
Polietileno vamzdžių litavimas baigsis iki galo ir naudojama elektros jungtis
Šiandien produktai iš polimerinių medžiagų yra naudojami daugelyje mūsų gyvenimo ir pramonės šakų. Ypač populiarus yra HDPE - žemo slėgio polietilenas. Ši medžiaga išsiskiria dėl jos patvarumo, ilgaamžiškumo, dėl mažo savitojo svorio lengva įdiegti. Polietileniniai vamzdžiai dažnai duoda vamzdynus įvairiais tikslais. HDPE gaminių suvirinimas atliekamas atskirų ruošinių prijungimui. Šiame straipsnyje mes kalbėsime apie HDPE suvirinimo vamzdžių rūšis ir savybes.
Jungtys
Polietileno vamzdžių sujungimui gali būti naudojami šie metodai:
- Plug-in jungtys. Norint atlikti tokį dulkių tvirtinimą iš HDPE, bus reikalingi plieniniai flanšai. Pagrindinis šio doko principo bruožas - operacijos metu dujotiekis gali būti išardomas.
- Neišimamas. Tokiu atveju išardyti pranešimai neveiks. Norint atlikti tokį ryšį, ruošiniai turi būti suvirinti. Tam galima naudoti vieną iš šių metodų:
- polietileno ruošinių sujungimas su įpurškimu;
- iš HDPE gaminių suvirinimas naudojant movas.
Dujinių vamzdynų surinkimui iš didelės skersmens elementų naudojamos termorezistorinės jungtys ar sandūrinis suvirinimas. Naudojant abu, gaunamas patikimas monolitinis ryšys.
DTPE produktų sujungimas su įpurškimu

DTPE vamzdžių sujungimui reikia suvirinimo įrangos. Dėl to, kad suvirinimo metu papildomos dalys nenaudojamos, diegimo procesas yra daug paprastesnis. Tokiu būdu galima suvirinti tik HDPE ruošinius.
Dėmesio: gaminiai iš HDPE suvirinimo iš gaminio bus surenkami tik su sąlyga, kad tai bus atliekama naudojant vieną siūlę. Dėl to maksimalus jungiamųjų detalių sujungimo ilgaamžiškumas.
Suvirinimas iš polietileno užpakalinių vamzdžių yra veiksmingiausia ir universali technologija, nes tuo pačiu metu medžiaga yra lankstus visą dujotiekį. Šis metodas gali būti naudojamas neatsižvelgiant į naudojamo vamzdyno klodo tipą (tranšėjos, tranšėjos ar atviros).
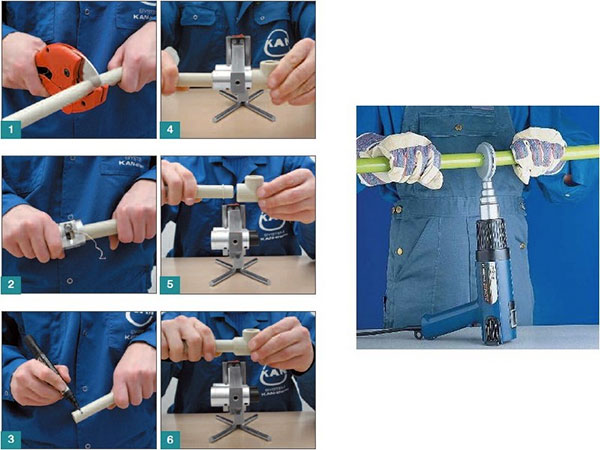
Polietileno vamzdžių litavimas atliekamas tokia tvarka:
- Pirmiausia, suvirinimo įrangos centralizatoriuje turi būti sumontuoti ruošinių galai.
- Kai dalys sumontuotos ir sureguliuotos, naudokite vatą ir alkoholį, kad išvalytumėte dulkes, nešvarumus ir tepalus.
- Tada suvirinti galai yra apdorojami sujungimo prietaisu. Galutinis kirtimas sustabdomas, kai formuojasi vienodi lakštai, kurių storis ne didesnis kaip 0,5 mm. Dabar ruošinį galima išgauti ir patikrinti ranka lygiagretę galus.
- Jei tarp suvirintų paviršių egzistuoja nepriimtinas spragas, reikia pakartoti apkarpymo operaciją.
- Po to, vamzdžių litavimas atliekamas. Norėdami tai padaryti, naudojant šildymo elementą su nelipniu dangčiu, ruošinių galai pašildomi iki reikalingos temperatūros.
- Kai galai pakankamai ištirpsta, suvirinti produktai yra išauginti, taip pat šildymo elementą išimame iš suvirinimo zonos.
- Po to suvirinti galai gali būti uždaryti, o spaustuvo slėgis padidėja, kol pasiekia reikiamą vertę.
- Suvirintą siūlę reikia laikyti slėgiu tam tikrą laiką.
- Po to patikrinama suvirinimo kokybė. Norėdami tai padaryti, įvertinkite grotelių, pločio ir aukščio išvaizdą.
Varžtų suvirinimas iš HDPE

Dujinio sujungimo vamzdžių suvirinimas mufikso metodu atliekamas naudojant specialų suvirinimo įrenginį, vadinamą "lituokliu", taip pat specialių purkštukų, skirtų skersmeniui, rinkinį. Pasirinktas antgalio dydis priklauso nuo suvirintų polietileno vamzdžių skersmens.
Dujotiekio vamzdynų sujungimas iš DTPE atliekamas naudojant jungiamąsias detales. Šių produktų konfigūracija gali būti skirtinga. Jie gali būti kampų, telyčių ar movų pavidalu. Naudojant šį litavimo būdą, ruošinių ir jungiamųjų detalių galai suvirinami.
