყოს კუთხეების, ჩაის ან ყუთების სახით. ამ მეთოდით soldering, ბოლოები ბლანკები და ფიტინგები შედუღებამდე.
მნიშვნელოვანია: შედუღების შედუღების მთავარი უპირატესობა ისაა, რომ ის შეიძლება ჩატარდეს რთულ ადგილებში, სადაც ბლანკების ღერძული გადაადგილება რთულია.
პოლიეთილენის ნაწილების გათბობა ხორციელდება შედუღების ერთეულის გამაცხელებელ ლითონის ნაწილთან ერთად. იგი შედგება ორი უჯრედის ნაწილებისგან:
- mandrel heats შიდა ზედაპირზე იარაღი;
- გათბობის მილის ჩასმული ყუთში.
ამ nozzle დააყენოთ soldering ერთეული ხვრელი, ყდის და mandrel უნდა იყოს გადაუგრიხეს ერთად.
პოლიეთილენის მილების საპოვნელად muff მეთოდით მოიცავს შემდეგ მოსამზადებელ ზომებს:
- სამუშაოები უნდა გაიჭიმოთ სპეციალურ მაკრატელზე სასურველ ზომაზე. უნდა მოხდეს, რომ ჭრილობა მკაცრად პერპენდიკულარულია პროდუქტის გრძივი ღერძზე.
- სანამ soldering, ბოლოები ბლანკები შეუერთდება უნდა გაიწმინდოს.
- შედუღების პროცესის დროს არასასურველი გაგრილების თავიდან ასაცილებლად, მილების ბოლოები, რომლებიც ამჟამად არ არის დაკავშირებული, დახურულია სანთლებით.
- მას შემდეგ, რაც აუცილებელია გაწმენდა ზედაპირზე nozzle შედუღების იმ ნაწილაკების მასალა, რომელიც შეიძლება დარჩეს შემდეგ წინა მუშაობა.
ახლა თქვენ შეგიძლიათ გააგრძელოთ შედუღების პროცესი, რომელიც შესრულებულია ამ თანმიმდევრობით:
- პირველი, nozzle უნდა იყოს მწვავე შედუღების ტემპერატურა. როდესაც მნიშვნელობა მიაღწევს საჭირო დონეს, სიგნალის სიგნალის ინდიკატორი იქნება სიგნალი.
- ამის შემდეგ, HDPE მილის ჩასმა უნდა მოხდეს ყდის სანამ არ გაჩერდება. თავის მხრივ, იარაღი სავალდებულოა მანდელზე, რადგან ის წავა. მას შემდეგ, რაც დიამეტრი ოდნავ განსხვავდება, გარკვეული ძალისხმევა იქნება საჭირო პროცედურის შესასრულებლად.
- ჩვენ შეარჩიეთ მილები შედუღების დრო სპეციალური მაგიდების მიხედვით, სადაც ეს ინდექსი სხვადასხვა დიამეტრის პროდუქციისთვის არის მიჩნეული.
- ტუბურის ელემენტის ჩადგმისას და იარაღის შეკეთებისას, პრეპარატის ზედაპირისგან მიღებული ჭარბი მასალა მდნარი და გაჟღენთილია. შედეგად, ყოველწლიური როლიკერი ჩამოყალიბებულია შედუღებული ელემენტების ზღვარზე.
- დაჭერით, როდესაც შეყვანის ნაწილები უნდა შეწყდეს იმ მომენტში, როდესაც სამუშაოები და იარაღი მიუწვდომელ გაჩერებას. ძალიან მნიშვნელოვანია, რომ შეესაბამებოდეს ამ მდგომარეობას, რადგან სხვაგვარად კავშირი არ იქნება ძლიერი. ვინაიდან ძნელია ზუსტად განსაზღვროს სამუშაო სიბრტყეების immersion, საჭიროა ამ ღირებულების წინასწარ განსაზღვრა და მილის აღნიშვნა.
- შემდეგ ამოიღეთ შედუღებული სამუშაოები nozzle. ამის შემდეგ, ინსტალაცია მილის სახით ისე, რომ იგი მტკიცედ იჯდა ბეჭედი როლიკებით. მიეცით დაკავშირებულ კომპონენტებს გაგრილება. ამ შემთხვევაში, ნუ ივლით მათ და მათ სხვადასხვა მექანიკურ გავლენას მიაწერენ.
ელექტროპროფილური შედუღება

ასეთ კავშირს ასრულებს, საჭიროა სპეციალური ელექტროგაყვანილობა, რომელშიც ჩართულია ჩართული გათბობის ელემენტები. თუ შედარებითი შედუღების შედარებითი შედარებითი სიხშირით შევადარებთ, ძვირადღირებული ელექტროგადამცემი ქსელების შეძენის საჭიროებაა საჭირო.
თუმცა, ამ ტექნიკას აქვს თავისი უპირატესობები:
- მილების შიდა ზედაპირზე არ არის დაფარული, მილსადენის გამტარობა არ მცირდება.
- შედუღების ამ მეთოდია მოსახერხებელი გამოყენება შეზღუდული სივრცეში, სადაც ვერ შეავსებთ საერთო შედუღებამდე აგრეგატს.
მილსადენის უჯრედში მონაკვეთის მონაკვეთის დასაკავშირებლად გამოიყენეთ ჩვეულებრივი ელექტროგადამცემი ხაზები. თუმცა, ზოგიერთ შემთხვევაში, ეს შეიძლება იყოს საჭირო ელექტროფოფუზიური ჩაის გამოყენება და საწოლის მომატება. სამუშაოების შესასრულებლად საჭიროა შედუღების ელექტროფუზიის ერთეული.
შედუღების პროცესი ხორციელდება პოლიეთილენის შედუღების იარაღის გამოყენებით. ეს არის სპეციალური პროდუქტი, რომელიც აგებულია სპირალებს, რომლებიც გათბობის ელემენტებს ემსახურებიან. ამავდროულად, იარაღის მასალის ნაწილი, რომელიც მწვავე სპირალით არის მდნარი, უკავშირდება სამუშაოების პოლიმერულ მასალას, რომელიც ქმნის მყარი მონოლითური მილსადენით. სხვათა შორის, სპირალი სამუდამოდ რჩება მიღებულ seam- ში.
მნიშვნელოვანია: ელექტროტექნიკური ტექნოლოგია იძლევა მაღალი სიმტკიცის ნაერთების მიღებას. თუმცა, ამ მეთოდის მაღალი ღირებულების გამო, ის გამოიყენება გაზისა და ნავთობპროდუქტების ტრანსპორტირებისათვის ზეწოლის საკომუნიკაციო საშუალებების დამონტაჟებაში.
შედუღების ელექტრული ნაკრები ხორციელდება შემდეგი თანმიმდევრობით:
- სპეციალური ჭრის ხელსაწყოს დახმარებით, მილები გაჭრა მარჯვენა ზომაში.
