Perniagaan sendiri: pengeluaran kaca meniup. Bengkel peniup kaca - membuat pasu dengan tangan anda sendiri Meniup kaca di rumah

* Pengiraan menggunakan data purata untuk Rusia
Kaca berhak dianggap sebagai salah satu bahan yang paling menarik dan mengagumkan yang digunakan untuk membuat cenderahati. Kaca dibezakan dengan kos yang agak rendah, kemuluran dan fleksibiliti yang tinggi dalam pemprosesan. Kaca boleh digunakan untuk membuat produk pelbagai bentuk dan warna, daripada pinggan mangkuk ringkas kepada karya seni sebenar yang akan menghiasi mana-mana koleksi. Sementara itu, pengeluaran produk kaca tidak boleh dipanggil perkara mudah. Sebaliknya, sebaliknya, ia adalah proses yang kompleks yang memerlukan tuan mempunyai pengalaman dan profesionalisme yang luas. Di samping itu, dia juga mesti mempunyai rasa artistik yang baik, jika tidak, produk kacanya tidak akan mendapat permintaan. Kelebihan tambahan produk kaca ialah disebabkan oleh spesifikasi proses pengeluaran, yang dijalankan sepenuhnya secara manual di perusahaan kecil (dan walaupun di kilang besar proses ini tidak dapat diautomasikan sepenuhnya), setiap produk siap adalah satu jenis dan tidak dapat ditiru. . Tidak kurang popular di kalangan pengguna adalah perhiasan kaca, yang mungkin tidak tahan lama seperti produk yang diperbuat daripada batu semula jadi, tetapi sangat cantik dan asli. Rangkaian produk kaca hampir tidak terhad. Ini boleh menjadi jambangan kaca, pasu kecil, patung haiwan, barang kemas, tanda zodiak, dll.
Pengeluaran produk kaca secara manual
Proses teknologi pembuatan produk kaca di bengkel peniup kaca kecil melibatkan penggunaan buruh manual secara eksklusif. Di satu pihak, ini secara signifikan merumitkan pengeluaran dan meningkatkan kos produk, dan sebaliknya, ia meningkatkan nilai cenderahati kaca sedemikian di mata pembeli. Dengan cara yang mudah, proses pembuatan "manual" boleh diwakili seperti berikut: pertama, tuan memanaskan bahan kerja, yang dipanggil pukulan kaca, dan kemudian, menggunakan alat khas, memberikannya satu bentuk atau yang lain. Prosedur ini bukan sahaja intensif buruh, tetapi juga berbahaya. Kadangkala ia boleh mengambil masa beberapa jam untuk membuat satu produk yang kompleks.
Sebelum memulakan kerja, adalah perlu untuk membersihkan tempat kerja daripada habuk dan serpihan supaya zarah asing tidak masuk ke dalam kaca. Kemudian dart kaca (dart kaca) dengan warna, panjang dan ketebalan yang diperlukan dibentangkan di atas meja kerja di hadapan tuan. Dart kaca ialah kayu yang diperbuat daripada kaca berwarna sehingga 40 cm panjang dan dengan diameter tiga hingga enam mm. Penunu khas digunakan untuk mencairkan pukulan kaca. Pertama, tuan memanaskan dua batang kaca ke keadaan plastik, dan kemudian membuat sebahagian daripada patung masa depan dari jisim ini, memberikan bahan kerja bentuk yang diperlukan semasa proses. Bahagian lain (cth cakar, kepala, ekor) diperbuat daripada batang kaca dengan ketebalan dan/atau warna yang berbeza. Teknologi yang sama digunakan: mula-mula kaca dipanaskan pada pembakar, dan kemudian bahagian-bahagian kecil dilekatkan pada badan asas. Pada peringkat terakhir, patung itu diberikan penampilan terakhirnya dengan melekatkan telinga, mata, pakaian, hidung dan elemen lain padanya. Akhirnya, patung yang telah siap dibiarkan sejuk sepenuhnya, dan kemudian diperiksa untuk kecacatan. Untuk melakukan ini, tuan atau pemeriksa hanya berhati-hati memeriksa produk di bawah cahaya. Jika tiada kecacatan dikesan, patung itu dibungkus dan dihantar ke gudang. Sekiranya terdapat kesilapan semasa kerja, maka retakan kecil kelihatan jelas di dalam patung itu. Produk sedemikian dianggap rosak dan dihantar untuk diproses. Bergantung pada kelayakan dan pengalaman tukang, serta kerumitan patung, pengeluarannya boleh mengambil masa dari dua puluh minit hingga beberapa jam. Menggunakan skema yang sama, bengkel kecil menghasilkan cenderahati dan produk hadiah lain, seperti pasu dan hiasan pokok Krismas, tetapi dalam kes ini kaca ditiup untuk mencipta rongga di dalam produk.
Bengkel peniupan kaca: premis dan peralatan
Dapatkan sehingga
200,000 gosok. sebulan sambil berseronok!
Trend 2019. Perniagaan intelek dalam bidang hiburan. Pelaburan minimum. Tiada potongan atau bayaran tambahan. Latihan turnkey.
Jadi, jumlah modal permulaan untuk membuka pengeluaran produk kaca anda sendiri secara langsung bergantung pada jumlah pengeluaran yang dirancang. Pakar mengatakan bahawa adalah lebih baik untuk memulakan pengeluaran sedemikian dengan bengkel meniup kaca dengan sekurang-kurangnya lima belas pekerjaan. Pertama sekali, anda memerlukan premis yang sesuai. Ia sepatutnya luas dan cukup selesa untuk bekerja. Kawasan yang disyorkan hendaklah tidak kurang daripada 50 meter persegi. meter, dan ketinggian siling sekurang-kurangnya 3-3.5 meter. Adalah lebih baik untuk menutup lantai bengkel dengan jubin linoleum atau vinil klorida. Dengan penutup lantai yang lembut, terdapat risiko yang lebih rendah bahawa kepingan kaca yang jatuh di atas lantai akan pecah menjadi serpihan kecil. Susunan perabot dan peralatan di bengkel meniup kaca adalah tertakluk kepada keperluan khas yang berkaitan dengan spesifikasi pengeluaran, yang mesti diambil kira semasa memilih bilik. Sebagai contoh, meja kerja diletakkan sedemikian rupa sehingga cahaya jatuh pada permukaan kerja tukang dari belakang atau dari sisi, dan jarak antara pembakar di stesen kerja tidak boleh kurang daripada 125 cm.