Svarbu: pagrindinis sujungimo suvirinimo privalumas yra tas, kad jį galima atlikti sunkiai pasiekiamuose vietose, kur sudėtingų ašių pasislinkimas yra sunkus.
Polietileno dalių šildymas atliekamas, sujungiant su ruošiniu su kaitinama metaline suvirinimo elemento dalimi. Jis susideda iš dviejų sukamųjų dalių:
- Šerdis šildo vidinį montavimo paviršių;
- Šildymo vamzdis įkišamas į įvorę.
Norėdami įdiegti šį purkštuvą į lituoklio angą, įvorę ir įtvarą reikia suvynioti kartu.
Polietileninių vamzdžių su maišymo metodu litavimas atliekamas tokiomis paruošiamomis priemonėmis:
- Ruošiniai turi būti supjaustyti naudodami specialius žirkus iki norimo dydžio. Turi būti užtikrinta, kad pjūvis būtų griežtai statmenas produkto išilginei ašiai.
- Prieš liejant, turi būti nuvalyti sujungtų ruošinių galai.
- Norint išvengti nepageidaujamo aušinimo per suvirinimo procesą, vamzdžių galai, kurie šiuo metu nėra prijungti, yra uždaryti su kištukais.
- Po to būtina išvalyti antgalio paviršių suvirintą iš medžiagos dalelių, kurios gali likti po ankstesnio darbo.
Dabar galite pereiti prie labai suvirinimo proceso, kuris atliekamas tokia seka:
- Pirma, purkštukas turi būti šildomas iki suvirinimo temperatūros. Kai vertė pasiekia reikiamą lygį, signalas parodys lituoklio korpuso indikatorių.
- Po to, HDPE vamzdis turi būti įdėtas į rankovę, kol jis sustos. Savo ruožtu montažas pritvirtinamas prie šerdies tiek, kiek tai praeis. Kadangi skersmuo yra šiek tiek kitoks, norint atlikti procedūrą reikės tam tikrų pastangų.
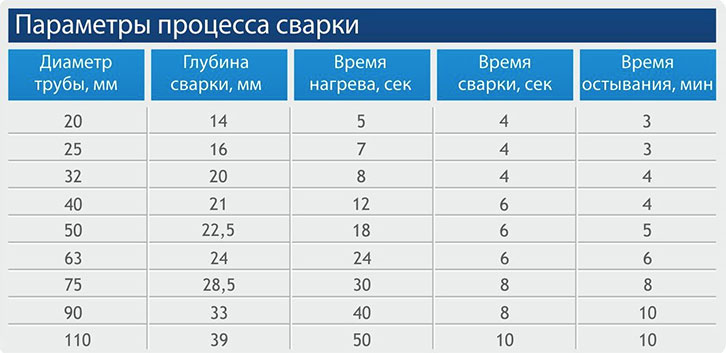
- Mes pasirenkame vamzdžių suvirinimo laiką pagal specialias lenteles, kuriose šis indeksas rodomas skirtingo skersmens produktams.
- dedant vamzdinio elemento ir išleidimą įrengimo perteklių medžiagą iš medienos gabalai paviršiumi, atliekant lydomas, o išstumiamos. Dėl to išilgai suvirintų elementų krašto susidaro žiedinis volas.
- Nuspaudus įkišant detales reikia sustoti tuo metu, kai ruošinys ir montažas pasiekia sustojimą. Labai svarbu laikytis šios sąlygos, nes priešingu atveju ryšys nebus pakankamai stiprus. Kadangi sunku tiksliai nustatyti ruošinio panardinimo gylį, būtina iš anksto įvertinti šią vertę ir pažymėti vamzdį.
- Tada išpurškite suvirintus ruošinius iš purkštuko. Po to vamzdį montuokite taip, kad jis būtų tvirtai pritvirtintas prie žiedo ritinėlio. Leisti prijungtus komponentus atvėsti. Tokiu atveju nesukite jų ir nenukreipkite į juos įvairių mechaninių įtakų.
Elektrofuzijos suvirinimas

Norint atlikti tokį ryšį, reikia specialios elektros movos, į kurią įmontuoti įtaisyti kaitinimo elementai. Jei palyginsite šį suvirinimą su uždanga, tai kainuos daugiau dėl to, kad reikia įsigyti brangių elektros jungčių.
Tačiau ši technika turi savo privalumų:
- Kadangi ant vamzdžių vidinio paviršiaus nėra formos grotelės, dujotiekio pralaidumas nesumažėja.
- Šis suvirinimo būdas yra patogus naudoti ribotoje erdvėje, kur jūs negalite įdiegti viso suvirinimo agregato.
Norint prijungti du užpildus prie tiesiosios dujotiekio dalies, naudokite įprastas elektros jungtis. Tačiau kai kuriais atvejais gali prireikti naudoti elektrifuzinius tešlius ir balnakūnio posūkius. Norint atlikti darbą, jums reikės elektrinio suvirinimo įrenginio.
Suvirinimo procedūra atliekama naudojant suvirintą polietilenu. Tai yra ypatingas produktas, turintis įmontuotus spiralius, kurie naudojami kaip kaitinimo elementai. Tuo pačiu metu dalis iš šildomo spiralinio išlydimo įrenginio medžiagos sujungta su ruošinio polimerine medžiaga, sudarant kietą monolitinį vamzdyną. Beje, spiralė išliko į gautą siūlę amžinai.
Svarbu: elektrifikavimo technologija leidžia gauti aukšto stiprumo junginį. Tačiau dėl didelių šio metodo sąnaudų jis naudojamas dujų ir naftos produktų transportavimui slėgio sąlygomis.