- შემდეგი, ბლანკები უნდა გაიწმინდოს ჭუჭყიანი და დამუშავებული შედუღების ადგილზე. იგივე მკურნალობა ექვემდებარება ელექტრო დაწყვილებას.
- შემდეგ, tubular ელემენტები, ნიშნები მზადდება, რომელიც საშუალებას მისცემს გააკონტროლოს სიღრმის ჩასმა მილის შევიდა დაწყვილება.
- შედუღების პროცესში ელემენტების არასასურველი გაგრილების თავიდან ასაცილებლად, მილების თავისუფალი შაბლონები გაბრწყინდება.
- სპეციალური ხაზების გამოყენებით, შედუღების აპარატი ელექტროკავშირის შეერთებას უკავშირდება, დაწყების ღილაკი დაჭერილია.
- გარკვეული პერიოდის შემდეგ, ობიექტი ავტომატურად გამორთულია, რაც ნიშნავს შედუღების დასრულებას.
- ამგვარად მიღებული ნაერთები შეიძლება მხოლოდ ერთი საათის შემდეგ შესრულდეს.
ყურადღება: ხარისხის შედუღების მიღების ძირითადი პირობა არის შედუღების პროცესის ნაწილების უძრაობა და გაგრილების პროცესში.
მიღებული მოთხოვნები შედგენილია შედუღებული სახსრებით:
- შედუღებლური ნაკვეთის ყოველწლიური მძიტი უნდა შეავსოთ შედუღების წინ გაკეთებულ ნიშანს შედუღებამდე.
- მილსადენის სეგმენტების დასაშვები დაშლა ერთმანეთთან შედარებით არ არის HDPE ელემენტის კედლის სისქის 10% -ზე მეტი.
- თუ შედუღებული სამუშაოების კედლის სისქე 5 მმ-ზე მეტი არ არის, მაშინ ხარისხიანი შესადუღებლისთვის როლიკის სიმაღლე დაახლოებით 2.5 მმ უნდა იყოს. იმ შემთხვევაში, თუ შედუღების მილები კედლის სისქე 6-20 მმ, სიმაღლე როლიკებით უნდა იყოს 5 მმ-ზე მეტი.
HDPE- დან ბლანკები შედუღების მეთოდის არჩევისას საჭიროა გათვალისწინებული საინჟინრო კომუნალური მოწყობილობების ფუნქციონირების პირობები. მხოლოდ ამ ფაქტის გათვალისწინებით შესაძლებელია სანდო და მაღალი ხარისხის მილსადენის შეკეთება, რაც ეფექტურად მუშაობს მისთვის გამოყოფილი ყველა დროისთვის.
ყოველწლიურად იზრდება სამშენებლო პროდუქტების სპექტრი. ბაზარზე არსებობს თანამედროვე მასალები, რომლებიც ხელს უწყობენ მშენებლობის ეტაპებს და გაზრდის მუშათა პროდუქტიულობას. მომხმარებლებმა სახლებში შიდა სისტემების დაგეგმვისას მილსადენების გამოყენება ხანგრძლივი მომსახურებით სარგებლობენ. სათანადო ალტერნატივა, რომელიც აკმაყოფილებს სამომხმარებლო მოთხოვნებს, არის პლასტიკური შიდა კომუნიკაციების ფილიალი. როგორ მოგვარდეს პლასტმასის მილები?
ასეთი ტექნოლოგიების კიდევ ერთი უპირატესობაა წყლის მიწოდებასა და გათბობის ქსელების დამოუკიდებლად შეკეთების ან შეცვლის შესაძლებლობა. როგორ მოგვარდეს წყალგაუმტარი პლასტმასის მილები?
მოდით შევხედოთ ტიპებს

მეტალოპლასტმასის

პოლიეთილენ
ასეთი კომუნიკაციები ქვედანაყოფებშია გადანაწილებული:
- პოლიეთილენი - გამოიყენება შენობების და გარე მარშრუტების შიგნით. შესაძლებელია მათი გამოყენება მაღალი წნევის მილსადენებით და დაბალი ტემპერატურის პირობებში.
- PVC გამოიყენება შეკეთების ღირებულების შესამცირებლად.
- ლითონის პლასტმასის - ყველაზე პრაქტიკული პროდუქტები, 50 წელზე მეტია სასარგებლო ცხოვრება. იდეალურია ცხელი წყლით ჩანაცვლება.
ამ მასალის ფართო გამოყენება რამდენიმე მიზეზითაა გამოწვეული. ასეთ სტრუქტურების დადებითი თვისებები, რომლებიც მეტალებს არ ეწინააღმდეგებიან:
- ხანგრძლივი ცხოვრების ხანგრძლივობა.
- დაბალი კოროზია.
- მარტივი ინსტალაცია.
- არ საჭიროებს სპეციალურ უნარებს.
- ეკოლოგიურად სუფთა მასალა.
- ეკონომიური და ხელმისაწვდომი გამოყენება.
- მსუბუქი და ადვილად ტრანსპორტირება.
- არ არის მგრძნობიარე მიკროორგანიზმების მავნე ზემოქმედება.
შენი წყალმომარაგების სისტემა

დაწყვილება შეკრება

პოლიეთილენის მოდელები spike მეთოდით დამონტაჟებულია ან couplings / fittings (coupling assembly) საშუალებით. როგორ მოგვარდეს წყალგაუმტარი პლასტმასის მილები?
ახალი წყალმომარაგების ქსელების ჩასატარებლად, PVC და პოლიეთილენის პროდუქცია განკუთვნილია გაძლიერების და გაძლიერების გარეშე. მომზადება მოითხოვს მომავალი წყალმომარაგების სქემის შექმნას ფილიალების სიგრძის, მისი პოზიციისა და მონტაჟის ყველა საჭირო მოწყობილობის მითითებით. სწორად გაანგარიშება სიგრძე და მომატება მოსახვევთა რაოდენობა გაამარტივებს ტექნოლოგიას, გაზრდის მუშაობის სიჩქარეს და აღორძინების თავიდან ასაცილებლად.

ტენიანობის რკინა

ტრუბორესი
იყიდება soldering პოლიეთილენის კავშირები გჭირდებათ:
- ტენიანობის რკინა.
- ტრუბორესი
- საპრიალებელი მილების და ჭრის კიდეების ჭრის საჭრელი.
- ცარცის თხელი ქაღალდი
- დაწყვილება (თუ დაწყვილება)
გათბობის ხელსაწყო არის სპეციალური მოწყობილობა, რომელსაც აქვს სხვადასხვა დიამეტრის სპეციალური საქშენები. არსებობს მოწყობილობები, რომ მოდის ორი ან მეტი nozzles ამავე დროს.