Sebagai tambahan kepada bilik kerja, anda juga memerlukan beberapa bilik utiliti, yang mungkin dari kawasan yang lebih kecil, perkara utama ialah ia diasingkan daripada yang utama. Di salah satu bilik ini, mesin pengisaran, mengasah dan menggerudi dipasang, serta mesin untuk memotong tiub dan bahan kerja, di tempat lain - pemampat, dan di tempat ketiga - tudung wasap (kerja penentukuran akan dijalankan di sini). Sila ambil perhatian: tingkap dan pintu di semua bilik, termasuk bilik kerja dan utiliti, mesti dibuka ke luar. Sebagai tambahan kepada peralatan, rak dipasang di ruang kerja di mana bahan kerja, alatan dan produk siap akan disimpan, serta rak menegak khas untuk menyimpan pukulan kaca. Anda boleh membuat rak dan rak sedemikian sendiri.
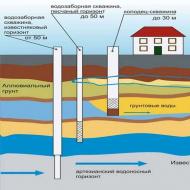
Gas, oksigen dan udara dibekalkan ke setiap tempat kerja. Dalam kebanyakan kes, bengkel meniup kaca menggunakan gas dari rangkaian bandar, yang mempunyai tekanan berlebihan, atau gas propana dalam silinder. Dalam kes kedua, semua silinder gas diletakkan di luar bangunan di mana bengkel terletak, di dalam pondok logam yang berkunci. Dari silinder, gas dibekalkan melalui pengurang melalui paip ke bengkel peniup kaca. Oksigen daripada silinder juga dibekalkan ke bilik kerja melalui tiub logam tekanan tinggi ke papan pengedaran, yang mesti diletakkan pada salah satu dinding bengkel. Dari papan pengedaran, oksigen dibekalkan melalui pengurang ke setiap meja kerja. Gas, udara, oksigen dibekalkan kepada pembakar melalui cawangan yang sepadan pada talian melalui hos getah tekanan tinggi. Sebagai peraturan, hos ini dipasang di bawah permukaan meja dan membawa keluar melalui lubang atau potongan di bahagian atas meja berhampiran penunu. Semua bekalan gas dan oksigen mesti diluluskan oleh Gosgortekhnadzor. Talian paip yang membekalkan gas, udara dan oksigen ke meja dipasang di dinding dan dicat dengan warna yang berbeza (merah, kuning, hijau).
Premis bengkel mesti dilengkapi dengan pengudaraan ekzos dan bekalan. Payung yang disambungkan ke saluran pengudaraan ekzos mesti dipasang di atas setiap meja untuk mengeluarkan asap dan produk pembakaran. Kipas sentrifugal boleh digunakan sebagai pengudaraan bekalan. Ia tidak perlu, tetapi sangat dinasihatkan untuk memasang penghawa dingin di bengkel anda, yang akan membantu mengekalkan suhu udara yang selesa semasa musim panas.
Idea sedia untuk perniagaan anda
Selain cahaya siang, bengkel juga perlu dilengkapi dengan lampu pendarfluor. Untuk jenis kerja tertentu, anda boleh menggunakan lampu meja khas dengan pemantul.
Di salah satu bilik utiliti, pemampat dengan kuasa yang mencukupi dipasang, yang akan membantu memastikan tekanan udara berlebihan pada pembakar. Untuk bekalan udara yang seragam, penerima atau bekas tertutup yang kuat atau, sebagai pilihan terakhir, silinder keluli kosong digunakan. Dalam kes kedua, anda perlu menggerudi dua lubang berulir dalam silinder, di mana saluran paip pendek kemudian diskrukan. Tolok tekanan dan injap keselamatan spring jenis PSK dipasang pada satu alur keluar (atas).
Idea sedia untuk perniagaan anda
Apabila bekerja dengan oksigen, sistem di mana udara dibekalkan ke tempat kerja mesti dilengkapi dengan penapis minyak.
Meja logam untuk relau meredam dipasang di dalam bilik bersebelahan dengan bengkel. Asbestos lembaran mesti diletakkan pada permukaan logam meja, di mana, pada gilirannya, relau meredam dengan kapasiti ruang relau yang berbeza diletakkan (pilihan terbaik adalah dengan kawalan suhu automatik). Peralatan ini digunakan untuk menembak produk siap. Di atas meja tempat relau meredam terletak, perisai marmar dengan pemula magnet untuk setiap relau dipasang. Jika susun atur tidak menyediakan bilik bersebelahan, maka dapur boleh dipasang di bengkel.
Di dalam bilik untuk pemprosesan mekanikal kaca terdapat beberapa mesin pengisar (empat relau cukup untuk rakaman yang disebutkan di atas), mesin pemotong kaca dengan cakera korundum atau berlian, dan mesin penggerudian atas meja untuk menggerudi lubang dalam kaca. Di samping itu, adalah perlu untuk mempunyai mesin mengasah dengan roda korundum menegak untuk alat mengasah.
Di dalam bilik penentukuran, sebagai tambahan kepada tudung wasap, semua peralatan dan reagen yang diperlukan untuk menandakan disimpan. Mengikut keperluan, kedua-dua di pekerja dan di bilik utiliti bengkel mesti ada peralatan pemadam kebakaran, kotak dengan pasir dan alat pemadam api, buih dan karbon dioksida. Di samping itu, jangan lupa untuk membeli peti pertolongan cemas untuk bengkel dengan pembalut dan ubat-ubatan untuk memberikan pertolongan cemas kepada pekerja yang cedera.
Idea sedia untuk perniagaan anda
Untuk menganjurkan bengkel sedemikian, anda memerlukan dari 3 juta rubel. Tempoh bayaran balik adalah dari 1.5 tahun. Sumber pendapatan tambahan (selain menjual produk kaca) boleh mengadakan lawatan, kelas induk dan kursus bagi mereka yang ingin mempelajari asas bekerja dengan kaca.
