Kimpalan paip pvc akan menyediakan sambungan yang boleh dipercayai. Jenis kimpalan paip pvc, kelebihan dan kekurangan kaedah Cara mengimpal paip pvc di rumah
Paip plastik telah lama mendapat popularitinya di pasaran pembinaan, tidak kurang kerana kos rendah dan proses pemasangan mudah struktur siap, yang membolehkan mereka menonjol daripada pilihan lain. mereka dibezakan dengan kebolehpercayaan dan ketahanan, mereka tidak takut karat dan ringan - yang, dalam kombinasi dengan kelebihan lain, telah memberikan mereka populariti sedemikian. Walau bagaimanapun, paip sedemikian juga boleh bocor. Ini terutamanya disebabkan oleh pelanggaran proses pematerian paip dan kesilapan yang dibuat dalam kes ini. Dia akan memberitahu tentang ini, serta tentang ciri-ciri pemasangan.
Varieti kimpalan paip PVC
Pada masa ini, terdapat dua cara untuk memateri paip PVC. Dengan sendirinya, kimpalan paip manual secara teknikalnya mudah, tetapi kerja persediaan juga perlu dilakukan dengan berhati-hati dan tepat untuk mengelakkan kebocoran pada masa hadapan. Pakar membezakan kaedah kerja berikut:
- Paip kimpalan menggunakan besi pematerian khas dan gunting pemotong (teknologi kimpalan ini digunakan dalam banyak pekerjaan dan, sebenarnya, adalah yang paling meluas),
- "Kimpalan sejuk (Kaedah ini lebih mudah dan membolehkan anda bekerja tanpa mesin pematerian. Untuk bekerja pada paip penyambung, sudah cukup untuk bekerja dengan gam agresif untuk plastik keras).
Dua kaedah pertama adalah sesuai terutamanya untuk sistem paip yang tidak dijangka membawa air tekanan tinggi. Jika ia sepatutnya membekalkan air atau untuk sistem pemanasan di bawah tekanan, maka kimpalan melibatkan kaedah yang sedikit berbeza:
- Kimpalan lengan. Dalam kes ini, elemen penyambung (gandingan, kelengkapan, dll.) Dikimpal tambahan pada paip,
- Kimpalan elektrofusi . Dalam jenis kimpalan ini, gandingan mengandungi elemen penyambung khas yang, apabila voltan digunakan padanya, cair, menyediakan pematerian yang boleh dipercayai dengan bahagian paip,
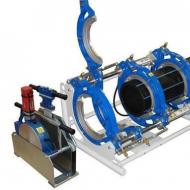
- Kimpalan punggung. Proses yang agak mudah pada dasarnya, digunakan untuk mengimpal paip diameter besar. Dalam kes ini, hujung paip dipanaskan ke takat lebur (200-250 darjah) dan hanya bersambung antara satu sama lain.
Malah, semua kaedah yang diterangkan adalah berdasarkan aspek yang sama: bahan PVC, apabila terdedah kepada suhu tinggi, cair dan membentuk sambungan yang boleh dipercayai disebabkan oleh penembusan bersama zarah antara satu sama lain.
Setiap kaedah mempunyai kelebihan dan kekurangannya sendiri. Kimpalan mudah membolehkan anda bekerja dengan pelbagai jenis paip plastik, tetapi memerlukan beberapa kemahiran. Penggunaan ikatan pelekat mempunyai prestasi tinggi, boleh dikatakan tidak kalah dengan kimpalan. Tetapi memandangkan hakikat itu Paip PVC (PVC) tidak disyorkan untuk air panas (kecuali beberapa jenis yang boleh menahan suhu tinggi) kaedah penyambungan dengan gam ini paling baik digunakan untuk sistem komunikasi yang tidak menggunakan tekanan tinggi.
Peralatan kimpalan terpakai
Kimpalan paip plastik tidak memerlukan alat khusus dan membolehkan anda melakukan semua kerja sahaja. Untuk melakukan ini, anda memerlukan gunting untuk memotong (hanya penting untuk terlebih dahulu memastikan pada segmen yang tidak perlu seberapa tajamnya untuk mengelakkan kemungkinan ubah bentuk dan burr semasa memotong) dan besi pematerian khas dengan pelbagai muncung untuk kimpalan soket paip. Mesin kimpalan manual (besi pematerian) harus dipilih dengan mengambil kira spesifikasi kerja. Sebagai contoh, untuk mengimpal struktur plastik, ia harus dipilih dengan mengambil kira diameter paip. Ini akan dibincangkan di bawah.
Apabila melakukan kerja, adalah penting untuk melakukan semua tindakan dengan sengaja dan perlahan, kerana kimpalan paip agak mudah dan boleh menyediakan perkhidmatan bebas masalah selama 15 tahun untuk sistem paip, tetapi hanya jika kerja dilakukan dengan betul.
Bagaimana paip PVC dikimpal
Sebarang proses kimpalan, sama ada kaedah "sejuk" atau pematerian standard menggunakan besi pematerian khas, memerlukan kerja persediaan dijalankan terlebih dahulu. Mereka termasuk langkah-langkah berikut:
- Pembersihan paip di tempat sambungan masa depan daripada sebarang unsur pencemaran,
- Menyahgris sendi paip dengan mengelap dengan alkohol,
- Penyediaan pada segmen tanda kemasukan ke dalam pemasangan (bahagian penyambung yang tidak boleh ditanggalkan dari saluran paip, yang dipasang di tempat di mana paip mempunyai cawangan atau belokan), sambil mengingati bahawa paip tidak dimasukkan ke hentian maksimum, ia dikehendaki meninggalkan jurang sekurang-kurangnya satu milimeter,
- Mengeluarkan chamfers dari hujung paip supaya paip memasuki pemasangan penyambung dengan ketat dan tanpa banyak usaha yang mungkin.
Selepas kerja awal selesai, teruskan terus ke proses pematerian. Tahap kerja seperti paip kimpalan tidak sukar dilakukan dengan tangan anda sendiri. Malah, tugas itu dibahagikan kepada empat peringkat:
- memotong,
- Pemanasan ke suhu yang dikehendaki (250 darjah),
- Menyambung segmen paip antara satu sama lain
- Menyejukkan.
Pemotongan paip dijalankan menggunakan pemotong paip(gunting khas yang diasah dengan baik yang akan membolehkan anda dengan cepat dan tanpa kecacatan memotong bahagian paip dengan saiz yang dikehendaki dengan tepat (jika alat ini tidak tersedia, gergaji besi akan berfungsi).
Kimpalan hendaklah dilakukan dengan sarung tangan kalis haba dan mematuhi peraturan keselamatan untuk mengelakkan lecuran daripada unsur pemanasan besi pematerian. Sebenarnya, ini adalah peringkat kerja yang paling penting, kerana tindakan mesti dilakukan pada kelajuan sedemikian sehingga unsur-unsur yang akan digabungkan tidak mempunyai masa untuk menyejukkan, dan penting untuk mengelakkan herotan semasa dok.
Selepas menyambungkan bahagian paip, adalah penting untuk membetulkan sambungan dengan selamat tanpa menggunakan sebarang beban luaran padanya. Langkah terakhir ialah membenarkan sebatian siap sejuk (sekurang-kurangnya 20 minit).
Seperti yang anda lihat dari proses kerja, pada pandangan pertama ia agak mudah. Ciri pentingnya ialah pengiraan yang betul, kerana sebarang kecuaian yang dilakukan semasa kerja tidak lama lagi boleh memberi kesan yang sangat negatif terhadap kebolehpercayaan sambungan. Paip plastik itu, yang kimpalannya dilakukan oleh tangan yang mahir, tidak perlu dibaiki selama bertahun-tahun.
Kesilapan Kimpalan Paip Biasa
Kesilapan yang dilakukan pada peringkat awal pasti akan muncul pada masa hadapan dan oleh itu adalah penting untuk mengelakkan kelalaian ketika melakukan kerja. Pakar mengenal pasti masalah tipikal yang mungkin timbul pada peringkat kerja yang berbeza:
- Penjajaran elemen penghubung yang salah,
- Daya yang berlebihan apabila menyambung bahagian paip,
- Pemanasan elemen penyambung yang tidak mencukupi,
- Terlalu panas alat,
- Peranti pemanasan yang salah dipilih.