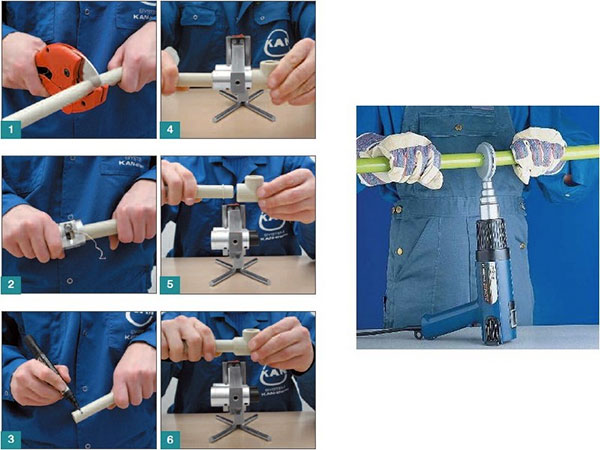
ჰიდროკოკომუნიკაციის ჩამოყალიბების ტექნოლოგიის ეტაპები გითხრათ, თუ როგორ უნდა გაიგოთ,
- გაზომეთ ფირზე საჭირო სიგრძით.
- დაჭრილი კატარღა სიგრძე.
- შეწყვიტე cut ends. ეს არის მნიშვნელოვანი ნაბიჯი soldering პროცესში. სექციები უნდა იყოს შეუფერხებლად და გაწმენდილი. მეტი ნდობით, ასევე შეგიძლიათ დეგრადაცია ალკოჰოლური ხსნარი.
- ჩვენ მთავრდება მოშორებით. თუ მონტაჟი ცხოვრების მხარდაჭერა ქსელებს თემა კავშირი, მაშინ ერთ ბოლოს სტრუქტურა კომპლექტი დაწყვილება / იარაღი და თბილი ერთად სამომავლო დაბრუნების ნაკადი nozzle სასურველი დიამეტრი soldering რკინის. მას შემდეგ, რაც გათბობის up მთავრდება დაუყოვნებლივ დააკავშირებს და დაველოდოთ სრული გაგრილების ასამბლეის. წვერის არსებობა მიუთითებს შედუღების ხარისხზე.
ყურადღება! სითხისა და წყლით მომარაგების დამონტაჟებისას, მკაცრად იკრძალება წყლით ან ტენიანობის ჩამოშლა ღრუში ან ზედაპირზე. როდესაც მწვავე, წყალი, ორთქლის გადაქცევა, პლასტიკური სტრუქტურის დეფორმაცია, რის შედეგადაც იგი კარგავს თავის ძალას.
რა უნდა ვეძებოთ
ტემპერატურის რეჟიმები soldering აღწერილია მითითებები ინსტრუმენტი. თანამედროვე პროდუქტებზე ავტომატური გათბობის რეჟიმი დამონტაჟებულია დამონტაჟებული ქსელის ზომაზე და შედუღების სიღრმეზე. წინა კლასების მიხედვით, გათბობის ძალები ხელით შეირჩა.
რა ტემპერატურა უნდა გაიყიდოს პლასტმასის მილები? პოლიეთილენის შემცველების გადაბმისას ტემპერატურის რეგულატორი 220 ° C- ზე, პოლიპროპილენისთვის - 260 ° C. გათბობის მექანიზმზე არის ინდიკატორი, რომელიც მიუთითებს მოწყობილობის მზადყოფნის გამოყენებაზე. მაჩვენებელი ლამობს მხოლოდ გათბობის რეჟიმში.
Soldering- ის ხანგრძლივობა დამოკიდებულია მილსადენის შუალედურ რადიუსზე და შეიძლება 5 დან 40 წამამდე. არ მთავრდება ბოლოები. ეს შეიძლება გამოიწვიოს ბლოკირების ფორმირება ადჰეზიის ადგილას.
თუ გსურთ დააყენოთ ერთი ზომის წყალმომარაგების დაყენება, არ უნდა გადაიხადოთ არხების რაოდენობა და ტემპერატურის მექანიზმის არსებობა.
თუ დიდი რაოდენობით დიდი ხნის წინ დაგეგმილი ხასიათის პროდუქციის გამოყენების ქსელები სხვადასხვა ზომის წრე, მოგების უნივერსალური მოწყობილობა კავშირს უახლესი ტექნიკური თვისებები და მახასიათებლები.
ნიუანსები soldering
იცოდე ავტონომიური კომუნიკაციების გაწევის ტექნოლოგია საკმარისი არ არის. მაღალხარისხიანი ინსტალაციისათვის საჭიროა იცოდეთ მთელი რიგი თვისებების განლაგება და სამრეცხაო ფილიალი. როგორ მოგვარდეს პლასტმასის მილები? ტექნოლოგიური სტრუქტურების პროფესიონალური შეკრების უზრუნველსაყოფად აუცილებელია გახსოვდეთ კავშირის ზოგიერთი ნიუანსი:
- იყიდება soldering ასამბლეის უზრუნველყოფს თბილი- up დრო. ეს დრო არის 5-დან 20 წუთი.
- სახლიდან სახლის დახმარების წარმოება უნდა განხორციელდეს ნულის ზემოთ ტემპერატურაზე.
- დამთავრების დასრულების შემდეგ აუცილებელია, რომ არ მოხდეს მათი გადაადგილება ან გადაადგილება, საკმარისია იმისათვის, რომ გამორიცხვა გამარტივდეს. თქვენ უნდა მისცეს მათ cool. ერთობლივი სენსორული შეიძლება გამოიწვიოს გაჟონვა მომავალში. გაგრილებისთვის, იგივე დრო სჭირდება.
- Soldering ინსტრუმენტი საჭირო ძალა 1200 W.
- მთავარი soldering irons განკუთვნილია soldering მდე დიამეტრი მდე 32 სმ. თუ თქვენ უნდა შეიკრიბება დიდი დიამეტრი პროდუქტები, მაშინ ჩვენ შეიძინოთ პროფესიული მოწყობილობა soldering.
- არ უნდა არსებობდეს ხარვეზები მილსადენის ზღვარზე და იარაღის შიდა თემა. ხარვეზები შეიძლება გამოიწვიოს მაღალი წყლის წნევაზე. ელემენტების შეკუმშვისას გადაჭარბებული ძალა შეიძლება გამოიწვიოს ღრუს კლირენსის შემცირება და გააუარესოს მთელი სტრუქტურის მუშაობა.
- ამოღება ნარჩენი მასალისგან თითოეული წარმოების პაკეტის შემდეგ. მას შემდეგ, რაც საქშენები აქვს სპეციალური საფარი, ამოიღონ ნახშირბადის უნდა იყოს ხის მოწყობილობა, რათა თავიდან ავიცილოთ ზიანი მთლიანად ზედაპირზე. ნარჩენების ზედაპირზე ნაკაწრები გააუარესებს მოწყობილობის ტექნოლოგიურ მახასიათებლებს და მის გამოყენებას გაუქმდება.
როგორ ფიქრობთ, როგორ გაატაროთ გათბობა?