Pengeluaran industri produk kaca
Perusahaan sederhana dan besar untuk pengeluaran produk kaca menjalankan kitaran pengeluaran penuh. Proses pembuatan di sini bermula dengan penyediaan caj - campuran pelbagai bahan yang dipilih mengikut jenis kaca yang dihasilkan, yang tertakluk kepada pemprosesan yang teliti. Pada peringkat seterusnya, gelas direbus. Ini adalah operasi yang sangat penting, di mana kualiti produk siap sebahagian besarnya bergantung. Pencairan kaca dilakukan dalam relau kaca khas dengan peningkatan suhu secara beransur-ansur dari 700° kepada 1450 – 1480°C. Selepas mendidih, jisim kaca disejukkan sedikit, dan kemudian produk dihasilkan atau dibentuk daripadanya menggunakan pelbagai kaedah. Terdapat beberapa kaedah pengacuan asas, termasuk pengacuan tamparan, pengacuan mampatan, pengacuan mampatan dan tuangan emparan. Peniupan boleh dilakukan dengan kaedah mekanikal, vakum, manual (dalam acuan) dan kaedah percuma. Peralatan berasingan digunakan untuk setiap kaedah ini. Untuk menghasilkan produk cenderamata ringkas, perusahaan tersebut menggunakan dua kaedah pertama. Meniup manual ke dalam acuan, yang dilakukan menggunakan tiub peniup kaca, adalah proses yang lebih intensif buruh dan mahal, jadi kaedah ini digunakan di sini untuk membuat produk yang kompleks. Tiupan bebas (yang dipanggil teknik gutnaya atau guten) ialah pengacuan bebas produk (tanpa menggunakan acuan). Dalam kes ini, bola kaca diletakkan di hujung tiub, yang kemudiannya ditiup melalui tiub menjadi bola dengan putaran berterusan dan pelarasan berterusan bola dengan blok kayu. Bahan kerja yang terhasil dikeluarkan dari tiub dan diletakkan pada batang besi untuk pemprosesan selanjutnya. Sifat pemprosesan bergantung kepada apa yang dirancang untuk diperolehi sebagai hasilnya. Tuan boleh membuka bahagian atas atau melancarkan bahagian bawah bahan kerja untuk mendapatkan satu atau bentuk lain. Ciri tersendiri produk yang ditiup termasuk ketebalan kecil dinding produk, bentuk yang lebih kompleks dan pelbagai berbanding kaedah pengeluaran lain, dan ketelusan yang tinggi. Tuangan emparan berlaku di bawah pengaruh daya emparan. Proses meniup akhbar dijalankan dalam dua peringkat. Pertama, produk itu dibentuk dalam acuan, dan kemudian ia diberikan bentuk terakhirnya di bawah pengaruh udara panas. Produk sedemikian mempunyai dinding yang lebih tebal, tidak begitu telus, tetapi sering dihiasi dengan corak pelepasan.
Selepas pengacuan, tanpa mengira kaedah yang digunakan, produk kaca menjalani prosedur pembakaran - disimpan dalam ketuhar pada suhu 530-580 ° C dan perlahan-lahan disejukkan. Ini membolehkan anda meningkatkan kestabilan haba dan mekanikal bahan dengan ketara. Kemudian produk siap diproses (bahagian atas yang bersebelahan dengan tiub tiupan dipotong, tepi, bahagian bawah dan leher dilicinkan menggunakan pengisaran) dan dihiasi dengan cat dan pelbagai unsur. Terdapat pelbagai pilihan untuk menghias produk kaca. Oleh itu, kaedah menghias kaca panas (iaitu, sebelum produk siap sejuk atau semasa pengeluarannya) termasuk warna, kaca satin, iridescence, crackle, kaca sulfida, hiasan dengan benang kaca, tambak berwarna. Natvet adalah hiasan yang diperbuat daripada kaca berwarna yang digunakan pada permukaan kaca tidak berwarna. Kaca satin adalah gabungan kaca susu dan berwarna menggunakan bentuk kompleks dengan rabung dan ceruk dengan pelbagai saiz. Teknik kaca sulfida melibatkan penghasilan jalur seperti marmar dan opalescent dengan warna warna yang berbeza. Tambak berwarna adalah kendur pelbagai warna pada latar belakang kaca tidak berwarna atau berwarna. Iridescence merujuk kepada rawatan panas produk kaca dengan wap timah atau garam perak dengan penambahan sebatian strontium, yang membentuk filem iridescent nipis pada permukaan bahan. Hiasan kerisik melibatkan pembentukan rekahan nipis dalam cair kaca tidak berwarna atau berwarna, mewujudkan kesan barang antik (penuaan buatan). Apabila menghias dengan benang kaca, benang dan jalur berwarna terbaik diletakkan pada permukaan kaca cair atau di dalamnya dalam bentuk corak bentuk sewenang-wenangnya, jalur selari, lingkaran, dll.
Produk siap dihiasi dengan kaedah mekanikal (contohnya, ukiran), lukisan, filem logam, cat kilauan, kaedah kimia (etsa), dll. Ukiran adalah corak matte dengan sejumlah besar butiran kontur kecil, yang digunakan menggunakan cakera tembaga daripada pelbagai diameter dan jisim kasar. Apabila mengetsa, corak digunakan menggunakan campuran larutan asid hidrofluorik dan sulfurik, yang melarutkan kaca. Terdapat beberapa jenis etsa: mudah, pantograf dan dalam. Dalam kes pertama, produk kaca disalut dengan mastic yang mengandungi lilin atau parafin, kemudian corak digunakan menggunakan peralatan khas yang dilengkapi dengan jarum, dan kemudian campuran etsa digunakan selama 15-20 minit, selepas itu dibasuh dengan air. Ini dilakukan terutamanya untuk corak dengan cincin, zigzag dan lingkaran. Dengan etsa pantograf, corak yang lebih kompleks boleh dibuat, dan produk kaca tebal boleh dihiasi dengan yang dalam. Produk kaca juga boleh dicat