Jika, apabila digabungkan dengan pemasangan PVC, paip tidak dimasukkan ke hentian dalaman, maka jurang akan kekal, yang akan mempunyai tekanan yang kurang. Malah, bahagian sedemikian akan mempunyai ketebalan dinding yang lebih kecil dan diameter dalaman yang lebih besar. Selalunya ralat sedemikian berlaku jika, semasa pemanasan, paip itu sendiri tidak dimasukkan dengan ketat ke dalam dasar muncung elemen kimpalan besi pematerian. Dari luar, kecacatan sedemikian tidak akan ketara, yang merumitkan proses mengesan kecacatan semasa pematerian.
Sebaliknya, penggunaan daya yang berlebihan juga boleh merosakkan elemen pematerian. Dalam kes ini, di antara hujung paip plastik dan hentian dalaman pemasangan penyambung, apa yang dipanggil "burr" akan diperah keluar, yang, apabila bersatu, membentuk cincin yang mengurangkan sifat boleh dilalui. Malah, akan ada halangan yang ketara kepada aliran bendalir.
Pemanasan yang tidak mencukupi bagi elemen penyambung membawa kepada kecacatan dalam mengawan bahan, terutamanya jika kita mengambil kira hakikat bahawa pematerian bahagian paip PVC mesti berlaku dengan cepat, jika tidak, kualiti sambungan akan meninggalkan banyak yang diinginkan.
Semasa kerja sambungan, suhu permukaan kerja muncung kimpalan tidak boleh melebihi 260 darjah, dalam kenaikan tambah / tolak 10 darjah. Ini adalah suhu optimum untuk kerja, dan tanpa mengira diameter paip untuk berfungsi. Tahap pemanasan ini membolehkan anda membuat tekanan dalaman bahan pada titik pateri, yang diperlukan untuk prestasi kerja. Oleh itu, semua tindakan mesti dilakukan dengan cepat, sehingga terlalu panas melampaui batas yang dibenarkan. Dengan mengambil kira ini, penarafan pemanasan seterika pematerian tidak boleh melebihi, walaupun ia menyokong pegangan suhu yang lebih tinggi.
Kesilapan biasa terakhir ialah peralatan yang dipilih secara tidak betul untuk mengimpal paip PVC. Terdapat corak tertentu bahawa kuasa pemanas yang digunakan dalam kerja mesti sepadan dengan sepuluh kali diameter paip plastik. Dalam erti kata lain, untuk memateri paip dengan diameter 50 milimeter, pemanas dengan kuasa 500 watt diperlukan, dan pemanas dengan kuasa 1000 watt diperlukan untuk paip dengan diameter 100 milimeter.
Peralatan kimpalan kelas ekonomi (selalunya dikeluarkan oleh China atau Turki) dicirikan oleh penggunaan komponen tambahan sebagai sebahagian daripada pemanas aluminium. Ini dilakukan untuk menyediakan tahap pemanasan tambahan elemen pemanasan dalam peralatan kimpalan, tetapi ini menetapkan beban yang berlebihan pada rangkaian bekalan kuasa dan kenalan geganti. Inovasi sedemikian tidak terdapat dalam peralatan untuk paip pematerian dari pengeluar yang lebih terkenal, oleh itu, dalam kes ini, kos untuk membeli peralatan profesional yang baik akan lebih daripada membayar dengan kerja berkualiti tinggi.
Petua Kimpalan Paip
- Paip dan kelengkapan PVC mestilah daripada pengeluar yang sama. Pertama sekali, ini menyangkut keinginan untuk menjimatkan wang dan pembelian, sebagai contoh, komponen berkualiti baik, tetapi pada masa yang sama, setelah membeli paip Cina murah, jangan mengharapkan suhu lebur menjadi sama. Ada kemungkinan bahawa pada mulanya, semasa pemeriksaan, kecacatan itu tidak akan dikesan, tetapi kemudian kemungkinan besar ia akan dapat nyata sendiri,
- Sebelum membeli, ia patut menyemak rejim suhu besi pematerian atau stesen kimpalan. Oleh kerana julat harga kos peralatan adalah sangat luas, anda mungkin ingin menjimatkan wang. Tetapi dalam kes ini, ia tidak boleh dijamin bahawa suhu yang diperlukan 260 darjah Celsius akan dicapai semasa operasi pemanas. Adalah dinasihatkan untuk menyemak keupayaannya dari segi pematerian yang cekap sebelum membeli peralatan. Nasihat sedemikian mungkin kelihatan tidak masuk akal, tetapi ia boleh mengelakkan kerugian wang pada pembelian peralatan yang tidak dapat mengekalkan suhu yang betul,
- Ekonomi adalah musuh kualiti. Terdapat contoh apabila sesuatu yang baik tidak mahal, tetapi jika perlu menggunakan besi pematerian untuk kerja yang kerap dengan sejumlah besar bahan, maka lebih baik untuk mematuhi pendapat bahawa lebih baik dan, dengan itu, lebih mahal. peralatan, semakin lama ia akan hidup. Negara asal juga penting. Lebih baik memilih produk daripada pengeluar terkenal. Perkara yang sama berlaku untuk muncung dan alat untuk kerja,
- Pastikan kawasan sambungan bersih. Kemasukan walaupun sedikit habuk atau zarah kotoran boleh mengganggu kualiti pematerian. Sudah tentu, ini tidak selalu mungkin, terutamanya apabila menggantikan paip berdiameter besar, yang mungkin tidak berada dalam persekitaran yang bersih, tetapi anda masih harus cuba mengikuti cadangan ini,
- Bekerja pada suhu yang betul. Sekiranya cuaca di luar atau di dalam rumah meninggalkan banyak yang diingini, maka harus diingat bahawa kerja tidak boleh dilakukan pada suhu di bawah lima darjah Celsius. Walaupun pada suhu ini, tempoh pemanasan meningkat, dan sendi menjadi rapuh.
Namun, perlu diingati kebenaran lama bahawa kerja berkualiti memerlukan alat yang berkualiti. Ia adalah perlu untuk memberi perhatian kepada semua perkara kecil yang disertakan dan kemudian dalam proses kerja anda akan dapat mengelakkan kemungkinan kesilapan dan akibatnya. Jika anda masih mempunyai soalan tentang cara paip dikimpal, video itu akan menunjukkan prosesnya dengan jelas dan membantu anda menyatukan kemahiran anda.
Pembaikan besar atau pembinaan rumah baru sentiasa melibatkan pelbagai jenis kerja pembinaan, termasuk pemasangan sistem pemanasan, paip, dll. Paip besi tuang dan logam telah lama digantikan dengan plastik, logam-plastik, polipropilena, polietilena dan unsur-unsur lain. Kelebihan paip polimer yang tidak dapat dinafikan terletak pada ketahanannya, ketahanan terhadap mikroorganisma biologi, kakisan, haus, serta kemudahan pemasangan dan serba boleh. Dengan bantuan paip polimer, anda boleh memasang sistem paip, pembetungan atau pemanasan. Untuk menjalankan kerja, cukup untuk mempunyai mesin kimpalan untuk paip PVC, paip itu sendiri dan satu set penyambung kelengkapan.
Kimpalan paip PVC dilakukan dengan memanaskan hujungnya dan menyambungkan elemen ke keadaan likat cecair, diikuti dengan sambungannya. Untuk tujuan ini, mesin kimpalan digunakan.
Teknologi untuk mengimpal paip polipropilena dipanggil soket atau soket. Docking elemen berlaku bukan secara literal butt-to-butt, tetapi dengan bantuan kelengkapan tambahan - konduktor tambahan, yang, pada suhu kira-kira 260 darjah, menyolder tepi paip. Apabila unsur-unsur yang disambungkan terikat kuat antara satu sama lain pada tahap molekul, kimpalan boleh dianggap lengkap.
Kimpalan paip polipropilena yang betul membolehkan anda mendapatkan sambungan yang sangat boleh dipercayai. Artikel seterusnya kami memberikan gambaran keseluruhan lengkap tentang cara mengimpal paip polipropilena dengan tangan anda sendiri.:
Masalah yang mungkin timbul apabila menyambung bahan yang berbeza adalah kemungkinan kekuatan rendah sendi di bawah beban pengelupasan, yang mengehadkan penggunaan kimpalan.