სითბოს მომარაგებას რამდენიმე სირთულე აქვს. გათბობის მოდელების მოწყობილობა შეიძლება ჩატარდეს დაბალ ტემპერატურაზე, რაც ართულებს soldering პროცესს. სითბოს მიწოდების სისტემებისათვის შექმნილია წყლის სისტემის ტემპერატურისა და მოქმედი ზეწოლის მიხედვით. მშენებლობის პლასტმასის გამოყენება გაიზარდა პროდუქტიულობის გაზრდაზე და შემცირებული ხარჯები საჭირო მასალისთვის.
გათბობის მილები გაძლიერებულია FIBERGLASS- ით, რაც ამ მასალის გამძლეობას და გამძლეობას ხდის.
ჯანმრთელობისა და სამუშაო პირობები
გათბობის სახლების გამათბობელ შეშუპებთან დაკავშირებული სამუშაოების წარმოებაში, ჩვენ შეესაბამება უსაფრთხოების წესებს დაზიანებისა და დამწვრობის გამორიცხავს:
- ჩვენ მზარდი სპეციალური დამცავი ხელთათმანები.
- ოთახის სისუფთავეს მივყვებით ოთახში. Dirt უარყოფითად აისახება შედუღების ხარისხი და მთელი სტრუქტურის გამოჩენა.
- მყარი რკინის დამონტაჟებულია ბინა ჰორიზონტალური ზედაპირზე.
- უნდა დაიწყოს, აუცილებელია მოწყობილობის სრულად გაათბო, შემდეგ გამორთვა მზად ინდიკატორი.
- ბეჭედი არ არის ჩართული მაგისტრალზე მთელი მონტაჟის დროს.
შენი ხელებით პლასტმასის მილები არ არის რთული. Soldering პროცესი არ საჭიროებს ყოფნა პროფესიული ცოდნა ან გამოცდილება. ყველას შეუძლია დააყენოს სიცოცხლის მხარდამჭერი ქსელები საკუთარ სახლში. საჭირო ინსტრუმენტის საჭირო კომპოზიცია მხოლოდ soldering მოწყობილობაა. სხვა დამხმარე საშუალებები შეიძლება შეიცვალოს იმპროვიზირებული იარაღებით, მილის საჭრელი მკვეთრი დანათით. მილსადენი პოლიეთილენის კონსტრუქციებისაგან და PVC არის საიმედო, გრძელვადიანი და ეკოლოგიურად სუფთა სისტემა წყლის და გათბობისთვის.
ვიდეო რეკომენდირებულია: სამონტაჟო პოლიპროპილენის მილების საიდუმლოებები
სასარგებლო ინფორმაცია?
თანამედროვე სანტექნიკური ბაზარი სარგებლობს მომხმარებლებისთვის შესაფერისი ვარიანტით, მაგრამ ამავდროულად მოითხოვს მასალების თვისებების ცოდნას და მათი მონტაჟის გზებს. მილსადენის ხარისხი დიდწილად დამოკიდებულია ინდივიდუალური ელემენტების კავშირის ხარისხზე, საიმედო, გრძელვადიანი, ჰერმეტული, რომელიც soldering.
Soldering სპილენძის მილები არ არის ადვილი ამოცანა, თქვენ უნდა სპეციალური ინსტრუმენტისპილენძის მილების გაყვანა
სპილენძი არ არის იაფი ლითონი, მაგრამ მისგან მილსადენს გააჩნია კონკურენტული უპირატესობა, რომელიც საშუალებას იძლევა, რომ სპიკერ სისტემებზე დარჩეს მოთხოვნის პიკი. სპილენძისაგან კომპეტენტურად ჩატარებული იქნება წყალმომარაგების ხანგრძლივი და უწყვეტი ცხოვრება სახლის მთელი ცხოვრების მანძილზე, რომელიც ნახევარ საუკუნეზე მეტია. ამ პროდუქტების დამუშავების პრაქტიკულობა არის მარტივი soldering პროცესი - ეს არის დაბალი ტემპერატურა, ადვილად განხორციელებული შიდა გარემოში გაზის burner ან ელექტრო soldering რკინის.
ინსტრუმენტები
Soldering პროცესში გამოყენებული ინსტრუმენტები, ინსტრუმენტები და მასალების სრული კომპლექტი შემდეგია:
- იმას ნიშნავს, გაფართოების, ჭრის და stripping მილები: expander, კატარღა და bolgarka ერთად უწვრილესი დისკზე ბინა skimmers, sandpaper, რკინის ჯაგრისი;
- ინსტრუმენტი ლითონის გათბობით და დნობის მყარი: სანთურის გაზის ან რკინის soldering რკინის 250 W;
- მასალები, რომელთანაც დაკავშირება ხდება: სპილენძის, ანტიმონიის, ვერცხლის ან სხვა დანამატების მქონე კალის ნაწილაკების ნაკადი და მარილი;
- დამხმარე მასალები - ხელსახოცები გადაჭარბებული ნაკადი მოხსნის, მხარს უჭერს, ხელთათმანები, საზომი და მარკირება ინსტრუმენტები.
სპილენძის მილები უშუალოდ ფიტინგებითაა დაკავშირებული - მილის ექსპანდერის დახმარებით ერთი გაფართოება, მეორე სეგმენტია ჩასმული. ნაერთი არის მწვავე და weld ივსება molten კალის solder - მიღებული საიმედო დალუქული ერთობლივი, რომელსაც შეუძლია გაუძლოს მაღალი წნევა და საკმაოდ მაღალი ტემპერატურა. სწორად, სპილენძის მილებიდან შესაძლებელია მილსადენის მილებიდან გამომდინარე, რაც გაგებული ხდება პროცესის პრინციპებით:
- სანტექნიკის ადრე ჭრის შემდეგ, ბოლოები გაწმენდილია - ყველა burrs ამოღებულ და ზღვარზე არის საფუძველი ნათელი ყვითელი ფერი. ეს უნდა გაკეთდეს იმისათვის, რომ ამოიღონ ოქსიდები სპილენძიდან, რომლებიც ხელს უშლიან soldering;
- გაჟონვის შემდეგ დაფარულია სპეციალური კომპოზიცია - ნაკადი, რომელიც ხსნის ჟანგბადს, შერევით დროს ჟანგვის შეშუპებას, ხელს უწყობს მარცვლოვან წყალხსნარს ერთობლივად შეღწევა;
- ნაკადიანი სეგმენტები ერთმანეთის თავზე განთავსდება და მწვავე ან სანთებური რკინისგან. ამ შემთხვევაში soldering ტექნიკის განსხვავდება მუშაობის burner მხოლოდ არარსებობის ღია ფლეიმის;
- მტვერის ქვეშ მწვავე ზედაპირზე, მჭიდროდ არის ჩამოტანილი - კალის დნება, რომელიც ერთობლივად ხდება, ერთობლივ წრეში თანაბრად გავრცელდება;
- გაგრილების შემდეგ, კალის ჭარბი გაითიშება, და seam sealed tightly.