menggunakan berus dan stensil dengan cat silikat khas, diikuti dengan pembakaran pada suhu 550 °C. Untuk mencipta perhiasan emas, teknik hiasan filem logam digunakan. Ia terdiri daripada menyapu cecair (dua belas peratus) atau serbuk emas untuk membersihkan dan mewarnakan kaca di atas permukaan pelepasan yang berfros dan terukir. Dalam kes ini, emas digunakan dengan berus nipis, kemudian produk dikeringkan dan dibakar untuk mengamankan perhiasan. Kaca juga boleh disalut dengan cat kilauan dan kemudian dibakar untuk mendapatkan filem logam berkilat pada permukaannya. Ukiran bercorak selalunya digunakan pada kaca menggunakan roda pengisar diikuti dengan pengilat, atau acuan - kaca cecair dalam bentuk titisan dan kemudian meniupnya untuk membentuk bentuk yang dikehendaki.
Terdapat keperluan tertentu untuk kualiti produk seni kaca. Ia mesti mematuhi sampel rujukan yang diluluskan dan keperluan dokumentasi pengawalseliaan dan teknikal. Produk sedemikian disusun bergantung pada penampilan mereka, tahap kecacatan yang dibenarkan dan sifat fizikal dan mekanikal. Dalam kes ini, kecacatan dalam cair kaca, pemprosesan pengeluaran dan hiasan diambil kira. Apabila menilai kualiti, pakar mengambil kira jenis, saiz, lokasi kecacatan dan saiz produk itu sendiri. Bergantung pada bahan mentah yang digunakan, jenis produk dan tujuannya, produk seni kaca diisih mengikut gred, yang bilangannya dikawal oleh piawaian dan ditandakan dengan pelekat yang menunjukkan pengilang, tanda dagangan dan nombor standard.
Memandangkan kaca adalah bahan yang sangat rapuh, produk yang diperbuat daripadanya dibungkus dengan teliti dalam kotak kadbod dengan pembalut awal dalam bekas kertas lembut atau buih. Keperluan khas juga dikenakan ke atas pengangkutan produk tersebut. Ia dijalankan dalam kotak yang dipenuhi dengan pencukur dan bahan lembut lain, dengan notis amaran. Tetapi produk sedemikian tidak memerlukan keadaan penyimpanan khas di gudang. Ia cukup untuk bilik kering dan tertutup. Jangan buat rak terlalu tinggi. Apabila meletakkan produk, pertimbangkan beratnya: produk berat diletakkan di rak bawah, dan yang ringan diletakkan lebih tinggi.
Untuk mengatur pengeluaran sedemikian, peralatan mahal khas akan diperlukan: talian automatik dengan saluran bekalan bahan mentah, "gunting" untuk memotong kaca cair, penekan automatik untuk beberapa acuan, stesen penekan hidraulik, mesin pengacuan dengan sistem penyejukan udara , sistem untuk mengekstrak produk yang ditekan daripada mesin pengacuan, penyepuhlindapan ketuhar dengan ejektor, unit aplikasi cat, unit pengeringan (untuk mengeringkan cat pada produk), peralatan penghancur dan basuh kaca, peralatan meniup, dsb.
Kos peralatan tersebut adalah beberapa puluh juta rubel. Harga yang tepat bergantung pada konfigurasi (ditentukan oleh julat produk dan jumlah pengeluaran yang dirancang), serta pengilang (yang paling popular ialah peralatan China kerana nisbah kualiti harga). Untuk menampung barisan, kawasan pengeluaran yang besar akan diperlukan - sekurang-kurangnya 1000 meter persegi. meter. Relau penyepuhlindapan dan ruang pengeringan hendaklah terletak di dalam bilik yang berasingan, yang, sementara itu, berkomunikasi dengan bengkel. Di samping itu, kami memerlukan ruang untuk bengkel pembungkusan produk siap dan bilik berasingan untuk gudang. Untuk bekerja di kemudahan pengeluaran sedemikian, anda memerlukan sekurang-kurangnya 5-7 orang serta seorang mandur-teknologi dan penyelia setiap syif. Kebanyakan perusahaan beroperasi dalam dua atau tiga syif (dengan beban maksimum). Tempoh bayaran balik adalah dari 2.5 tahun.
Pengeluar cenderamata kaca dan produk hadiah menjual produk mereka melalui syarikat pemborong, pelbagai rangkaian runcit, kedai individu (termasuk kedai dalam talian, walaupun dalam kes ini pembungkusan individu khas diperlukan untuk pengangkutan yang selamat), kedai runcit dan juga pasaran. Secara umum, produk ini mendapat permintaan tinggi secara konsisten, walaupun beberapa pengaruh bermusim diperhatikan. Oleh itu, kebanyakan pesanan berlaku semasa tempoh pra-cuti (sebelum Tahun Baru, 8 Mac). Pada bulan-bulan musim panas, pengeluar cenderamata kaca tidak mengadu tentang penurunan jumlah jualan, "geografi" mereka hanya beralih. Dalam tempoh ini, cenderahati paling aktif dijual di selatan tanah air. Malah banyak syarikat menghasilkan koleksi istimewa dengan tema marin untuk musim cuti.
723 orang sedang mengkaji perniagaan ini hari ini.
Dalam 30 hari, perniagaan ini telah dilihat sebanyak 43,499 kali.
Kalkulator untuk mengira keuntungan perniagaan ini
Pada pandangan pertama, nampaknya penghasilan kaca memerlukan kombinasi bahan kimia yang sangat kompleks yang diperoleh dengan cara yang sukar. Tetapi pada hakikatnya, kaca dibuat dengan cara yang agak mudah menggunakan komponen yang sangat biasa.
Kaca ialah aloi bahan tertentu, disejukkan sedemikian rupa sehingga atom-atom dalam strukturnya berkumpul dengan cara yang huru-hara. Fakta menarik ialah 95% daripada mineral Bumi boleh digunakan dalam proses pengeluaran kaca. Yang paling penting ialah (silikon dioksida), soda, batu kapur, boraks, asid borik, magnesium oksida dan plumbum oksida.