Suvirinimo elektros jungtys atliekamos tokia seka:
- Naudodami specialią pjovimo įrangą, vamzdžiai supjaustomi į tinkamo dydžio gabalus.
- Be to, ruošiniai turi būti išvalyti nuo nešvarumų ir riebalų šalinant suvirinimo vietoje. Tas pats apdorojimas turi būti atliekamas su elektros jungtimi.
- Tada ant vamzdinių elementų yra ženklai, kurie leis kontroliuoti vamzdžio įkišimo į movą gylį.
- Norint išvengti elementų nepageidaujamo aušinimo per suvirinimo procesą, vamzdžių laisvieji galai užslopinami.
- Naudojant specialius laidus suvirinimo įtaisas prijungiamas prie elektros movos, nuspaudžiamas paleidimo mygtukas.
- Po tam tikro laiko prietaisas automatiškai išsijungs, o tai reiškia suvirinimo užbaigimą.
- Tokiu būdu gauti junginiai gali būti naudojami tik po valandos.
Dėmesio: pagrindinė kokybės suvirinimo sąlyga yra dalių judrumas ir aušinimas.
Suvirintoms siūlėms taikomos tokios sąlygos:
- Suvirintojo siūlės žiedinė rutulys turėtų sutapti su ruošiniu padarytu ženklu prieš suvirinimą.
- Leidžiamas vamzdžių segmentų poslinkis vienas kito atžvilgiu yra ne didesnis kaip 10% HDPE elemento sienelių storio.
- Jei suvirinto ruošinio sienelių storis yra ne didesnis kaip 5 mm, kokybinio suvirinimo ritinio aukštis turi būti maždaug 2,5 mm. Jei suvirinimo vamzdžiai sienelės storis 6-20 mm, volelio aukštis turi būti didesnis nei 5 mm.
Renkantis su HDPE ruošinių suvirinimo būdą, būtina atsižvelgti į įmontuotų inžinerinių komunalinių paslaugų eksploatavimo sąlygas. Tik atsižvelgiant į šį veiksnį, galima atlikti patikimą ir kokybišką vamzdyną, kuris visą laiką veiksmingai dirbs.
Statybinių gaminių asortimentas kasmet auga. Rinkoje yra modernių medžiagų, kurios palengvina statybos etapus ir padidina darbuotojų produktyvumą. Planuodami vidines sistemas namuose, vartotojai dažniausiai naudoja vamzdynus su ilgu tarnavimo laiku. Tinkama alternatyva, atitinkanti vartotojų poreikius, yra vidinis ryšys iš plastiko. Kaip prijungti plastikinius vamzdžius?
Kitas tokių technologijų privalumas yra gebėjimas savarankiškai remontuoti arba pakeisti vandens tiekimo ir šildymo tinklus. Kaip prijungti plastikinius vamzdžius vandens tiekimui?
Pažvelkime į tipus

Metalo-plastiko

Polietilenas
Tokie pranešimai yra suskirstyti į porūšius:
- Polietilenas - naudojami pastogėms ir išoriniams maršrutams. Galima jas naudoti aukšto slėgio vamzdžių jungtyse ir esant žemai aplinkos temperatūrai.
- PVC naudojamas remonto išlaidoms sumažinti.
- Metalas-plastikas - labiausiai praktiški produktai, kurių naudingasis tarnavimo laikas yra daugiau nei 50 metų. Idealiai tinka keisti karštą vandenį.
Platus šios medžiagos naudojimas yra dėl daugelio priežasčių. Tokių konstrukcijų teigiamos savybės, o ne metalinės:
- Ilgas tarnavimo laikas.
- Maža korozija.
- Lengva įdiegti.
- Nereikia specialių įgūdžių.
- Aplinkai nekenksminga medžiaga.
- Ekonomiškas ir nebrangus naudojimas.
- Lengva ir lengva transportuoti.
- Neatsparus kenksmingam mikroorganizmų poveikiui.
Jūsų vandens tiekimo sistema

Sankabos agregatas

Polietileniniai modeliai montuojami smaigo metodu arba jungtys / jungiamosios detalės (sukabinimo įtaisas). Kaip prijungti plastikinius vamzdžius vandens tiekimui?
Norint atlikti naujus vandens tiekimo tinklus, PVC ir polietileno gaminiai tinka be armatūros ir armatūros. Paruošimas reikalauja sukurti būsimos vandens tiekimo schemą, nurodant filialų ilgį, jo padėtį ir visas būtinas montavimo detales. Teisingas posūkio ilgio ir skaičiaus apskaičiavimas supaprastins technologiją, padidins užduoties greitį ir užkerta kelią pertvarkymui.

Lituoklis

Truborezas
Norint užsisakyti polietileno jungtis, reikia:
- Lituoklis.
- Truborezas
- Žirklės pjovimui ir pjaustytų galų pjovimo briaunoms.
- Kalkių nuėmiklio popierius
- Sankaba (jei sukabinimo įtaisas)
Šildymo prietaisas yra specialus įtaisas su padu, turinčiu specialius įvairių diametrų purkštukus. Yra įrenginiai, kurie tuo pačiu metu tiekiami su dviem ar daugiau antgalių.
Hidrokomandų klojimo technologijos etapai padės jums išmokti lituoti:
- Matuokite juostą reikiamu ilgiu.
- Iškirpkite pjaustytuvo ilgį.
- Prisukite pjovimo galus. Tai yra svarbus žingsnis litavimo procese. Skyriai turi būti sklandžiai šlifuoti ir išvalyti. Dėl didesnio pasitikėjimo, jūs taip pat galite riebalinti alkoholio tirpalą.