საბჭო. ყოველდღიურ ცხოვრებაში აუცილებელია ალუმინის მილების დაკავშირება, რაც უფრო რთულია, ვიდრე სპილენძის დამუშავება. ეს მოითხოვს ალუმინის solder და აღჭურვილობა soldering ალუმინის - burner შეუძლია გათბობის ლითონის 400 ° C. სპეციფიკა პროცედურა, რომ ნაკადად არ გამოიყენება, და braze მასალა არის შემოტანილი ალი, და მიმართა ერთობლივი: ეს დნება კონტაქტში ცხელი ლითონის.
პოლიპროპილენის PVC (პლასტმასის)
პოლიმერული პროდუქტების დაბალ ტემპერატურაზე, ვიდრე ლითონისა. ისინი ეშინია ღია ფლეიმის, ამიტომ სპეციალური ელექტრო soldering ინსტრუმენტები, მოუწოდა შედუღების მანქანები, გამოიყენება შედუღების.
პოლიპროპილენისგან შედუღების პროდუქტების ტექნოლოგია (PP) ფუნდამენტურად განსხვავდება სპილენძის მუშაობით. ლითონის მონაკვეთების გაერთიანება ერთ ნაწილში მეორეა და შემდეგ seam of sealing მეშვეობით weld რბილი ლითონის. იმ შემთხვევაში, თუ პოლიპროპილენის დნება ორივე სეგმენტები, აერთიანებს მათ, სრული შეღწევა ერთმანეთს და დროს solidification - ერთი ცალი ერთგვაროვანი ნაერთი. ასეთი შედუღება ეწოდა ლათინურ სიტყვას დიფუზიისგან, რაც ნიშნავს შერევას. Soldering propylene მილები ნიშნავს სამი ქმედება:
- დელტის ნაწილის დესტრუქცია რბილი სახელმწიფო;
- უკავშირდებიან ერთმანეთს არასაჭირო მორიგების გარეშე;
- დაველოდოთ გაგრილებას - შედეგად, ერთიანი, ერთი ცალი სექცია იქმნება.
ტემპერატურის მილები და სითბოს წყალი
პროცედურის სიმარტივის გამო, ისინი საკუთარ ხელში სახლში ხორციელდება. ამისათვის საჭიროა შეიძინოთ:
- შედუღების მანქანა ელექტრო შედუღების პოლიპროპილენის;
- მოწყობილობის მიმაგრება (აპარატში ჩათვლით);
- სახე;
- ფიტინგები;
- აქსესუარები: მარკერი, დანა, ფირის ზომა.
საკუთარი ხელით პროპილენის მილების დანაწილება შედგება შემდეგი ოპერაციების რიგით შესრულებაში:
- გაჭრა მილები წინასწარ განსაზღვრული ზომების მიხედვით, საჭიროების შემთხვევაში, მომზადება ფიტინგები.
- Prytsevat მთავრდება - ამოღება ზედა 1-1,5 მმ დამცავი ფენა. ეს შეიძლება გაკეთდეს სახე ტრიმერი ან sanding ერთად sandpaper.
- მომზადება შედუღების მანქანა - აღჭურვა მას nozzles გასწვრივ დიამეტრის მილები და შეაერთედ ის ქსელში. პოლიპროპილენი დნება ტემპერატურაზე 250 ° C. მოწყობილობას აქვს ტემპერატურის სარელეო და გათბობის მაჩვენებელი. როდესაც სასურველი ტემპერატურა მიღწეულია, მოწყობილობა აწვდის ხმამაღლა ან სინათლის სიგნალს, რომელიც მიუთითებს, რომ შედუღების პროცესი მზად არის.
- მილის ჩასმა და შესაბამისი ჯაჭვში ჩასმა და ინსტრუქციის მიხედვით მკაცრად შეინარჩუნეთ დრო, არ დაუშვას არც შემაშფოთებელი და არც შეურაცხყოფა.
- ამოიღეთ მწვავე ნაწილაკები მუყაოსგან, შემდეგ გამორთეთ ერთი ელემენტიდან მეორეში. ამ ეტაპზე, ქმედებები უნდა იყოს დარწმუნებული და ნათელია - აკრძალულია ელემენტების უკან გადაადგილება ან ღერძზე გადაადგილება.
- მიეცით პოლიპროპილენის გაგრილებას - დატოვოს სტრუქტურა ხნით მექანიკური ზემოქმედების გარეშე.
- შეამოწმეთ კავშირი ვიზუალურად დეფექტებისთვის: თუ ტექნოლოგია შეინიშნება, seam იქნება ერთგვაროვანი და გრძელვადიანი.
ნორმალურ ტემპერატურაზე მაღალი HDPE პოლიეთილენის მილების სწორი დამონტაჟება
ისინი ორი ტიპისაა:
- დაბალი სიძლიერე - მზადდება მაღალი წნევის ქვეშ და შეიძინოს დაბალი სიმკვრივე;
- მაღალი სიმძლავრის (HDPE) - დამზადებულია დაბალი წნევით, მაგრამ შეიძინეთ მაღალი სიმკვრივე.
მაღალი ხარისხის პოლიეთილენის მილების კიდევ ერთი სახელი - HDPE განისაზღვრება დაბალი წნევის პოლიეთილენად. სიტყვა "დაბალი წნევა" ნიშნავს იმ პირობებს, რომლითაც წარმოებული პროდუქცია და არ შეესაბამება განაცხადის სფეროს. დაბალი წნევის პოლიეთილენის (HDPE) გამოიყენება მაღალი წნევის და ტემპერატურის პირობებში გაზის ან წყლის მაგისტრალზე. სწორად soldering პოლიპროპილენის მილები არ არის ადვილი ამოცანა.
იმის გამო, რომ HDPE პროდუქცია მზადდება სხვადასხვა დიამეტრის (20 მმ 1 მ 20 სმ) და კედლის სისქის, არ არის მეთოდი მათი კავშირი და გავურბივარ სახის აღჭურვილობა soldering პოლიეთილენის მილები. პოლიეთილენის მილების შედუღება ხორციელდება ერთ-ერთი შემდეგი მეთოდით:
- კონდა (ბუტი);
- ზარის ფორმები;
- ელექტრომიტი.
PE მილის სვეტს შედუღების სამრეწველო გარემოს მზადდება cumbersome და ძვირადღირებული მანქანა მექანიკური ან ჰიდროგამაძლიერებელი. სრული აპარატურა მოიცავს გიდები ცენტრი, milling კატარღა გლუვი ჭრის პირას მოსაზღვრე გათბობის ელემენტს, გადაცემის და ქრონომეტრები. ტექნიკა თავად არის მარტივი კონდახით, მაგრამ ტექნიკის გამოიყენება არ არის იაფი: ფასი შედუღების მანქანა HDPE მილები საშუალოდ 250 ათასი რუბლი, და დაახლოებით 50 ათასი ღირს ცალკე გათბობის ელემენტს.