Perlu diperhatikan bahawa kaca pertama dicipta oleh alam semula jadi itu sendiri. Kira-kira 450 juta tahun dahulu, batu cair dari bahagian dalam Bumi meluru ke permukaan dan, dengan bantuan gunung berapi, menembusi kerak bumi. Apabila lava panas mengandungi silika dan cepat memejal, ia membentuk kaca yang keras seperti batu. Terdapat seluruh gunung di California yang dilitupi kaca gunung berapi.

Kaca vulkanik dipanggil obsidian. Mineral yang sangat keras dan tahan lama ini digunakan secara meluas dalam industri, dan terutamanya contoh yang cantik digunakan untuk membuat barang kemas. Oleh kerana kekerasannya yang tinggi, obsidian tergolong dalam.

Manusia telah membuat kaca sejak zaman purba. Orang Mesir tahu bagaimana membuat kaca berwarna lebih daripada lima ribu tahun yang lalu. Mereka menutup produk batu, hidangan dengan bahan ini dalam bentuk sayu, dan kadang-kadang membuat manik yang indah dan perhiasan lain. Botol minyak wangi dan salap yang diperbuat daripada kaca telah digunakan di Mesir lebih 3,500 tahun dahulu.

Tempoh Empayar Rom (abad ke-1 SM hingga abad ke-5 Masihi) adalah salah satu tempoh terbesar dalam sejarah kaca. Pada masa inilah manusia menguasai cara meniup kaca dan cara memberi objek bentuk tertentu dan pada masa yang sama menjadikannya saiz yang sesuai.

Tiupan kaca.
Proses meniup kaca adalah salah satu kemahiran manusia tertua. Tetapi sejak mekanisme moden telah dibangunkan dan keperluan untuk produk kaca telah meningkat dengan ketara, teknologi pembuatan kaca manual telah menjadi jarang berlaku.
Apabila kaca dalam keadaan cair, ia boleh diproses dengan pelbagai cara. Sebagai contoh, ia boleh ditekan, ditiup, dicat atau digulung. Selama berabad-abad, kaedah utama pemprosesan kaca adalah meniup, yang membantu menghasilkan pelbagai jenis produk kaca.
Peniup kaca mengumpul bola kaca cair di hujung penyedut minuman dan meniupnya. Menggunakan kemahirannya, dia memberikan gelas itu bentuk yang diingini dan membawanya ke ketebalan yang dikehendaki. Dia sentiasa memanaskan kaca untuk memastikannya dalam keadaan berfungsi selama mungkin. Kemudian tuan menyelesaikan pemprosesan dengan alat khas.

Banyak jenis objek kaca dicipta dengan cara ini. Kaca juga boleh dibentuk menjadi bentuk yang diingini. Anehnya, kaca tingkap pernah dibuat dengan meniup silinder panjang, yang kemudiannya dipotong dan digulung untuk membentuk kepingan kaca. Sudah tentu, saiz kepingan ini dihadkan oleh kekuatan paru-paru peniup kaca.
Hari ini, proses yang sama untuk membuat kaca, yang dipanggil kraftangan, semakin digunakan dalam pengeluaran peralatan saintifik khas atau produk kaca yang mahal dan hebat. Hari ini, kerja manual peniup kaca sangat dihargai, dan untuk bekerja dalam industri ini seseorang memerlukan kemahiran profesional yang ketara.