Kaedah alternatif untuk menyambung paip PVC:
- Ikatan dengan pelekat;
- Pengikat rivet;
- membentuk;
- Tekan muat.
Kaedah-kaedah ini tidak digunakan jika bahagian-bahagian yang hendak dicantumkan diperbuat daripada bahan yang serupa atau serupa secara struktur dan keperluan utama untuk penyambungan adalah produktiviti, kemungkinan automasi dan mekanisasi.
Teknologi kimpalan untuk paip polipropilena untuk pemanasan: ciri
Sebelum memulakan kerja, pelan terperinci sistem pemanasan disediakan, yang menunjukkan bukan sahaja laluan langsung paip, tetapi juga semua cawangan dan selekoh. Kemudian semua elemen yang diperlukan dikira.
Ingat: ketersediaan bahan berkualiti tinggi dan dipilih dengan betul adalah kunci kepada kejayaan menyelesaikan pembaikan dan ketahanan sistem pemanasan masa depan. Untuk tujuan ini, paip dengan lapisan aluminium paling sesuai.

Adalah lebih baik untuk membeli paip dengan margin kecil, terutamanya jika kerja itu dilakukan buat kali pertama. Unsur tambahan untuk menyambung paip juga lebih baik untuk mempunyai banyak, terutamanya jika kerja dilakukan secara bebas dan buat kali pertama.
Arahan kerja:
- Selepas memeriksa paip polipropilena untuk kecacatan dan menentukan suhu pemanasannya, pemotong paip atau gergaji besi, mengikut rancangan, memotong bahagian paip yang diperlukan. Adalah penting untuk memastikan bahawa potongan berada pada sudut yang betul.
- Besi pematerian dihidupkan, suhu yang dikehendaki ditetapkan, lengan Teflon dimasukkan ke dalam elemen pemanasan. Apabila lampu isyarat pada peranti menyala, ia akan sedia untuk beroperasi (dipanaskan kepada suhu yang dikehendaki).
- Pada hujung paip yang akan dikimpal, chamfer dikeluarkan sebanyak 1/3 daripada ketebalan elemen menggunakan pencukur. Burr, lapisan aluminium dibersihkan.
- Paip diletakkan pada lengan yang dipanaskan yang dipasang di mesin kimpalan di satu sisi, dan pemasangan di sebelah yang lain. Bahagian dipanaskan dalam masa 6 - 7 saat.
- Paip dan pemasangan dikeluarkan dari lengan panas, paip dimasukkan ke dalam elemen penyambung, dan bahagian lain paip yang dipanaskan dimasukkan ke bahagian bertentangan pemasangan. Adalah penting untuk melakukan manipulasi ini secepat mungkin. Sambungan mestilah lancar, tanpa putaran, dan keseluruhan prosedur untuk elemen kimpalan harus mengambil masa tidak lebih daripada 5 saat.
Dalam masa 4 - 5 minit, sendi mengeras dan menjadi lebih tahan lama. Ia secara mutlak tidak disyorkan untuk merangsang pembekuan sambungan paip dengan kaedah tambahan (ais, air sejuk). Pelanggaran teknologi kimpalan akan membawa kepada penurunan kekuatan sendi.
Lakukan sendiri: mengimpal paip air polipropilena
Ciri pemasangan sistem paip adalah pilihan bahan yang betul, di mana ketahanan dan prestasi paip masa depan bergantung secara langsung. Hanya beberapa jenis paip PVC boleh digunakan untuk sistem bekalan air.

Iaitu:
- Paip plastik dengan tetulang aluminium;
- Elemen dengan interlayer gentian kaca:
- Paip PVC lapisan tunggal;
- produk berbilang lapisan.
Dari segi diameter dalam bekalan air domestik, yang paling biasa ialah 2, 2.5 dan 3.2 cm. Pilihan diameter paip mungkin bergantung kepada kedua-dua sistem bekalan air itu sendiri dan ciri-cirinya, dan pada diameter muncung mesin kimpalan. Kelengkapan, gandingan dan siku adalah elemen tambahan untuk memateri paip plastik, yang tidak boleh diketepikan.
Urutan tindakan apabila mengimpal paip PVC:
- Pengiraan parameter sistem.
- Membongkar bekalan air lama (jika ada).
- Pemasangan penyesuai pemasangan (jika anda perlu menyambungkan plastik, contohnya, dengan logam atau logam-plastik).
- Paip terus dan pengikat.
- Memeriksa kebolehpercayaan sambungan.
- Dinding Shtrobirovanie untuk meletakkan saluran paip (jika perlu).
- Peringkat akhir (membetulkan paip ke dinding, dll.).
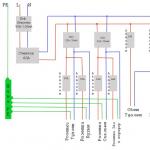
Mesin kimpalan do-it-yourself untuk paip polipropilena
Anda boleh memasang besi pematerian untuk paip dari besi biasa. Anda juga perlu mengukir dua petua untuk pemasangan dan paip untuk pemasangan dan nat. Termostat dikeluarkan dari seterika, tonjolan yang tidak perlu dipotong, dan tapak dengan pemanas ditinggalkan. Lubang 6 mm digerudi di tapaknya, dan hujungnya diskrukan. Lubang digerudi di bahagian yang bertentangan dengan hidung tapak untuk memasang termokopel.
Anda boleh mengambil termokopel besar itu sendiri, keluarkan konduktor yang dikimpal daripadanya, potong panjang yang diperlukan dan masukkannya ke dalam lubang pada tapak besi selepas tiub mika yang diperlukan untuk penebat.