პოლიეთილენის მილების soldering რკინის soldering სქემა მყარი- to-reach ადგილებში
პოლიეთილენის მილების დანაწილება ხდება შემდეგი სქემით:
- გაერთიანებულ პროდუქტებს მიკუთვნება მილის შედუღების აპარატში, mn, centered;
- მათ შორისაა ავტომატური ჩამონტაჟებული ხელსაწყო, რომელიც თანაბრად წყვეტს HDPE, მოხსნის shavings;
- საპირისპირო შაბათს შეუერთდა, edges და სიბრტყეზე ვიზუალური კონტროლი კიდეებს;
- შედუღებამდე დამთავრდა დამუშავებული, მათ შორის დამონტაჟებული გათბობის ელემენტი;
- არსებობს გარკვეული დროით ტემპერატურაზე გათბობისა და დნობის დამთავრება;
- გათბობის ელემენტი ამოღებულია და კავშირი კუმერებით განსაზღვრულ ვადაში წყვეტს;
- მიღებულია ძლიერი კავშირი, რომელიც გავლენას არ ახდენს მილსადენის მოქნილობაზე.
მთავარი პირობები ხდება იმავე პრინციპით, მაგრამ გამოყენებული მოწყობილობები უფრო მარტივია - პოლიეთილენის მილებისათვის soldering iron. ღირს 30 ათასი რუბლი, არის შედუღების სარკე, დაფარული Teflon და შეუძლია გაუძლოს მაღალი ტემპერატურის - მდე 300 ° C.
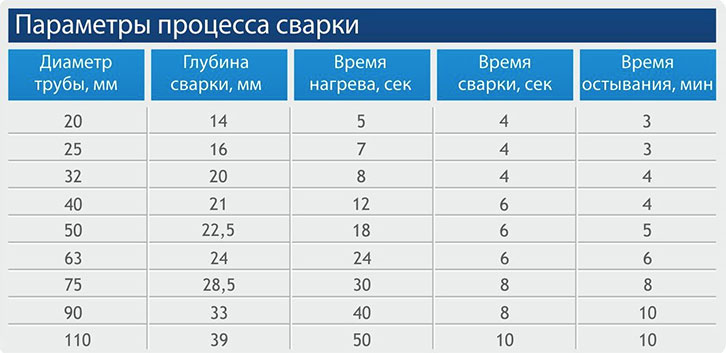
Welding პარამეტრების პოლიეთილენის მილის butt ტემპერატურა, გათბობის დრო და გაგრილება - დამოკიდებული დიამეტრი და კედლის სისქე, ისინი დააყენა სპეციალური მაგიდა შემდუღებლები. მრავალი მოწყობილობის შეცდომების თავიდან ასაცილებლად პარამეტრების ავტომატურად დაყენება ხდება.
მილების ელექტროპროფილური შედუღება სამრეწველო ტიპისაა და შედგება მილსადენის მონაკვეთის დერეფანში, რომლის ელექტროენერგია ყალიბდება და ტემპერატურა იზრდება. პოლიეთილენის მილების ელექტრული couplings მოიხმარენ მუშაობას დიდი რაოდენობით ელექტროენერგიაზე და უფრო ძვირად ითვლება, მაგრამ ისინი დაეხმარებიან იმ შემთხვევებში, როდესაც შეუძლებელია მოწყობილობის გამოყენება დიდი ზომის გამოყენებით. ისინი სახლში იყენებენ.
მყარი პოლივინილ ქლორიდის მილებიდან
შეგიძლიათ solder გამოყენებით იგივე აპარატურა გამოიყენება შედუღების პოლიპროპილენის ანალოგი. კედლების PVC პროდუქცია უფრო სქელი და რთული, ამიტომ ფიტინგები აუცილებელია მათი კავშირი. მათი დნობის წერტილი დაბალია, ამიტომ ამ სახეობებს არ გამოიყენებენ ცხელი წყლით - მილსადენის კედლები დეფექტით მაღალი ტემპერატურის გავლენით. Soldering ხორციელდება ელექტრო შედუღების მანქანა nozzles რომელზეც ბოლოები შეუერთდა პროდუქტების მდნარი. სათანადოდ მოგვარება PVC მილები, თქვენ უნდა გავაკეთოთ რამდენიმე რამ:
- სუფთა კიდეები;
- გაძლიერება, თუ არსებობს, ამოიღონ;
- დნობის წერტილი არ უნდა აღემატებოდეს 200 ° C.
ინსტრუმენტები, მოწყობილობები, ქმედებების თანმიმდევრობა იგივეა, რაც პოლიპროპილენის ნიმუშებთან მუშაობის დროს.
ნახეთ ვიდეო
პოლიპროპილენი, პოლიეთილენის ან PVC მილები ყოველდღიურ ცხოვრებაში ხშირია როგორც ერთიანი პლასტმასის, ასევე მათი კავშირის პრინციპები. სწორად გამხსნელი მილები ყველას არ შეუძლია, მაგრამ ყველას შეუძლია ისწავლოს.
პლასტებზე დაფუძნებული მილები არის მაგისტრალური და ბუნებრივი აირის მშენებლობაში ფოლადის, ბეტონის და სხვების შესანიშნავი შემცვლელი. პოლიეთილენის მილების გამონამუშევარი გამოიყენება მაღალხარისხიანი ერთიანი სატრანსპორტო სისტემის მისაღებად.
ჩვეულებრივ soldering ხორციელდება ბატარეის ან ელექტრო clutch მეთოდი. ორივე ტექნოლოგიას აქვს საერთო ფიზიკური პრინციპი. იგი ეფუძნება მოლეკულების interpenetration მოქმედების, PE და PVC პროდუქტების ორი დაკავშირებული ზედაპირებიდან. თუმცა, არსებობს ორი მნიშვნელოვანი განსხვავება ამ ორ ტექნოლოგიას შორის. იმისათვის, რომ გაფართოვდეს ყველა ფუტკრისა და ელექტროფუზიური შედუღების ფუნქციები, ჩვენ მათ ცალკე გავითვალისწინებთ.
ტექნოლოგია soldering მილები პოლიეთილენის საწყისი კონდახით
მწვავე სითბური მწვავე მილსადენების, კანალიზაციის და გაზსადენების დამონტაჟებისას მოთხოვნაა. იმისათვის, რომ შედუღებული სახსრების შესასრულებლად შეესაბამებოდეს ძალაუფლების მახასიათებლებს, წინასწარ ეტაპზე უნდა შეასრულოს შედუღებამდე მიერთების პირობები:
- მილსადენების მონტაჟი შეიძლება განხორციელდეს, თუ ისინი მზადდება იმავე მასალისგან;
- შედუღებული მილები უნდა ჰქონდეთ გლუვი და სუფთა ბოლოს ზედაპირები;
- soldering ხორციელდება PE მილების მკაცრი განლაგება ცენტრალიზატორის გამოყენებით.