Pembuatan botol kaca.
Lama kelamaan, keperluan untuk barangan kaca seperti botol menjadi begitu besar sehinggakan segala usaha dibuat untuk mencipta mesin peniup kaca, yang telah dicipta pada tahun 1903.
Mesin menggunakan vakum untuk meniup kaca yang cukup untuk satu botol. Pertama, leher botol terbentuk. Kemudian udara termampat dibekalkan dan seluruh botol dihembus keluar.
Selepas ini, produk yang dihasilkan secara automatik dipecat dan mengeras, dan kemudian proses penyejukan perlahan berlaku, yang menjadikannya tahan lama. Mesin sedemikian mampu menghasilkan lebih banyak botol dalam satu jam kerja daripada enam peniup kaca manual dalam sehari penuh.

Kemudian, mesin lain dicipta untuk meniup mentol lampu secara automatik, yang membolehkan penggunaan lampu elektrik yang lebih meluas. Majoriti semua botol standard, balang, jag, gelas dan bekas kaca lain adalah buatan mesin.

Hari ini, sudah tentu, terdapat banyak cara baru untuk membuat kaca, tetapi ini adalah proses asas. Bahan mentah untuk pengeluaran kaca tiba di kilang kaca dan disimpan dalam tangki besar. Jumlah bahan yang diperlukan disukat, disukat, dan kemudian dicampur dalam perkadaran yang betul.

Kaca pecah, sama seperti yang dihasilkan dan dipanggil "sekerap kaca", ditambah kepada campuran untuk mempercepatkan proses lebur. Campuran yang dihasilkan secara automatik dimasukkan ke dalam ketuhar. Kaca cair kemudian mengalir keluar dari relau untuk menyejukkan.

Ia kemudian melalui pelbagai proses pemprosesan, seperti meniup, menekan, menggulung, menuang dan mengecat - bergantung pada jenis kaca yang akan diperolehi. Oleh itu, adalah mungkin untuk menghasilkan kedua-dua kaca tingkap ringkas dan kaca bercorak, dicirikan oleh kualiti hiasan yang tinggi.