Semua elemen besi pematerian buatan sendiri mesti dipasang dalam selongsong. Wayar meter terlindung disambungkan ke termokopel, dan kabel dua wayar dengan panjang yang sama disambungkan ke elemen pemanas. Wayar dipasang pada pemegang dan dilekatkan pada selongsong luar. Ruang antara tapak dengan termokopel, selongsong dan hujungnya diisi dengan bulu asbestos. Petua yang menonjol dari selongsong adalah terlindung haba, diameter lubang dalam selongsong mesti melebihi diameter hujung sebanyak 10 mm.
Termostat mesti dipasang dalam bekas plastik yang berasingan. Untuk petunjuk, anda boleh menggunakan peranti penunjuk daripada perakam kaset lama, yang paksinya dipaparkan di luar badan unit termostat.
Kimpalan paip plastik yang betul (video)
Menyambung paip plastik tidak membayangkan sebarang kesulitan khusus, dan seterika pematerian untuknya boleh dibuat dengan tangan anda sendiri dari peralatan elektrik lama atau disewa di mana-mana sewaan.
Pembaikan yang berjaya!
Mengganti atau memasang paip air dari awal adalah proses yang bertanggungjawab, jadi bahan mesti dipilih dengan berhati-hati. Ia mesti tahan lama, tahan kakisan, mudah digunakan. Paling penting, hari ini, paip polipropilena sesuai untuk tujuan ini. Antara kelebihan bahan adalah hayat perkhidmatan lebih daripada 50 tahun, kemudahan pemasangan, bahan yang murah relatif, dan banyak kelebihan lain. Pemasangan pendawaian pemanasan atau bekalan air baru dijalankan menggunakan teknologi pematerian, ia juga merupakan kimpalan paip PVC. Kimpalan paip polipropilena lakukan sendiri adalah proses paling mudah yang, selepas sedikit penyediaan, mana-mana pemilik boleh mengendalikan. Di bawah ini, kami akan mempertimbangkan apa teknologi kimpalan paip polipropilena, nuansanya.
Bahan utama - paip plastik, mempunyai ciri tersendiri dan dikelaskan mengikut beberapa kriteria. Perkara pertama yang menarik perhatian anda ialah warna. Mereka boleh dicat hijau, kelabu, putih atau hitam. Menandai dalam warna hitam bermakna komposisi mengandungi bahan tambahan khas yang menghalang pemusnahan bahan apabila terdedah kepada sinaran ultraviolet dan boleh diletakkan terus di atas tanah. Warna yang selebihnya tidak mempunyai perbezaan yang berkaitan dengan pewarnaan dan digunakan di dalam atau di bawah lapisan tanah.
Klasifikasi paip mengikut tujuan:
- untuk bekalan air sejuk (ditandakan dengan jalur biru, mengehadkan suhu air 45C).
- untuk bekalan air panas (ditandakan dengan jalur merah, had suhu 85C).
- universal (ditandai dengan jalur biru dan merah, suhu boleh mencapai 65 - 75 C, bergantung kepada pengilang).

Model untuk air panas, sejuk dan jenis universal ditandakan, yang menunjukkan penunjuk prestasi tambahan bahan:
- PN10 - menandakan produk untuk air sejuk yang digunakan pada tekanan sistem sehingga 1 MPa (bukan untuk saluran paip apartmen);
- PN16 - penandaan terpakai dalam paip universal dan air sejuk. Bahan sedemikian boleh menahan suhu sehingga 65C dan tekanan 1.6 MPa;
- PN20 - bahan dengan dinding tebal yang boleh menahan tekanan sehingga 2 MPa dan suhu 85C (paip pemanasan kimpalan);
- PN25 - paip diperkukuh dengan lapisan pengukuhan gentian kaca atau kerajang. Menahan tekanan sehingga 2.5 MPa dan suhu air 95C.
Peralatan dan alatan yang diperlukan
Untuk mengimpal paip polipropilena, anda memerlukan set peralatan tertentu, ini adalah:
- Mesin kimpalan itu sendiri;
- Satu set muncung pemanasan pelbagai diameter;
- Alat pemotong;
- Pencukur - peranti yang mengeluarkan lapisan pengukuhan (diperlukan apabila bekerja dengan penandaan PN25);
- Beveler - peranti yang diperlukan untuk menjajarkan hujung potong (diperlukan jika produk plastik dipotong dengan gergaji besi atau alat yang sesuai yang tidak memberikan hujung potongan rata yang sempurna).

Alat yang diperlukan untuk kimpalan PP
Teknologi kimpalan soket - arahan langkah demi langkah
Kimpalan soket melibatkan penyambungan paip dan pemasangan dengan memasukkan bahagian ke dalam satu sama lain. Kimpalan paip polipropilena seperti itu dianggap paling mudah, terdapat juga sistem kimpalan punggung, tetapi teknologi yang digunakan di sana boleh merumitkan kerja, terutamanya di rumah. Oleh itu, di bawah kami telah menerangkan bagaimana proses kimpalan paip polipropilena secara berperingkat berlaku.
Pemotongan paip
Potong bahan dengan alat yang direka untuk ini. Sekiranya tidak ada, maka pemotongan boleh dibuat dengan gergaji besi atau alat lain yang tersedia, perkara utama adalah tidak merosakkan geometri dan memastikan satah potong sama rata. Beveler dimaksudkan untuk yang terakhir, ia juga membersihkan hujungnya, di mana lapisan pengukuhan lebih dekat dengan diameter dalam. Jika tidak, elemen ini boleh membentuk lubang penyambung yang longgar dan menyebabkan kebocoran.

Paip polipropilena dipotong mengikut saiz dengan pisau ratchet khas
Penyediaan paip dan kelengkapan
Sebelum mengimpal, paip, dari luar, degreased dengan alkohol, dan kelengkapan dari dalam. Untuk produk bertetulang, peranti khas digunakan yang menghilangkan lapisan pengerasan - pencukur.
Sila ambil perhatian bahawa sesetengah pengeluar menasihatkan menggunakan pencukur untuk yang biasa kerana kemungkinan elips bahan dalam potongan.

Pencukur untuk menanggalkan lapisan atas aluminium yang diperkuat
Menyediakan Mesin Kimpalan
Walaupun fakta bahawa kebanyakan peranti mempunyai elemen sokongan mereka sendiri, peranti itu harus dipasang dengan kukuh dalam naib atau pengapit pada meja. Alat ini sangat ringan, jadi ia mudah jatuh dan pecah atau menyebabkan kebakaran jika longgar.
Kami meletakkan gandingan dan mandrel ke dalam radas tetap untuk kimpalan.