- Mes atsikratome galų. Jei diegiant gyvenimo palaikymo tinklus naudojama movos dalis, tada viename konstrukcijos gale mes sumontuojame movą / montažą ir sušilti kartu su būsimomis grąžinimo į norimą lituoklio skersmens antgalį. Po sušildymo pabaigos nedelsdami prijunkite ir palaukite, kol bus sumontuotas visas aušinimas. Karoliuko buvimas rodo suvirinimo kokybę.
Prašau dėmesio! Instaliuojant šilumos ir vandens tiekimą su jungiamuoju siūlu, griežtai draudžiama laistyti vandenį ar drėgmę į ertmę arba ant paviršiaus. Kai šildomas, vanduo pasisuka į garą, deformuoja plastiko struktūrą, dėl ko ji praranda savo stiprumą.
Ko ieškoti
Litavimo temperatūros režimai aprašyti įrankio instrukcijose. Šiuolaikiškuose gaminiuose įrengiamas automatinis šildymo režimas, priklausomai nuo instaliuoto tinklo dydžio ir suvirinimo gylio. Ankstesniuose laipsniuose šildymo jėga buvo pasirinkta rankiniu būdu.
Kuriomis temperatūromis turėtų būti prijungti plastikiniai vamzdžiai? Su polietileno statramsčių sukibimu mes nustatėme temperatūros reguliatorių apie 220 ° C, o polipropilenui - 260 ° C. Šildymo mechanizme yra indikatorius, rodantis prietaiso parengtį naudoti. Indikatorius šviečia tik šildymo režimu.
Laidojimo trukmė priklauso nuo vamzdyno apskritimo spindulio ir gali būti nuo 5 iki 40 sekundžių. Negalima perkaisti galų. Tai gali sukelti blokavimą sukibimo vietoje.
Jei norite įdiegti vieno dydžio vandens tiekimą, neturėtumėte per daug mokėti už purkštukų skaičiaus ir temperatūros mechanizmo buvimą.
Jei planuojama didelė ilgalaikio gamybinio kiekio apimtis naudojant įvairių dydžių tinklus per visą perimetrą, mes įsigijome universalų įrenginį, kuriame būtų galima prijungti naujausias technines galimybes ir charakteristikas.
Litavimo lakai
Žinoti prisijungimo prie autonominių ryšių technologiją nepakanka. Kokybiškam įrenginiui reikia žinoti daugybę gyvenamųjų skyrų klojimo ir litavimo charakteristikų. Kaip prijungti plastikinius vamzdžius? Siekiant užtikrinti profesionalų technologinių struktūrų surinkimą, būtina prisiminti kai kuriuos ryšio niuansus:
- Lituojamam agregatui suteikiamas sušilimo laikas. Šis laikas yra nuo 5 iki 20 minučių.
- Namų gyvenimo palaikymas turėtų būti atliekamas esant aukštesnei nei nulio temperatūrai.
- Po galų litavimo reikia neleisti, kad jie būtų pasukami ar perkelti, pakanka iškraipymų netaikyti sklandžiai. Jums reikia leisti jiems atvėsti. Jungties slinkimas gali sukelti nutekėjimą ateityje. Aušinimui reikia tiek pat laiko, kol jis lieps.
- Reikiama litavimo priemonės galia 1200 W.
- Namų litavimo laidai skirti lituoti iki 32 cm skersmens. Jei jums reikia surinkti didelės skersmens gaminius, tada įsigijome profesionalų prietaisą, skirtą litavimui.
- Tarp dujotiekio krašto ir vidinio jungties sriegio neturi būti tarpų. Tarpai gali išsilieti esant aukštam vandens slėgiui. Perdaug jėga suspaudžiant elementus gali sumažėti klirensas ertmėje ir pabloginti visos konstrukcijos darbą.
- Po kiekvienos pagamintos pakuotės išpurškite iš purkštuvų likutinę medžiagą. Kadangi purkštukai turi specialią dangą, pašalinkite, kad anglis turėtų būti medinis prietaisas, kad nesusidarytumėte paviršiaus vientisumo. Įbrėžimai ant purkštuko paviršiaus pablogins prietaiso technologines savybes ir padaro jį netinkamu tolimesniam naudojimui.
Ar manote, kaip šildyti?

Šilumos tiekimas turi keletą sunkumų. Šildymo modelių įtaisas gali būti naudojamas patalpose, kuriose yra žemos temperatūros, o tai apsunkina litavimo procesą. Šilumos tiekimo sistemos yra sukurtos priklausomai nuo sistemos tiekiamo vandens temperatūros ir darbinio slėgio. Plastikų naudojimas statyboje padidino našumą ir sumažino reikalingos medžiagos kainą.
Šildymo vamzdžiai yra sustiprinti stiklo pluoštu, todėl šis medžiaga yra patvarus ir patvarus.
Sveikatos ir darbo sąlygos
Atliekame darbus, susijusius su šildymo sistemos šildymo sąnarių, mes laikomės saugos taisyklių, kad būtų išvengta traumų ir nudegimų:
- Mes naudojame specialias apsaugines pirštines.
- Mes laikomės kambario grindų švaros. Diržas neigiamai veikia suvirinimo kokybę ir visos konstrukcijos išvaizdą.
- Lituoklis yra sumontuotas ant plokščio horizontalaus paviršiaus.
- Norėdami pradėti, būtina iš karto po to, kai prietaisas visiškai pašildytas, išjungus paruošimo indikatorių.
- Plunksnelis per visą įrenginį nėra išjungtas iš maitinimo tinklo.