Saya akan mulakan dari jauh. Di suatu tempat pada tahun 1996, saya membuat lampu cermin berjenama dan pada masa yang sama menjalankan eksperimen ke atasnya: Saya memutuskan untuk menghiasinya dengan corak, menggores corak dengan asid hidrofluorik. Di bandar tempat saya tinggal terdapat sebuah kilang metalurgi, di mana asasnya terdapat kedai meniup kaca. Ia adalah mustahil untuk masuk ke tumbuhan ini - hanya dengan pas. Sudah tentu, saya tidak mempunyai sebarang pas. Terdapat pagar di sekeliling tumbuhan ini. Saya tidak terlalu malas, saya berjalan di sekeliling semuanya dan akhirnya menemui celah di satu tempat, di mana saya merangkak melalui, memintas pengawal. Harus dikatakan bahawa bengkel ini sangat dijaga, kerana, antara lain, kristal dibuat di sana. Memasuki bengkel ini, perkara pertama yang saya lihat ialah relau berapi yang besar (kemudian saya melihat beberapa lagi), orang yang bekerja, salah seorang daripada mereka baru meniup produk ketika saya masuk. Di tangannya terdapat satu tiub panjang, yang dia tolak ke dalam tingkap relau yang terbuka bersama kaca di hujungnya. Kemudian dia mula memulas tiub itu dan meniupnya dengan sesuatu yang istimewa (pam udara?). Kemudian saya mengetahui bahawa tiada seorang pun dalam produksi telah meniup kaca dengan mulut mereka untuk masa yang lama. Ini kebanyakannya dilakukan oleh amatur. Ia sangat panas di bengkel, walaupun musim sejuk, dan haba ini kekal di muka orang yang bekerja di relau. Saya berdiri di sana dengan mulut terbuka kerana saya tidak pernah melihat perkara seperti ini sebelum ini. Tetapi tiada siapa yang perasan saya. Tontonan itu, tentu saja, menarik dan saya masih ingat. Mereka juga mempunyai banyak alat yang mereka gunakan, tetapi pada masa itu saya tidak dapat melihat semuanya. Oleh itu, saya melihat dalam buku untuk mendapatkan petunjuk* :)
Sudah tentu, mustahil untuk memasang relau pengeluaran di rumah, jadi peranti yang paling optimum adalah pembakar gas yang meniup kaca.
Di samping itu, anda memerlukan:
Set batang kaca dan tiub
Jadual
Gas untuk penunu gas
Oksigen untuk penunu gas yang sama
Pemampat
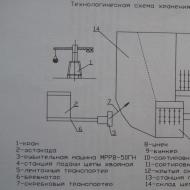
Alat yang diperlukan oleh peniup kaca.
a – wayar untuk memotong bahan kerja;
b – pengubah;
c – pinset logam;
d – penyepit logam;
d – pisau pobedit;
e – peranti untuk pemotongan panas tiub dan rod;
g - gunting;
h – reamers logam;
dan – reamers kayu;
k – jarum;
l – berdiri;
m – pemegang;
n – bilah bahu.
Organisasi kerja
Pertama sekali, adalah perlu untuk meletakkan desktop (kawasannya mestilah sekurang-kurangnya 120 x 70 cm dan ketinggiannya - 70 cm) supaya ia sama-sama diterangi dari semua pihak. Bahagian atas meja hendaklah ditutup dengan sebarang bahan kalis api, seperti asbestos.
Seterusnya, penunu gas dipasang pada tepi meja yang paling dekat dengan tuan, yang mana hos disambungkan untuk membekalkan gas, oksigen dan udara. Lebih-lebih lagi, yang terbaik adalah meletakkan injap dari mereka di sebelah kiri peniup kaca, melampirkannya pada hos di bawah meja.
Penunu gas dilengkapi dengan pili yang membolehkan tuan mengawal bekalan gas, udara termampat dan oksigen. Jadi, jika udara tidak mencukupi, nyalaan yang keluar dari tekak pembakar menjadi kuning terang. Nyalaan sedemikian diperlukan hanya apabila memanaskan produk siap. Jika nyalaan mempunyai warna sedikit kebiruan, ini menunjukkan bahawa udara dibekalkan dalam jumlah yang sedikit meningkat.
Pelepasan senyap jet api biru pekat yang kuat menunjukkan bekalan oksigen.
Penjagaan khusus harus diambil apabila bekerja dengan penunu. Adalah lebih baik untuk memasang pemampat udara termampat, silinder gas dan oksigen di luar, di luar bengkel.
Untuk membuat patung kaca kecil, anda perlu menyimpan tiub dan batang yang tidak berwarna dan berwarna (yang dipanggil dart). Kelalang kaca dengan leher lebar juga sesuai sebagai kosong.
Sebelum mencairkan patung, tiub kosong dipotong kepada beberapa bahagian menggunakan pisau pobedit atau gergaji bulat. Potongan yang lebih besar dipotong dengan memanaskannya terlebih dahulu dengan wayar tungsten yang melaluinya arus elektrik. Selepas operasi, anda boleh menjatuhkan air pada bahan kerja di tempat yang dimaksudkan supaya ia pecah di sepanjang garis potong.
Tuan harus sentiasa mempunyai pinset keluli di tangan. Ia diperlukan untuk meregangkan kaca cair, membentuk bahagian kecil dan nipis produk, serta untuk membuat lubang kecil.
Pinset lebar (penjepit) dengan hujung tembaga, loyang atau grafit sering digunakan dalam pembuatan patung kaca dengan bahagian yang diratakan di kedua-dua belah.
Apabila meniup pelbagai produk, gunting yang digunakan untuk memotong kaca cair juga tidak akan berlebihan.
Tujuan reamers adalah untuk membuka lipatan produk separuh siap semasa kemasan akhir pelbagai corong dan dudukan dalam pembuatan vesel. Dengan bantuan mereka, rongga dan tepi produk terbentuk dan dilicinkan.
Pemegang digunakan, sebagai peraturan, apabila meniup produk kaca besar.
Urutan kerja
Pertama sekali, anda perlu belajar cara menggunakan tiub tiup kaca dengan yakin. Untuk melakukan ini, anda boleh cuba membentuk titisan kaca besar di hujung tiub. Apabila membuat produk kaca, anda juga perlu dapat meratakan rod yang dipanaskan dan membengkokkannya dengan sama rata, serta memateri beberapa batang kaca menjadi satu. Dan hanya selepas latihan sedemikian anda boleh mula meniup angka atau produk yang dimaksudkan.
Mula-mula anda perlu membuat kosong
*Kerja kaca, ed. "Veche", Moscow, 2000
Arahan
Untuk meniup sebarang bentuk secara manual, anda perlu melampirkan bentuk yang disediakan ke hujung tiub. Di mana anda perlu meniup kaca. Anda perlu melakukan ini dengan cukup cepat, jika tidak kaca akan mengeras dan tiada apa yang akan berfungsi. Oleh itu, apabila melakukan apa yang dipanggil meniup manual, ramai orang menggunakan unit yang sentiasa mengekalkan kaca dalam keadaan cair, iaitu, memanaskannya. Secara umum, ini adalah kaedah tiupan yang digunakan apabila anda perlu mendapatkan bahan yang nipis dan bukannya yang tebal. Kerana hanya seseorang yang boleh melaraskan daya hembusan dengan betul supaya produk menjadi nipis dan telus sempurna.

Untuk membuat patung dari bahagian yang berbeza disambungkan antara satu sama lain, anda perlu meniup semuanya secara bergilir. Dan kemudian, apabila kaca telah mengeras sedikit, paterikannya bersama-sama dengan obor yang dipanaskan.
Jika anda ingin menggunakan corak pada kaca yang anda tiup, maka anda perlu menjaga alat tambahan. Ini boleh menjadi gunting (biasa dan berbentuk berlian), pinset, forsep dan banyak lagi. Menggunakan gunting, anda boleh menggunakan tepi pada kaca dan memotong corak tertentu. Menggunakan pinset, anda boleh memutar produk supaya ia menjadi asli dan luar biasa. Perkara utama ialah mempunyai masa untuk melakukan semua ini semasa kaca masih diluruskan dan menerima perubahan. Sekarang yang tinggal hanyalah melukisnya, dan cenderahati asal sudah siap.

Pada awal bulan Disember, peniup kaca dan pemilik bengkel Steklou, Egor Komarovsky, menjemput semua orang yang berminat dan berminat ke kelas tuannya. Bengkel ini terletak di tingkat bawah House of Sculptors of Union of Artists di alamat: St. Petersburg, Zanevsky Prospekt 26, bangunan 2. Egor berkata bahawa peniupan kaca artistik kini tidak begitu popular dan meluas di Rusia seperti di Eropah negara. Dia menguasai kraf itu sendiri, belajar kesusasteraan dalam bahasa Inggeris dan menonton pelajaran video daripada tuan asing; kini dia terbuka untuk kerjasama, bersedia untuk mengajar dan mengejutkan.
Semua dapur, dan terdapat empat daripadanya, telah dipasang oleh Yegor sendiri di bengkel. Relau pijar aruhan boleh dilihat di tengah-tengah foto. Ia mendapat namanya daripada Crucible - bekas untuk memanaskan, mengeringkan, membakar, memanggang atau mencairkan pelbagai bahan, dalam kes ini ia mengandungi kaca cair.