Nozel untuk kimpalan
Kami menetapkan suis togol kepada nilai suhu yang dikehendaki. Untuk polipropilena, ini adalah 270 darjah, tetapi ada kalanya suhu yang lebih rendah atau lebih tinggi diperlukan. Kami mengambil nilai ini dari dokumentasi yang disertakan untuk bahan kami dan menggunakan arahan untuk besi pematerian, kami memilih suhu optimum.
Memasang bahagian untuk pemanasan
Teknologi untuk mengimpal paip polipropilena membayangkan bahawa apabila peranti telah mencapai suhu operasi (penunjuk hijau menyala atau bunyi isyarat boleh didengar), anda boleh mula memasang bahagian yang akan dikimpal pada mesin kimpalan paip.

Potongan perlahan-lahan dimasukkan ke dalam lengan sehingga ia berhenti, dan burr terbentuk - bahan berlebihan, yang, apabila dipakai, berguling ke dalam roller. Apabila memakai, adalah sangat penting untuk memastikan bahawa burr mempunyai bentuk yang betul, tanpa pecah dan kecacatan lain. Sekiranya bahagian itu dimasukkan tanpa usaha yang kelihatan atau geran hilang, ia boleh dianggap rosak dan perlu diganti. Perkara yang sama berlaku untuk pemasangan, yang juga mesti diletakkan pada mandrel dengan daya yang boleh dilihat, sehingga ia berhenti.
Penting! Pemasangan untuk pemanasan dan penyingkiran hendaklah dilakukan dengan menekan pada bahagian yang betul-betul berserenjang dengan elemen pemanasan. Tekanan pada sudut atau penyingkiran bahagian dengan penyingkirannya pada sudut tertentu adalah dilarang.
Kimpalan
Apabila elemen yang dikimpal dipasang di tempatnya, ia perlu diberi masa tertentu supaya bahan menjadi likat dan pada masa yang sama rod kimpalan polipropilena tidak kehilangan sifat menanggung bebannya. Di bawah adalah parameter anggaran yang sesuai untuk mengimpal paip polipropilena pelbagai diameter. Perlu dipertimbangkan bahawa nilai adalah purata, dan lebih tepat, pengilang menunjukkan dalam dokumentasi yang disertakan.

Suhu kimpalan paip polipropilena, masa penyejukan, bergantung pada ketebalan
Untuk orientasi dalam istilah yang diberikan dalam jadual, takrifan berikut harus diikuti:
- Masa pemanasan dikira dari saat bahagian menyentuh hentian elemen pemanas.
- Masa sambungan - parameter yang menunjukkan berapa lama paip untuk mengimpal polipropilena harus disimpan selepas ia dikumpulkan.
- Masa penyejukan - selang masa yang mesti dikekalkan untuk pemejalan lengkap dan mendapatkan ikatan monolitik.
Pemasangan bahagian
Selepas mengeluarkan bahagian dari muncung pemanasan, ia harus dipasang. Untuk menyambungkan paip pvc, pemasangan ditetapkan pada sudut yang diperlukan, dan paip disambungkan bersama dengan satu pergerakan.

Dalam kes ini, dilarang memutar bahagian. Kami memegang bahagian, mengekalkannya, tetapi tanpa menggunakan kekerasan, seperti semasa memakai.
Masa yang berlalu antara penyingkiran dari mesin kimpalan, sebelum pemasangan sebenar hendaklah minimum. Jika tidak, bahagian akan menjadi sejuk dan tidak akan dikimpal atau sambungan akan menjadi tidak berkualiti.
Catatan! Untuk mengimpal paip polipropilena dengan diameter besar 40 - 50 mm, kaedah manual tidak sesuai dan perlu menggunakan mesin pemusatan khas.
Penyejukan sambungan
Perkara penting apabila anda tidak boleh menyentuh bahagian itu, termasuk cuba mencuba dan sebagainya. Selepas penyejukan, litar dikimpal yang diperbuat daripada paip polipropilena dengan tangan anda sendiri sedia untuk digunakan.
Ralat kimpalan
Kimpalan paip plastik dengan tangan anda sendiri, terutamanya untuk pemula, akan membawa kepada beberapa kesilapan. Kami telah memilih yang paling biasa supaya anda boleh memahami cara mengimpal bahagian dengan betul, perkara yang perlu anda perhatikan.
- Penyediaan kasar adalah pengawasan yang paling mudah dan paling biasa. Pembentukan tepi yang tidak betul, kotoran, air dan gris di tempat kimpalan paip polipropilena dan pengabaian penyediaan yang serupa membawa kepada fakta bahawa simpang kehilangan kepejalannya.
- Kesilapan kedudukan adalah kecacatan yang berlaku semasa pemasangan. Ini adalah percubaan untuk memutar bahagian selepas pengumpulan, percubaan untuk membuang kendur semasa pengumpulan. Semua ini bermakna penyejukan bahagian dengan penurunan seterusnya dalam kualiti kimpalan.
- Bahan yang salah. Di sini kita beralih kepada ciri-ciri paip PP kimpalan. Polipropilena daripada pengeluar yang berbeza mungkin mempunyai takat lebur yang berbeza, yang bermaksud bahawa salah satu bahagian mungkin kurang panas atau terlalu panas. Juga, masalah ini berlaku apabila cuba mengimpal dua paip dengan diameter yang berbeza.
- Perhimpunan yang lemah - ini harus termasuk tekanan yang berlebihan semasa pengumpulan, tekanan yang tidak mencukupi, peningkatan dalam selang antara penyingkiran produk dari mesin untuk kimpalan dan pengumpulan.
Semua masalah yang diterangkan adalah agak biasa dan sebahagian besarnya muncul disebabkan oleh kecuaian biasa yang ditunjukkan oleh pengimpal. Arahan untuk mengimpal paip polipropilena yang dibentangkan di atas, percubaan percubaan untuk mengimpal sambungan standard dan memproses paip polipropilena di tempat yang sukar dicapai akan membantu mengelakkan masalah.
Seperti bertahun-tahun yang lalu, hari ini, paip plastik mendapat permintaan yang tinggi di kalangan pengguna. Ini disebabkan oleh harga produk yang rendah, serta kemudahan pemasangan. Paip plastik boleh dipercayai, tahan kakisan, dan boleh bertahan selama bertahun-tahun. Walau bagaimanapun, walaupun terdapat banyak kelebihan, kebocoran berlaku dalam paip PVC, seperti yang lain. Ini biasanya disebabkan oleh fakta bahawa kimpalan tidak dilakukan pada tahap yang cukup tinggi dengan beberapa ralat. Oleh itu, adalah sangat penting untuk mengetahui teknologi tepat cara mengimpal paip PVC. Artikel ini akan membincangkan dengan tepat apa itu kimpalan paip PVC. adalah mudah dan tidak memerlukan peralatan khusus.
Teknologi sambungan paip PVC ini paling sesuai untuk saluran paip dengan tekanan kerja sistem yang rendah. Dalam kes apabila cecair dengan tekanan tinggi beredar melaluinya, dua kaedah pertama tidak sesuai dan kemudian perlu menggunakan gandingan atau kimpalan punggung. Mari kita lihat dengan lebih dekat setiap teknologi.