უშუალოდ შედუღებისკენ, თქვენ უნდა გაითვალისწინოთ პროცესის ტემპერატურული რეჟიმი. სამონტაჟო სამუშაოების ამ ეტაპზე, ის ფაქტი, რომ პოლიეთილენმა, PVC და სხვა მსგავსი პლასტმასის შემადგენლობაში მხედველობაში მიიღება ხაზვა და მოცულობითი გაფართოების მნიშვნელოვანი ხარისხი. სწრაფი გათბობის შედეგები არათანაბარი ტემპერატურის განაწილებასთან ერთად მსხვილ წნევის წვეთები ფორმირების ერთობლივი ზონაში მიმდებარე პუნქტებში, რაც შეიძლება გამოიწვიოს არასასურველი სტრესის კონცენტრაციები სეგმენტში. PE მილების დამატებითი soldering ტექნოლოგია მცირდება შემდეგ ოპერაციებზე:
- გათბობის ელემენტის დახმარებით, რომელიც დამონტაჟებულია მილსადენის მიდამოში, დამთავრდება თბოგადამიანი ტემპერატურის რეჟიმის გათვალისწინებით: HDPE მილები - მდე 220 ° C, LDPE - მდე 200 ° C. დამთავრებული გამათბობელი ხდება ხელით. შემდეგ, ჰიდრავლიკური clamp- ის გამოყენებით, ისინი საიმედოდ მიმართავენ თერმოჩოპს 0.6-0.8 კგ / სმ² ზეწოლის ქვეშ.
- საჭირო დროის შენარჩუნების შემდეგ, მილები იხსნება მხარეებს, გამაცხელებელია და მილების ბოლოები დაკავშირებულია 1.0-2.0 კგ / სმ ² ზე, რაც დამოკიდებულია პოლიეთილენის კლასზე.
- ბოლო ოპერაცია - გაგრილების seam, ხდება ბუნებრივია, როდესაც წნევა ტარდება გარკვეული დრო.
- ტექნოლოგიის დასასრულს შემოწმებულია შედუღებული ერთობლიობის, მისი ზოლისა და კონდირების კონფიგურაციის ძალა. მილების მილების მოხსნის შემდეგ seam აღინიშნება და მას სერიული ნომერი მიანიჭებს.
პროცესის განმავლობაში მუდმივად აკონტროლებს ზეწოლა და დრო. ამ პარამეტრების ცვლილება და შერიგება ხდება cyclogram- ის მიხედვით.

ელექტროფუზიის მეთოდი გამოიყენება, როდესაც მილები სხვადასხვა კედლის სისქეებს გააჩნიათ. გამოყენების სფერო: დაბალი წნევის მილსადენები (სადრენაჟე, სიმძიმის კანალიზაცია), ჰალსტუხი უკვე ჩაუყარა მილსადენს, შეკეთება და ელემენტების ჩანაცვლება. ძირითადი განსხვავება ჩანთა საწყისი ერთობლიობა არის უკეთესი soldering მილები ერთად მნიშვნელოვანი განსხვავება მათი დიამეტრის.
ასეთი soldering კიდევ ერთი უპირატესობა არის სიჩქარე, ოპერაციის გამარტივება და მცირე ტერიტორიებზე ჩატარების უნარი. ელექტრული კუჭის გამოყენებით შედუღების პრინციპი მილსადენის ბოლოების ჩამონტაჟებული ლითონის სპილოს გამოყენებით ხდება და ამ პროცესის ტექნოლოგია ასე გამოიყურება:
- hDPE ან LDPE მილების ბოლოები გაწმენდილია ჭუჭყისა და დეგრადირებული;
- მილის ერთ-ერთ ბოლოზე განთავსდება ელექტრული დაწყვილება და დაკმაყოფილებულია პოზიტორის საშუალებით;
- მილების დამთავების შემდეგ, დაწყვილება უკან გადავიდა, რომ ერთობლიობა სწორედ მის ცენტრშია;
- ოპერაციული ძაბვის გამოიყენება clutch ტერმინალები, გათბობის პროცესი ხორციელდება ავტომატურად;
- soldering ითვლება დასრულდა მიერ წაკითხვის fitting ხვრელები საიდანაც molten პოლიეთილენის უნდა გამოჩნდება;
- ნაკადის გაგრილება უნდა ჩაითვალოს სრული უძრაობის მდგომარეობაში იძულებითი გაგრილების გარეშე.
პლასტიკური მილები PE და PVC დამაჯერებლად შეცვალა ლითონის ყოველდღიურ ცხოვრებაში და ინდუსტრიაში. ეს ხდება იმის გამო, რომ ისინი ხშირად უმაღლესი წარსულში ისეთი მახასიათებლები, როგორც ქიმიური ინერტულობის მასალა, შედარებით მარტივი მონტაჟი, მარტივი შენარჩუნება, უმნიშვნელო ადგილობრივი წინააღმდეგობის ხაზი, დიდი გარანტიის პერიოდში (50 წლის). როგორც ტექნოლოგია, უნდა აღინიშნოს, რომ PE მილის soldering მოიცავს მნიშვნელოვანი ხარისხით კულტურულ და სამონტაჟო სამუშაოები და კარგი ცოდნა საგანი. ეს საკითხი შეიძლება მოგვარდეს სპეციალისტების მიერ სპეციალური საგანმანათლებლო დაწესებულებების საფუძველზე.
მილები დამზადებულია HDPE პოლიეთილენის, გამოიყენება თითქმის ყველა თანამედროვე საკომუნიკაციო სისტემები, მას შემდეგ, რაც წყალმომარაგების მილსადენების და დამთავრებული არხები და უბიძგებენ კაბელი. ისინი გრძელვადიანი, ელასტიური და აცვიათ მდგრადია. Proper მილსადენის სისტემის პოლიეთილენის საიმედოობის კი ადგილები სახსრების მილის სეგმენტები, და ცოდნა, თუ როგორ დაკავშირება მილები HDPE თავის ხელში, შენახვა ფული ინსტალაცია.
ტიპების მილები HDPE- დან
დაბალი წნევის მილების პოლიეთილენისგან სხვადასხვა მიზნებისათვის მზადდება, რომლებიც მიდიან შემდეგ სისტემებზე:
- წყალმომარაგება,
- გაზი,
- კანალიზაცია,
- სანიაღვრე,
- წყლის ჭაბურღილების მოწყობილობა,
- ინსულირება ძალაუფლების ან თანმიმდევრული საკაბელო.
მნიშვნელოვანია! HDPE მილები შეიძლება გამოყენებულ იქნას როგორც შიდა კომუნიკაციებისთვის და ასევე ღია მაგისტრალების მოწყობა ღია სივრცეებსა და მიწისქვეშებში.