Nei sunku plastikinius vamzdžius lituoti savo rankomis. Liejimo procesas nereikalauja profesionalių įgūdžių ar patirties. Kiekvienas gali savo gyvenamojoje vietoje įdiegti gyvenimo palaikymo tinklus. Būtinos reikalaujamos priemonės sudėtis apima tik litavimo įrenginį. Kiti pagalbiniai įrankiai gali būti pakeisti improvizuotais įrankiais, vamzdžių pjaustytuvu su aštriu peiliu. Vamzdynas iš polietileno konstrukcijų ir PVC yra patikima, patvari ir aplinką tausojanti vandens tiekimo ir šildymo sistema.
Vaizdo įrašas rekomenduojamas: montuojamų polipropileno vamzdžių paslaptys
Naudinga informacija?
Moderni santechnikos rinka patinka vartotojams pasirinkti tinkamiausią variantą, tačiau tuo pačiu metu reikia žinoti medžiagų savybes ir jų montavimo būdus. Dujotiekio kokybė daugiausia priklauso nuo atskirų elementų sujungimo kokybės, patikimiausia, ilgaamžė, hermetiška litavimo.
Lydmetalio variniai vamzdžiai nėra lengva užduotis, jums reikės specialaus įrankioVario vamzdžių tepimas
Varis nėra pigus metalas, bet dujotiekis iš jo turi konkurencinių pranašumų, todėl likusios varinės sistemos gali pakilti. Kompetentingai vykdomas iš vario, užtikrins ilgą ir nerūpestingą vandens paskirstymo gyvenimą visą namo gyvenimą, viršijantį pusę amžiaus. Tokių produktų perdirbimo praktiškumas yra paprastas litavimo procesas - jis yra žemos temperatūros, lengvai atliekamas vietinėje aplinkoje su dujų degikliu arba elektriniu litavimo aparatu.
Įrankių rinkinys
Laidų procese naudojamų įrankių, įrankių ir medžiagų komplektas yra toks:
- priemonės vamzdžių ištraukimui, pjaustymui ir išpjaustymui: ištraukėjas, vamzdžių pjoviklis arba šlifavimo įrankis su ploniausiu disku, skerspjūvis, šlifavimo padas, metalinis šepetys;
- metalo šildymo ir litavimo tirpalo įrankis: degiklio dujos arba elektrinė litavimo dėžė 250 W;
- medžiagos, su kuriomis susidaro jungtis: alavo lydinio srautas ir lydinys su variu, stibiu, sidabru ar kitais priedais;
- pagalbinės medžiagos - servetėlės, skirtos pertekliniam srautui šalinti, atramos, pirštinės, matavimo ir žymėjimo įrankiai.
Variniai vamzdeliai yra prijungti be jungiamųjų detalių - vieno krašto plotis išplečiamas naudojant vamzdžio plėstuvą, į jį įdėtas kitas segmentas. Jungtis šildomas, o siūlę išpilama išlydyta alavo lydmetaliu - gaunamas patikimas sandarus junginys, kuris gali išlaikyti pakankamai aukštą slėgį ir aukštą temperatūrą. Teisingai sumontuoti vario vamzdžius galima suprasti su vykstančio proceso principais:
- prieš pjaustant pjaudami vamzdelius, galus reikia kruopščiai išvalyti, pašalinti visus antbriaunius, o kraštas - į ryškiai geltoną spalvą. Tai turi būti padaryta siekiant pašalinti oksidų iš vario, kurie užkerta kelią litavimo procesui;
- po išdžiūvimo yra padengta specialia kompozicija - srautais, kuris pašalina deguonį, užkirto kelią oksidacijai suvirinimo metu, padeda išlydytam litrui prasiskverbti giliai į sąnarį;
- srauto dangčiai yra vienas ant kito ir šildomi degikliu ar litru. Šiuo atveju litavimo technika skiriasi nuo degiklio darbo tik tada, kai nėra atviros liepsnos;
- į šildomą paviršių po liepsniu, pripildomas litavimas - alavas ištirpsta, įstrigo į sąnarį, tolygiai pasklinda išilgai jungties apskritimo;
- po aušinimo alavo perteklius nukristų, o siūlas bus sandariai uždarytas.
Taryba. Kasdieniniame gyvenime tampa būtina sujungti aliumininius vamzdžius, kurie yra sunkiau apdorojami nei varis. Tam reikės aliuminio lodų ir aliuminio litavimo įrangos - degiklio, galinčio įkaitinti metalą iki 400 ° C. Procedūros ypatumai yra tai, kad srautas nenaudojamas, o litas neleidžiamas į liepsną, tačiau taikomas ant jungties: jis išsilydo nuo sąlyčio su karštu metalu.
Luitiniai vamzdžiai iš polipropileno PVC (plastiko)
Polimeriniai gaminiai tepami žemesnėje nei metalo temperatūroje. Jie bijo atviros liepsnos, todėl suvirinimo metu naudojami specialūs elektriniai litavimo įrankiai, vadinami suvirinimo aparatais.
Suvirinimo produktų iš polipropileno technologija (PP) iš esmės skiriasi nuo darbo su variu. Metalinių sekcijų sujungimas yra vieno gabalo įkišimas į kitą, o tada siūlės sandarinimas minkštesnio metalo suvirinimo būdu. Polipropileno atveju abu segmentai ištirpsta, sumaišomi, visiškai įsiskverbia į kitą, o kai sukietėja, susidaro nepažeistas homogeninis junginys. Toks suvirinimas vadinamas difuzine nuo lotyniško žodžio difuzijos, tai reiškia maišymą. Lituojamasis propileno vamzdis reiškia atlikti tris veiksmus:
- ištirpinkite segmentų galus į minkštą būseną;
- prijunkite vieną su kitu be nereikalingų posūkių;
- palaukite, kol atvėsus, - dėl to susidaro vienoda, vientisa sekcija.