Seperti yang dinyatakan di atas, kaedah mengimpal paip plastik ini agak mudah. Perkara utama di sini adalah untuk membeli pelekat yang agresif untuk plastik keras, yang terdiri daripada polivinil klorida yang dilarutkan dalam sikloheksanone, metil etil keton dan tetrahidrofuran.
Untuk meningkatkan kecekapan lekatan dan dapat mengawal kelikatan bahan dan masa penetapan, bahan pelekat dua komponen seperti itu biasanya ditambah dengan pelbagai bahan tambahan. Apabila pelekat sembuh, pelarut tersejat dan rantai polimer PVC bergabung bersama. Akibatnya, jahitan terbentuk, prestasinya adalah sama dengan paip PVC pepejal.

Nasihat! Untuk tidak bimbang tentang hasilnya dan mendapatkan sambungan yang boleh dipercayai dan berkualiti tinggi, beli gam daripada pengeluar yang mantap, seperti: jenama Belanda Griffon, Perancis - Gebsoplast, Jerman - Tangit
Teknologi untuk menyambung paip PVC dengan kimpalan sejuk adalah seperti berikut:
- Pada mulanya, anda perlu memotong sekeping paip yang rata,
- kemudian, pada sudut 15 °, chamfer dikeluarkan,
- kemudian bersihkan paip dan soket daripada kotoran dan singkirkan kelembapan berlebihan,
- pada peringkat seterusnya, bahagian luar paip dan soket ditutup dengan pelekat, selepas itu paip segera dimasukkan ke dalam soket,
- supaya gam diletakkan sama rata pada permukaan, paip harus diputar 90 °,
- dalam masa 30 saat, bahagian yang hendak disambungkan mestilah diperbaiki dengan baik.
Anda mesti menyelesaikan keseluruhan proses ini secepat mungkin - dalam 60 saat, tidak lebih.
Sebelum menyerahkan volum percubaan persekitaran kerja, anda perlu menunggu tempoh masa tertentu.
(Lihat jadual)
Diameter paip nominal, mm | 125,0 -250,0 | 125,0 -250,0 | 75,0 -110,0 | 75,0 -110,0 | 16,0 -63,0 | 16,0 -63,0 | |
| Tekanan tidak lebih tinggi, MPa | 1,0 | 1,60 | 1,0 | 1,60 | 1,0 | ||
| persekitaran t | 5 hingga 10°C | 32 | 16 | 16 | 8 | 8 | |
| 10°C dan ke atas | 16 | 8 | 8 | 4 | 4 | ||
Kimpalan lengan
Teknologi ini berdasarkan penggunaan gandingan atau tee. Untuk menjalankan proses ini, perlu memperoleh alat pemanasan manual atau pegun. Kimpalan lengan untuk paip PVC sangat mudah dilakukan, tetapi tidak menemui penggunaan aktifnya di kalangan pengguna kerana harga tinggi peralatan yang digunakan.
Prinsip teknologi ialah pada mulanya hujung paip dan hujung gandingan dipanaskan pada suhu tertentu. Apabila mereka mencapai keadaan keplastikan, paip mesti diletakkan di dalam pembukaan gandingan. Untuk akhirnya membentuk sambungan monolitik, adalah penting untuk menjalankan teknologi mengikut keperluan dan sangat berhati-hati.

Pada sisihan sudut yang sedikit, anda perlu memulakan sekali lagi dan menggunakan klac baharu
Peraturan asas ialah:
- mula dan selesai memanaskan gandingan dan paip pada masa yang sama,
- bahagian perlu dipanaskan tepat pada tempoh masa yang ditunjukkan dalam arahan,
- selepas anda menunggu masa yang sesuai, cepat keluarkan paip dan gandingan dari pemanas, dan kemudian betulkan mereka sedemikian rupa sehingga kemasukan PVC meliputi tanda kedalaman kimpalan yang digunakan sebelum ini.
Pada nota! Sambungan soket, yang merupakan hasil kimpalan soket, adalah monolitik. Anda boleh menggunakannya serta-merta selepas penyejukan.
Teknologi ini sangat kerap digunakan apabila meletakkan saluran paip di premis kediaman.

Kimpalan elektrofusi
Kimpalan jenis ini adalah berdasarkan penggunaan lengan plastik dengan lingkaran terbina dalam yang bertindak sebagai elemen pemanas. Kelebihan kaedah ini adalah masa yang singkat untuk prosedur, jahitan yang kuat dan boleh dipercayai.

Walau bagaimanapun, kimpalan elektrofusi hanya sesuai untuk menyambung paip plastik dengan ketebalan dinding tidak lebih daripada 4 mm.
Sebelum memulakan kerja, hujung paip dibersihkan dengan teliti dari habuk dan kotoran dan degreased. Kemudian chamfers dikeluarkan dan paip dimasukkan ke dalam gandingan. Kemudian, menggunakan radas khas, voltan digunakan pada pemasangan. Disebabkan oleh lingkaran, plastik menjadi panas dan cair. Apabila suhu yang dikehendaki dicapai dalam proses membuat jahitan, peranti akan dimatikan secara automatik.
Nasihat! Ia tidak perlu menjalankan kerja kimpalan jika suhu di luar lebih rendah daripada + 5 ° C. Ia akan menjadi sangat sukar untuk mendapatkan jahitan berkualiti tinggi, kerana unsur-unsur yang akan dicantumkan menjadi rapuh, ia akan mengambil masa yang lebih lama untuk dipanaskan, dan, sebaliknya, ia akan menyejukkan dengan cepat.
Kimpalan punggung
Untuk menyambung paip PVC dengan cara ini, anda memerlukan mesin kimpalan manual dan gunting pemotong paip.
Intipati teknologi adalah seperti berikut:
- secara tradisinya, seperti kaedah lain, hujung paip dibersihkan dan dinyahcairkan,
- chamfers dikeluarkan
- kemudian paip dipanaskan pada suhu yang diperlukan, untuk PVC rejim suhu ditetapkan kepada 250 ° C,
- bahagian yang hendak dikimpal dicantum dan disejukkan.