სისტემის მილის ინსტალაცია
HDPE მილები დამზადებულია სტანდარტული lengths განზომილებიანი სეგმენტები - 6 და 12 მეტრი, ხოლო კოჭები და მასრები დიდი სიგრძე - 100-500 კაცის მეტრი. სისტემაში მათი დამონტაჟების დროს ცალკეულ ოთახში აუცილებელია შემდეგი ოპერაციების შესრულება:
- პოლიეთილენის მილების ჭრა (ჭრის) soldering ან იარაღი. ეს ოპერაცია უნდა ჩატარდეს ძალიან ფრთხილად, რათა მიიღონ მაქსიმალური cut გლუვი, გარეშე ბზარები და burrs პერპენდიკულარულად მილის ზედაპირზე. ასეთი დაჭრილი შეიძლება განხორციელდეს დახმარებით:
- მექანიკური ან ელექტრო მილის კატარღა, რომელიც გაუმკლავდება მილები დიამეტრი 15 დან 30 მმ,
- წრიული კატარღა შიდა მილების დიამეტრის მქონე 15 დან 160 მმ-მდე,
- ე.წ. "მილის guillotine" გამოიყენება ხარისხის cut მილის 63 დან 350 მმ დიამეტრის,
- Bandsaw, რომელიც არის ყველაზე ძვირადღირებული პროფესიული იარაღები და შეუძლია აწარმოოს სუფთა და სწორი მონაკვეთები მილის დიამეტრი 1600 mm.
- დიდი მილის კადრების ყიდვისას აუცილებელია ბარის სწორხაზოვან ბარის სწორხაზოვნება. სირთულე ის არის, რომ როდესაც მილის გასწორება, შეგიძლიათ შემთხვევით დაზიანდეს. აქ აუცილებელია გახსოვდეთ, რომ მილის მასალა HDPE, რომელიც თერმოპლასტიკური პოლიმერია. აქედან გამომდინარე, მცირე ცვლილება ფორმის ხანგრძლივი საკმარისი გამართავს პროდუქტის თბილ ადგილას (მწვავე ოთახი, მზე) ან დაასხით მათ ცხელი წყლით. ამის შემდეგ, ისინი ადვილად წარმართონ.
- ფორმირების კუთხე bending სწორი ხაზები. ამ შემთხვევაში, გარკვეული ფართობის მეტი გათბობა საჭიროა, ვიდრე მაშინ, როდესაც რკალი არის სწორი. ამისათვის გამოიყენეთ იგივე ცხელი წყალი, სამშენებლო ფენი ან მარტივი გაზის სანთურები.
ყურადღება! მილის bend IPA სითბოს ეს უნდა იყოს ძალიან ფრთხილად, რადგან გათბობის მცირე მას შეუძლია დაარღვიოს at ჯერ, ხოლო ძალიან მაღალი ტემპერატურა შეიძლება დაზიანდეს იგი.
კავშირი კავშირები
მეთოდები დამაკავშირებელი PE მილები შეიძლება დაიყოს ორ ძირითად ჯგუფად: მონტაჟი გავლით დამატებითი კომპონენტი (couplers და მოწყობილობები) და პირდაპირი შედუღების.
შედუღება
შედუღების უზრუნველყოფს ყველაზე ხანგრძლივი მუდმივი ერთობლივი სრული ერთობლივი დალუქვა, გაუძლოს დატვირთვები მსგავსი მყარი ზედაპირები. Soldering გამოიყენება მილები დიამეტრი მეტი 50 მმ და მოითხოვს სპეციალური შედუღების მანქანა.
HDPE მილის სეგმენტების შედუღება შეიძლება განხორციელდეს:
- ბატტონი. ეს მოითხოვს განსაკუთრებულ evenness სექციები და ოფსეტური ნათესავი ერთმანეთს არა უმეტეს 10% სისქე მილის კედლები. მუშაობა თანმიმდევრულად გრძელდება:
- მილების სექციები გაწმენდილია ყველა დამაბინძურებლებისაგან და დეგრადირებული (მაგალითად, ალკოჰოლი ან სხვა ნივთიერებები),
- ორივე მთავრდება მწვავე პოლიმერის სიბლანტეზე,
- მილების ცალი უკავშირდება ზეწოლის გამოყენებას და ფიქსირებულს, სანამ მთლიანად დამთავრდება. ამ შემთხვევაში, თქვენ უნდა უზრუნველყოთ, რომ seam არის გლუვი, გარეშე cavities და protrusions უზრუნველყოს მისი საიმედოობა.
- ელექტრონულად შედუღების დაწყების გამოყენებით. არსებობს ასევე უნდა მანქანა მუშაობა ასეთი couplings, რომელსაც აქვს ჩამონტაჟებული coil და სწრაფად დნება, როდესაც თბება:
- მილის გაწმენდილი და დაცული ბოლოები ფიქსირდება,
- აპარატის ტერმინალები დაკავშირებულია სპილოს ფილიალებთან მისი დნობის დაწყებამდე,
- მილსადენი ფიქსირდება, სანამ ის მთლიანად კლებულობს.
როგორ გავაკეთოთ, ნახეთ ვიდეო.
მნიშვნელოვანია! შედუღებული couplings რომლებიც გამოიყენება მჭიდრო ფართები, სადაც მარტივი შედუღების რთული: შეიქმნას ფარგლებში ან სარემონტო უკვე დაყენებული სისტემები, ჭაბურღილები და ა.შ.
სამონტაჟო
უშუალო მონტაჟი გულისხმობს შექმნის detachable სახსრების დახმარებით ყველა არსებული სახის მოწყობილობები: დაწყვილება, მუხლები, Tees, მოძრავი სეგმენტი 4 და ა.შ. ასეთი ნაერთები ზოგადად ხორციელდება სისტემა, რომელიც არ საჭიროებს superprochnogo დამონტაჟებული სახსრების ან იმ ადგილებში, რომელიც შეიძლება მოითხოვოს დემონტაჟი და რეკონსტრუქცია (მაგ, კერძო სახლში გარე სარწყავი სისტემის ზაფხულის პერიოდში).
Unconstrained ინსტალაცია შეიძლება განხორციელდეს შემდეგ გზებზე:
- მილები კავშირი სოკეტების მოწყობილი მათ, აღჭურვილია დალუქვის rings, რომელიც საკმარისია უბრალოდ გამყარებაში შესაბამისი მილის ელემენტები ერთმანეთს და დაპრესილი კარგად.
- შეკუმშვის ელემენტების იარაღი კავშირი რამდენიმე ეტაპად ხდება:
- clamping თხილის გამკაცრდა მილის cut;
- მილის დადგმის იარაღი fitting მჭიდროდ შეჩერება;
- clamping თხილის არის ბრალია ერთად გასაღებები.
დაკავშირებული სტატიები