Litavimo vamzdžiai šildymui ir tekančiam vandeniui namuose
Dėl procedūros paprastumo, jie atliekami namuose savo rankose. Tam jums reikia įsigyti:
- suvirinimo aparatas elektrinis suvirintam polipropilenui;
- prietaiso priedai (įtraukti į prietaiso rinkinį);
- veidas;
- jungiamosios detalės;
- aksesuarai: žymeklis, peilis, juostelė.
Propylene vamzdžių suvirinimas savomis rankomis susideda iš sekančių operacijų vykdymo:
- Iškirpti vamzdžiai pagal iš anksto nustatytus matmenis, jei reikia, paruošti jungiamąsias detales.
- Prieštatavo galai - pašalinkite iš viršaus 1-1,5 mm apsauginį sluoksnį. Tai galima padaryti veidų kirpimo mašinoje arba šlifuojant švitriniu popieriumi.
- Paruoškite suvirinimo aparatą - įrengkite purkštukus išilgai vamzdžių skersmens ir įjunkite į tinklą. Polipropilenas išsilydo esant 250 ° C temperatūrai. Įrenginys turi temperatūros relę ir šildymo indikatorių. Kai pasiekiama pageidaujama temperatūra, prietaisas pateikia garsinį arba šviesos signalą, rodantį, kad suvirinimo procesas yra paruoštas.
- Įstatykite vamzdį ir montuokite į tinkamus purkštukus ir laikykitės laiko griežtai laikydamiesi instrukcijų, vengiant perkaitimo ar perkaitimo.
- Nuimkite šildomas dalis nuo purkštukų, tada prisukite, įstatydami vieną elementą į kitą. Šiame etape veiksmai turi būti patikimi ir aiškūs - draudžiama elementus perkelti į priekį ir atgal arba pasukti ašies kryptimi.
- Leiskite polipropilenui atvėsti - tam tikrą laiką palikite konstrukciją be mechaninio poveikio.
- Patikrinkite ryšį vizualiai dėl defektų: jei technologija bus stebima, siūlas bus vienodas ir tvirtas.
Tinkamas didelių DPE polietileno vamzdžių litavimas normaliomis temperatūromis
Jie yra dviejų tipų:
- mažo stiprumo - gaminami pagal didelį slėgį ir gauna mažą tankį;
- didelio stiprio (HDPE) - pagaminti esant žemam slėgiui, bet tampa labai tankus.
Kitas aukšto stiprumo polietileno vamzdžių pavadinimas - DTPE yra de šifikuojamas kaip žemo slėgio polietilenas. Žodžiai "žemas slėgis" pavadinime reiškia sąlygas, kuriomis produktai buvo pagaminti ir nėra taikomi. Žemo slėgio polietilenas (DTPE) naudojamas aukšto slėgio ir temperatūros sąlygomis dujų ar vandens vamzdyne. Tinkamai polistireninio vamzdžio litavimas nėra lengva užduotis.
Nes HDPE produktai yra gaminami įvairių skersmens (20 mm iki 1 m 20 cm) ir kito sienelių storio, yra ne iš jų ryšio metodas ir rūšių įrangos litavimo polietileninių vamzdžių daugybė. Polietileno vamzdžių suvirinimas atliekamas vienu iš šių būdų:
- užpakalis (arba užpakalis);
- varpelio formos;
- elektromobilis.
PE vamzdis užpakalis suvirinimo pramoninei aplinkai yra pagamintas sudėtingos ir brangus mašina su mechanine ar hidrauline pavara. Pilnas aparatai apima kreipiamąsias centravimo, frezą sklandžiai pjovimo krašto, besiliečiantis kaitinimo elementą, krumpliaračiai ir laikmačiai. Pati technologija yra paprasta užpakalis, tačiau naudojama įranga yra ne pigus: nuo suvirinimo aparatas kaina HDPE vamzdžių 250 tūkstančių rublių, ir apie 50 tūkst verta atskiro šildymo elemento vidutinis.
Litavimo schema polietileniniams vamzdeliams, pagamintiems geležies, sunkiai pasiekiamose vietose
Polietileno vamzdžių litavimas vyksta pagal šią schemą:
- sujungti gaminiai įterpiami į vamzdžio suvirinimo aparatą, mn, centre;
- tarp jų yra automatiškai įterpiamas frezą, kuris pjauna tolygiai HDPE, pašalinant žetonų;
- priešingi galai yra sujungiami, vizualiai reguliuojamas kraštų išlyginimas ir sandarumas;
- suvirinti galai nudeginti, tarp jų yra šildymo elementas;
- tam tikru laiku tam tikroje temperatūroje šildomi ir tirpsta galai;
- Šildymo elementas pašalinamas, o laikmatis nustatytas laikotarpis atvėsina ryšį;
- gaunamas tvirtas ryšys, kuris neturi įtakos vamzdyno lankstumui.
Pagrindinis ateina tuo pačiu principu, tačiau prietaisai yra naudojami daugiau paprasta - lituoklio Polietileninių vamzdžių. Verta 30 tūkstančių rublių, tai suvirinimo veidrodis, padengtas teflonu ir pajėgi atlaikyti aukštą temperatūrą - iki 300 ° C
Suvirinimo parametrai polietileno vamzdis užpakalis temperatūros, šildymas laiko ir aušinimo - priklauso nuo skersmens bei sienelių storis, jie yra įdėti ant specialaus stalo suvirintojai. Kad išvengtumėte klaidų daugelyje įrenginių, parametrai nustatomi automatiškai.