Kesilapan apabila mengimpal paip PVC dengan tangan anda sendiri
Apabila mengimpal paip plastik, ramai yang mengabaikan ketepatan mematuhi peraturan dan membuat banyak kesilapan pada peringkat awal kerja. Ia amat penting untuk mendekati proses dengan semua tanggungjawab dan mengelakkan kekurangan.
Pertimbangkan ralat yang paling biasa:
- penjajaran bahagian penyambung yang tidak betul, akibatnya, jurang boleh terbentuk
- pemanasan elemen penyambung yang tidak mencukupi, ralat sedemikian akan membawa kepada kecacatan dalam mengawan bahan dan sambungan tidak akan cukup kuat,
- alat terlalu panas
- Pemanas telah dipilih secara salah. Adalah penting bahawa kuasa peranti yang digunakan untuk kimpalan adalah sama dengan sepuluh kali diameter paip plastik.
Oleh itu, kami mengkaji kaedah mengimpal paip PVC dengan tangan kami sendiri, apakah ciri utamanya. Anda hanya perlu memilih cara yang anda suka dan ikut semua cadangan.
Paip plastik telah lama mendapat popularitinya di pasaran pembinaan, tidak kurang kerana kos rendah dan proses pemasangan mudah struktur siap, yang membolehkan mereka menonjol daripada pilihan lain. Paip plastik boleh dipercayai dan tahan lama, mereka tidak takut karat dan ringan - yang, digabungkan dengan kelebihan lain, menjadikannya begitu popular. Walau bagaimanapun, paip sedemikian juga boleh bocor. Ini terutamanya disebabkan oleh pelanggaran proses pematerian paip dan kesilapan yang dibuat dalam kes ini. Ini, serta ciri pemasangan, akan dibincangkan kemudian.
Varieti kimpalan paip PVC
Pada masa ini, terdapat dua cara untuk memateri paip PVC. Dengan sendirinya, kimpalan paip manual secara teknikalnya mudah, tetapi kerja persediaan juga perlu dilakukan dengan berhati-hati dan tepat untuk mengelakkan kebocoran pada masa hadapan. Pakar membezakan kaedah kerja berikut:
- kimpalan paip menggunakan besi pematerian khas dan gunting pemotong (teknologi kimpalan ini digunakan dalam banyak pekerjaan dan, sebenarnya, adalah yang paling meluas),
- kimpalan "sejuk" (kaedah ini lebih mudah dan membolehkan anda bekerja tanpa mesin pematerian. Untuk bekerja pada paip penyambung, sudah cukup untuk bekerja dengan gam agresif untuk plastik keras).
Dua kaedah pertama adalah sesuai terutamanya untuk sistem paip yang tidak dijangka membawa air tekanan tinggi. Jika ia sepatutnya membekalkan air atau untuk sistem pemanasan di bawah tekanan, maka kimpalan melibatkan kaedah yang sedikit berbeza:
- kimpalan lengan. Dalam kes ini, elemen penyambung (gandingan, kelengkapan, dll.) Dikimpal tambahan pada paip,
- kimpalan elektrofusi. Dalam jenis kimpalan ini, gandingan mengandungi elemen penyambung khas yang, apabila voltan digunakan padanya, cair, menyediakan pematerian yang boleh dipercayai dengan bahagian paip,
- kimpalan punggung. Proses yang agak mudah pada dasarnya, digunakan untuk mengimpal paip diameter besar. Dalam kes ini, hujung paip dipanaskan ke takat lebur (200-250 darjah) dan hanya bersambung antara satu sama lain.
Malah, semua kaedah yang diterangkan adalah berdasarkan aspek yang sama: bahan PVC, apabila terdedah kepada suhu tinggi, cair dan membentuk sambungan yang boleh dipercayai disebabkan oleh penembusan bersama zarah antara satu sama lain.

Setiap kaedah mempunyai kelebihan dan kekurangannya sendiri. Kimpalan mudah membolehkan anda bekerja dengan pelbagai jenis paip plastik, tetapi memerlukan beberapa kemahiran. Penggunaan ikatan pelekat mempunyai prestasi tinggi, boleh dikatakan tidak kalah dengan kimpalan. Tetapi memandangkan fakta bahawa paip polivinil klorida (PVC) tidak disyorkan untuk air panas (kecuali beberapa jenis yang boleh menahan suhu tinggi), kaedah sambungan pelekat ini paling baik digunakan untuk sistem komunikasi yang tidak menggunakan tekanan tinggi.
Peralatan kimpalan terpakai
Kimpalan paip plastik tidak memerlukan alat khusus dan membolehkan anda melakukan semua kerja sahaja. Untuk melakukan ini, anda memerlukan gunting untuk memotong (hanya penting untuk terlebih dahulu memastikan pada segmen yang tidak perlu seberapa tajamnya untuk mengelakkan kemungkinan ubah bentuk dan burr semasa memotong) dan besi pematerian khas dengan pelbagai muncung untuk kimpalan soket paip. Mesin kimpalan manual (besi pematerian) harus dipilih dengan mengambil kira spesifikasi kerja. Sebagai contoh, untuk mengimpal struktur plastik, kuasa besi pematerian harus dipilih dengan mengambil kira diameter paip. Ini akan dibincangkan di bawah.

Apabila melakukan kerja, adalah penting untuk melakukan semua tindakan dengan sengaja dan perlahan, kerana kimpalan paip agak mudah dan boleh menyediakan perkhidmatan bebas masalah selama 15 tahun untuk sistem paip, tetapi hanya jika kerja dilakukan dengan betul.
Bagaimana paip PVC dikimpal
Sebarang proses kimpalan, sama ada kaedah "sejuk" atau pematerian standard menggunakan besi pematerian khas, memerlukan kerja persediaan dijalankan terlebih dahulu. Mereka termasuk langkah-langkah berikut:
- pembersihan paip di tempat sambungan masa hadapan daripada sebarang unsur pencemaran,
- nyahgris sendi paip dengan mengelap dengan alkohol,
- penyediaan pada segmen tanda kemasukan ke dalam pemasangan (bahagian penyambung tetap saluran paip, yang dipasang di tempat di mana paip mempunyai cawangan atau belokan), sambil mengingati bahawa paip tidak dimasukkan ke hentian maksimum, ia adalah dikehendaki meninggalkan jurang sekurang-kurangnya satu milimeter,
- chamfering hujung paip supaya paip memasuki pemasangan penyambung seketat dan tanpa banyak usaha yang mungkin.

Selepas kerja awal selesai, teruskan terus ke proses pematerian. Tahap kerja seperti paip kimpalan tidak sukar dilakukan dengan tangan anda sendiri. Malah, tugas itu dibahagikan kepada empat peringkat:
- memotong,
- pemanasan ke suhu yang dikehendaki (250 darjah),
- sambungan segmen paip antara satu sama lain,
- penyejukan.
Pemotongan paip dijalankan menggunakan pemotong paip (gunting khas yang diasah dengan baik yang akan membolehkan anda dengan cepat dan tanpa kecacatan memotong bahagian paip dengan tepat saiz yang dikehendaki (jika alat ini tidak tersedia, gergaji besi akan berfungsi).
Kimpalan hendaklah dilakukan dengan sarung tangan kalis haba dan mematuhi peraturan keselamatan untuk mengelakkan lecuran daripada unsur pemanasan besi pematerian. Sebenarnya, ini adalah peringkat kerja yang paling penting, kerana tindakan mesti dilakukan pada kelajuan sedemikian sehingga unsur-unsur yang akan digabungkan tidak mempunyai masa untuk menyejukkan, dan penting untuk mengelakkan herotan semasa dok.