Di Rusia terdapat kira-kira 8 warna kaca di pasaran, di pasaran Amerika terdapat 120, perbezaan kuantiti agak ketara. Contoh cermin mata dan warnanya.

Mari kita mulakan proses membuat pasu dengan memanaskan tiub tiupan. Ini adalah kayu logam berongga sepanjang 1 - 1.5 m dengan penutup mulut di hujungnya. Kami telah ditunjukkan teknik tiupan percuma, yang melibatkan pengacuan produk secara bebas. Objek kaca yang dibuat dengan tiupan bebas juga dipanggil kaca yang ditiup bebas (dari pondok Jerman - usus, bengkel meniup kaca).

Mari kita cedok kaca cair dari relau pijar dan mula meniupnya melalui tiub.

Semasa proses penyejukan, tukang melancarkan kaca penyejuk, membetulkan bentuknya.

Mari tambah lagi gelas dari ketuhar.

Bebola kaca itu semakin lama semakin besar.

Urutan pada peringkat awal adalah mudah: celup, putar dan bentuk, haba, tiup...

Sebagai tambahan kepada tiupan percuma, adalah mungkin untuk menggunakan teknik lain: Tiupan tangan ke dalam acuan membolehkan anda mencipta produk yang serupa antara satu sama lain. Contohnya, kelalang makmal. Peniup kaca meletakkan kaca cair di hujung tiub kaca, meniup gelembung dan mula membentuknya, sentiasa memutarkan tiub dan membentuk kaca ke dalam acuan kayu atau logam.
Tekan meniup. Produk masa depan mula-mula dibentuk dalam acuan, dan kemudian panas - dengan udara. Produk lebih tebal dan kurang telus. Tetapi kaedah ini membolehkan anda membuat hiasan pelepasan pada mereka.

Untuk pemanasan, Yegor menggunakan dapur "cuckoo". Ia dipanaskan kepada suhu operasi dari +1100 hingga +1200 °C. Pintu ketuhar ini terbuka jika perlu, membolehkan anda meletakkan produk di dalam ketuhar, memutarkannya di dalamnya, atau meletakkan produk separa dan tanpa sentuhan dengan dinding.

Graviti membantu membentuk kaca.

Sedikit masa lagi dan bola bertukar menjadi jatuh.

Kaca menjadi panas, dan semasa pemanasan tiub berputar sentiasa.

Mari ambil plat kaca beberapa warna digabungkan menjadi satu elemen, pasangkannya di atas produk dan panaskannya.

Selepas pemanasan, plat secara beransur-ansur bengkok dan berpusing, membentuk bentuk yang kita perlukan apabila dilancarkan.

Kami membentuk produk.

Gulung semula.

Dan panaskan bahan kerja.

Pada setiap peringkat kerja, kawalan kualiti dan saiz yang berterusan diperlukan. Apabila kerja dijalankan mengikut projek yang disediakan, versi pertama pada mulanya dibuat, yang dipecahkan untuk mengukur ketebalan dinding dengan tepat; selepas membuat pelarasan dan pindaan, versi akhir produk dibuat.

Kami memanaskannya semula dan meniupnya sedikit demi sedikit.

Selepas ditiup, canaikan mengikut bentuk yang diingini.

Kami mencipta corak hiasan, perhatikan pada produk siap.

Kami membentuk bentuk yang ideal dengan memutar dan menyejukkan produk secara beransur-ansur. Penyejukan dilakukan menggunakan surat khabar basah.

Apabila ia sejuk, warna bahan kerja berubah.

Mari tambahkan kelantangan, tiupkan sedikit lagi...

Mari tambah kaca lutsinar di atas kaca berwarna. Lapisan baru akan menjadi yang ketiga, kami akan mendapatkannya dari relau pijar.

Secara beransur-ansur memanaskan dan meniup kita mendapat angka yang agak besar dari pasu masa depan.

Kami menyemak kualiti.

Kami membentuk bahagian bawah dan mengamankan produk padanya.

Buat bentuk leher pasu.

Langkah terakhir...


Penyepuhlindapan dipanaskan hingga 530–580°C diikuti dengan penyejukan perlahan. Dengan penyejukan yang cepat dan tidak sekata selepas pengacuan, tegasan sisa timbul dalam kaca, yang lama kelamaan akan menyebabkan produk pecah dengan sendirinya, tanpa sebab yang jelas. Penyepuhlindapan mengurangkan tegasan baki ini dan menjadikan kaca tahan lama.

Selepas penyepuhlindapan selesai, pasu digilap dan boleh digunakan untuk tujuan yang dimaksudkan.Ketuhar penyepuhlindapan di bengkel adalah elektrik, dan apabila kuasa dimatikan dan kaca sejuk dengan cepat, ia menjadi rapuh dan tidak tahan lama.

Terdapat banyak produk kaca yang berbeza di bengkel, semuanya dibuat dengan tangan.

Jika anda ingin membuat sesuatu sendiri, sebagai contoh, bola untuk pokok Krismas, kaca atau pasu, atau sebaliknya, anda ingin belajar cara bekerja dengan kaca, maka Egor Komarovsky dengan senang hati menjalankan pelajaran individu, lawatan, dan kelas induk untuk pelbagai peringkat umur.
Semua butiran dan kenalan dalam kumpulan
Artikel mengenai topik