Vamzdžių suvirinimas elektros srove yra pramoninis tipas, kuris susideda iš dujotiekio sekcijos sujungimo su sankabos, į kurią tiekiama elektros srovė, temperatūrai pakilti. Elektrinės jungtys polietileno vamzdžiams sunaudoja daug elektros energijos darbe ir laikomos brangesnėmis, tačiau jos padeda tais atvejais, kai neįmanoma naudoti didelės apimties prietaiso. Jie gali būti naudojami namuose.
Vamzdžių litavimas iš sustiprinto polivinilchlorido
Naudodami tą patį aparatą, naudojamą suvirinant polipropileno analogus, galite naudoti litavimo prietaisą. PVC sienelės yra storesnės ir sunkesnės, todėl jų jungtys reikalingos. Jų lydymosi temperatūra yra žemesnė, todėl ši rūšis nenaudojama karšto vandens tiekimui - dūmtraukio sienos deformuojasi veikiant aukštai temperatūrai. Lydymas atliekamas elektros suvirinimo aparatu su antgaliais, ant kurių sulenkami sujungtų gaminių galai. Norint tinkamai prijungti PVC vamzdžius, reikia atlikti keletą dalykų:
- švarūs kraštai;
- armatūra, jei yra, pašalinti;
- lydymosi temperatūra neturi viršyti 200 ° C.
Įrankiai, prietaisai, veiksmų seka yra tokie patys, kaip ir dirbdami su polipropileno pavyzdžiais.
ŽIŪRĖTI VIDEO
Kasdieniniame gyvenime naudojami polipropileno, polietileno arba PVC vamzdžiai dažnai vadinami vieninteliu žodžiu "plastikas", o jų jungties principai yra labai panašūs. Teisingai litavimo vamzdžiai gali ne visi, bet visi gali mokytis.
Vamzdžiai, pagaminti iš plastikų, yra puikus plieno, betono ir kitų pakaitalų nuotekų ir dujotiekių statybai. Polietileno vamzdžių litavimas naudojamas aukštos kokybės viengubai transportui gauti.
Paprastai litavimas atliekamas užpakalinės arba elektrinės sankabos metodu. Abi technologijos turi bendrą fizinį principą. Jis pagrįstas molekulių tarpusavio sugerties veiksmu, iš dviejų susijusių PE arba PVC gaminių paviršių. Tačiau tarp šių dviejų technologijų yra daug skirtingų skirtumų. Norint išplėsti visas uždangalo ir elektrofizinio suvirinimo savybes, mes apsvarstysime juos atskirai.
Technologija vamzdžių suvyniojimo iš polietileno į užpakalį
Slėginių vamzdynų, kanalizacijos ir dujotiekių montavimas yra labiausiai reikalingas prispaudžiamasis litavimas. Norint, kad suvirintos jungtys atitiktų stiprumo charakteristikas, preliminariame etape turėtų būti laikomasi suvirintų dalių sujungimo sąlygų:
- vamzdžių montavimas gali būti atliekamas, jei jie pagaminti iš tos pačios medžiagos;
- suvirinti vamzdžiai turi būti lygūs ir švarūs;
- litavimas vykdomas griežtai derinant PE vamzdžius naudojant centralizatorių.
Pasukdami tiesiai į suvirinimą, turite atsižvelgti į proceso temperatūros režimą. Šiame montavimo darbų etape atsižvelgiama į tai, kad polietilenas, PVC ir kiti panašūs plastikai turi didelį tiesinį ir tūrio padidėjimą kaitinant. Greitas kaitinimas veda prie nelygaus paskirstymo temperatūros, kad susidarytų didelis slėgio kritimas zonos gretimų jungiamųjų kiekis, kuris gali sukelti nepageidaujamų streso koncentracijas, kaip sąnario. Papildoma PE vamzdžių litavimo technologija sumažinama iki šių operacijų:
- Su šildymo elemento, kuris yra įrengtas tarp suvirintų vamzdžių, galai pradeda būti kaitinamas su iš anksto nustatytos temperatūros: vamzdžio IPA - 220 ° C. LDPE - 200 ° C. Šildytuvo galai įjungiami rankiniu būdu. Tada, naudojant hidraulinį spaustuką, jie yra patikimai pritvirtinti prie termoelemento esant 0,6-0,8 kgf / cm² slėgiui.
- Atlaikyti reikiamą laiką, vamzdis yra skiedžiamas vertus, šildytuvas yra pašalinama ir vamzdžių galai prijungti spaudžiama 1.0- 2.0 kgf / cm², priklausomai nuo iš polietileno laipsnio.
- Paskutinė operacija - šaltos siūlės, natūraliai atsitinka, kai slėgis laikomas tam tikrą laiką.
- Technologijos pabaigoje tikrinamas suvirinto junginio stipris, jo dydis ir granulės konfigūracija. Ištraukus vamzdį nuo spaustuvų, jis yra pažymėtas, jam suteikiamas serijos numeris.
Visame procese nuolat stebimas slėgis ir laikas. Keisti ir suderinti šiuos parametrus įvyksta pagal cikloframą.

Elektrofuzijos metodas naudojamas, kai vamzdžiai turi skirtingą sienelių storį. Taikymo sritis: žemo slėgio vamzdynai (drenažas, griovio kanalizacija), prijungimas prie jau įrengto vamzdyno, elementų taisymas ir keitimas. Pagrindinis jungties iš suspaudimo sąnario skirtumas yra geresnis vamzdžių litavimas, žymiai skiriant jų skersmenis.