Selepas menyambungkan bahagian paip, adalah penting untuk membetulkan sambungan dengan selamat tanpa menggunakan sebarang beban luaran padanya. Langkah terakhir ialah membenarkan sebatian siap sejuk (sekurang-kurangnya 20 minit).
Seperti yang anda lihat dari proses kerja, pada pandangan pertama ia agak mudah. Ciri pentingnya ialah pengiraan yang betul, kerana sebarang kecuaian yang dilakukan semasa kerja tidak lama lagi boleh memberi kesan yang sangat negatif terhadap kebolehpercayaan sambungan. Paip plastik itu, yang kimpalannya dilakukan oleh tangan yang mahir, tidak perlu dibaiki selama bertahun-tahun.
Kesilapan Kimpalan Paip Biasa
Kesilapan yang dilakukan pada peringkat awal pasti akan muncul pada masa hadapan dan oleh itu adalah penting untuk mengelakkan kelalaian ketika melakukan kerja. Pakar mengenal pasti masalah tipikal yang mungkin timbul pada peringkat kerja yang berbeza:
- penjajaran elemen penghubung yang salah,
- daya yang berlebihan apabila menyambung bahagian paip,
- pemanasan elemen penyambung yang tidak mencukupi,
- terlalu panas alat,
- peranti pemanasan yang dipilih secara tidak betul.

Jika, apabila digabungkan dengan pemasangan PVC, paip tidak dimasukkan ke hentian dalaman, maka jurang akan kekal, yang akan mempunyai tekanan yang kurang. Malah, bahagian sedemikian akan mempunyai ketebalan dinding yang lebih kecil dan diameter dalaman yang lebih besar. Selalunya ralat sedemikian berlaku jika, semasa pemanasan, paip itu sendiri tidak dimasukkan dengan ketat ke dalam dasar muncung elemen kimpalan besi pematerian. Dari luar, kecacatan sedemikian tidak akan ketara, yang merumitkan proses mengesan kecacatan semasa pematerian.
Sebaliknya, penggunaan daya yang berlebihan juga boleh merosakkan elemen pematerian. Dalam kes ini, di antara hujung paip plastik dan hentian dalaman pemasangan penyambung, apa yang dipanggil "burr" akan diperah keluar, yang, apabila bersatu, membentuk cincin yang mengurangkan sifat boleh dilalui. Malah, akan ada halangan yang ketara kepada aliran bendalir.
Pemanasan yang tidak mencukupi bagi elemen penyambung membawa kepada kecacatan dalam mengawan bahan, terutamanya jika kita mengambil kira hakikat bahawa pematerian bahagian paip PVC mesti berlaku dengan cepat, jika tidak, kualiti sambungan akan meninggalkan banyak yang diinginkan.
Semasa kerja sambungan, suhu permukaan kerja muncung kimpalan tidak boleh melebihi 260 darjah, dalam kenaikan tambah / tolak 10 darjah. Ini adalah suhu optimum untuk kerja, dan tanpa mengira diameter paip untuk berfungsi. Tahap pemanasan ini membolehkan anda membuat tekanan dalaman bahan pada titik pateri, yang diperlukan untuk prestasi kerja. Oleh itu, semua tindakan mesti dilakukan dengan cepat, sehingga terlalu panas melampaui batas yang dibenarkan. Dengan mengambil kira ini, penarafan pemanasan seterika pematerian tidak boleh melebihi, walaupun ia menyokong pegangan suhu yang lebih tinggi.

Kesilapan biasa terakhir ialah peralatan yang dipilih secara tidak betul untuk mengimpal paip PVC. Terdapat corak tertentu bahawa kuasa pemanas yang digunakan dalam kerja mesti sepadan dengan sepuluh kali diameter paip plastik. Dalam erti kata lain, untuk memateri paip dengan diameter 50 milimeter, pemanas dengan kuasa 500 watt diperlukan, dan pemanas dengan kuasa 1000 watt diperlukan untuk paip dengan diameter 100 milimeter.
Peralatan kimpalan kelas ekonomi (selalunya dikeluarkan oleh China atau Turki) dicirikan oleh penggunaan komponen tambahan sebagai sebahagian daripada pemanas aluminium. Ini dilakukan untuk menyediakan tahap pemanasan tambahan elemen pemanasan dalam peralatan kimpalan, tetapi ini menetapkan beban yang berlebihan pada rangkaian bekalan kuasa dan kenalan geganti. Inovasi sedemikian tidak terdapat dalam peralatan untuk paip pematerian dari pengeluar yang lebih terkenal, oleh itu, dalam kes ini, kos untuk membeli peralatan profesional yang baik akan lebih daripada membayar dengan kerja berkualiti tinggi.
- Paip dan kelengkapan PVC mestilah daripada pengeluar yang sama. Pertama sekali, ini menyangkut keinginan untuk menjimatkan wang dan pembelian, sebagai contoh, komponen berkualiti baik, tetapi pada masa yang sama, setelah membeli paip Cina murah, jangan mengharapkan suhu lebur menjadi sama. Ada kemungkinan bahawa pada mulanya, semasa pemeriksaan, kecacatan itu tidak akan dikesan, tetapi kemudian kemungkinan besar ia akan dapat nyata sendiri,
- sebelum membeli, ia patut menyemak rejim suhu besi pematerian atau stesen kimpalan. Oleh kerana julat harga kos peralatan adalah sangat luas, anda mungkin ingin menjimatkan wang. Tetapi dalam kes ini, ia tidak boleh dijamin bahawa suhu yang diperlukan 260 darjah Celsius akan dicapai semasa operasi pemanas. Adalah dinasihatkan untuk menyemak keupayaannya dari segi pematerian yang cekap sebelum membeli peralatan. Nasihat sedemikian mungkin kelihatan tidak masuk akal, tetapi ia boleh mengelakkan kerugian wang pada pembelian peralatan yang tidak dapat mengekalkan suhu yang betul,
- ekonomi adalah musuh kualiti. Terdapat contoh apabila sesuatu yang baik tidak mahal, tetapi jika perlu menggunakan besi pematerian untuk kerja yang kerap dengan sejumlah besar bahan, maka lebih baik untuk mematuhi pendapat bahawa lebih baik dan, dengan itu, lebih mahal. peralatan, semakin lama ia akan hidup. Negara asal juga penting. Lebih baik memilih produk daripada pengeluar terkenal. Perkara yang sama berlaku untuk muncung dan alat untuk kerja,
- pastikan kawasan sambungan bersih. Kemasukan walaupun sedikit habuk atau zarah kotoran boleh mengganggu kualiti pematerian. Sudah tentu, ini tidak selalu mungkin, terutamanya apabila menggantikan paip berdiameter besar, yang mungkin tidak berada dalam persekitaran yang bersih, tetapi anda masih harus cuba mengikuti cadangan ini,
- bekerja pada suhu yang betul. Sekiranya cuaca di luar atau di dalam rumah meninggalkan banyak yang diingini, maka harus diingat bahawa kerja tidak boleh dilakukan pada suhu di bawah lima darjah Celsius. Walaupun pada suhu ini, tempoh pemanasan meningkat, dan sendi menjadi rapuh.
Namun, perlu diingati kebenaran lama bahawa kerja berkualiti memerlukan alat yang berkualiti. Ia adalah perlu untuk memberi perhatian kepada semua perkara kecil yang disertakan dan kemudian dalam proses kerja anda akan dapat mengelakkan kemungkinan kesilapan dan akibatnya. Jika anda masih mempunyai soalan tentang cara paip dikimpal, video itu akan menunjukkan prosesnya dengan jelas dan membantu anda menyatukan kemahiran anda.
artikel berkaitan