Kitas tokio litavimo privalumas yra greitis, patogumas ir galimybė juos atlikti mažose vietose. ELECTRO-suvirinimo lydymo principas yra hipotekos vamzdžių galai metalo spirale, o šio proceso technologija yra tokia:
- hDPE arba LDPE vamzdžių galai išvalomi nuo nešvarumų ir nuriebalinti;
- ant vieno iš vamzdžio galų uždedamas elektrinis movas ir prispaudžiamas padėties nustatymo įtaisu;
- po to, kai suderinimas vamzdžio baigiasi mova yra perkeltas atgal taip, kad bendra turėjo jį tiksliai per vidurį;
- sankabos gnybtuose yra įjungta darbinė įtampa, šildymo procesas atliekamas automatiškai;
- litavimo laikyti visiškai pagal indikacijas jungiamųjų skyles iš kurių turi rodomi išlydyto polietilenas;
- siūlo aušinimas turėtų vykti be priverstinio aušinimo visiškai nejudamai.
Plastikiniai vamzdžiai PE ir PVC patogu metalą pakeisti kasdieniame gyvenime ir pramonėje. Tai atsitinka dėl to, kad jie dažnai pranašesnis praeityje tokių savybių kaip didelis garantinį laikotarpį (50 metų) chemiškai neaktyvus medžiagos, gana lengvas montavimas, lengva priežiūra, nedidelių vietos atsparumo linija. Kaip technologijų, reikėtų pažymėti, kad PE vamzdis litavimo apima didelę įtaką kultūros ir montavimo darbų ir geros žinios šiuo klausimu. Šią problemą galima išspręsti rengiant specialistų specializuotų švietimo įstaigų pagrindu.
Vamzdžiai gaminami iš HDPE polietileno, naudojamas beveik visų šiuolaikinių ryšių sistemų, nes vandens tiekimo vamzdynų ir apdailos kanalais ir traukiant kabelį. Jie yra patvarūs, elastingi ir atsparūs dilimui. Tinkamas montavimas vamzdynų sistemos polietileno užtikrinti jų patikimumą net tose vietose, sąnarių vamzdžių segmentus, ir žinios, kaip prijungti vamzdžiai HDPE su savo rankas, sutaupyti pinigų montavimas.
Dujotiekio vamzdynų sistemos tipai
Žemo slėgio polietileno vamzdžiai, pagaminti iš skirtingų funkcijų, kad eiti montuojant šias sistemas:
- Vandens tiekimas,
- Dujos,
- Kanalizacija
- Drenažas
- Vandens šulinių įtaiso korpusas,
- Izoliuojamos galios arba nuoseklaus kabelio.
SVARBU! HDPE vamzdis gali būti naudojamas tiek vidinės komunikacijos ir išoriniame įrenginyje, greitkelių tuo atvirame lauke ir po žeme.
Vamzdžio montavimas į sistemą
HDPE vamzdžiai yra gaminami standartinių ilgių matmenų segmentų - 6 ir 12 metrų, ir į ritinius arba ritėmis dideliu ilgio - iš 100-500 metrų. Montuojant sistemą konkrečioje patalpoje, būtina atlikti šias operacijas:
- Pjovimas (pjovimas) iš polietileno vamzdžių, skirtų litavimo ar montavimo. Ši operacija turi būti atliekamas labai atsargiai, siekiant gauti maksimalų supjaustyti sklandžiai, be plyšių ir šerpetų, statmenomis vamzdžio paviršiaus. Toks supjaustymas gali būti atliekamas padedant:
- Rankinis ar elektrinis vamzdžių pjaustytuvas, kuris sutvarko vamzdžius, kurių skersmuo yra nuo 15 iki 30 mm,
- Vamzdžių, kurių skersmuo nuo 15 iki 160 mm, apskritas pjoviklis
- Vadinamoji "vamzdžio giljotina", naudojama aukštos kokybės pjovimo vamzdžiui sukurti nuo 63 iki 350 mm skersmens,
- Juostinis pjūvis, kuris yra brangiausias profesionalus įrankis, gali sukurti švarius ir sklandžius iki 1600 mm skersmens vamzdžių gabalus.
- Perkant didelių vamzdžių filmuotą medžiagą, reikia ištiesti žiedų tiesimą tiesiais ilgiais. Sunkumas yra tas, kad taisant vamzdį galite jį netyčia sugadinti. Čia būtina prisiminti, kad vamzdžio medžiaga yra HDPE, kuris yra termoplastinis polimeras. Todėl, norint šiek tiek pakeisti formą, pakanka trumpą laiką laikyti daiktus šiltoje vietoje (šildomame kambaryje, saulėje) arba įpilti karštu vandeniu. Po to jie lengvai pasisuks.
- Kojos susidarymas lenkdamas tiesias linijas. Šiuo atveju reikalingas didesnis tam tikros zonos šildymas nei tada, kai lankas ištiesintas. Norėdami tai padaryti, naudokite tą patį karštą vandenį, plaukų džiovintuvą arba paprastą dujų degiklį.
DĖMESIO! Jei norite sulenkti HDPE vamzdį, jis turėtų būti šildomas labai atsargiai, nes su mažu kaitinimu jis gali sulaužyti lenkimą, o per aukšta temperatūra gali ją sugadinti.
Ryšio būdai
Polietileno vamzdžių sujungimo būdai gali būti suskirstyti į dvi pagrindines grupes: montavimas su papildomomis dalimis (movos ir jungiamosios detalės) ir tiesioginis sujungimas.
Suvirinimas
Suvirinimo siūlai yra ilgalaikis nuolatinis junginys su visišku sandarinimu, atsparus sunkioms medžiagoms. Litavimas taikomas vamzdžiams, kurių skersmuo didesnis kaip 50 mm, ir reikalingas specialus suvirinimo aparatas.
Dujinio vamzdžio segmentų suvirinimas gali būti atliekamas:
- Sėkla Šiuo atveju reikalingas ypatingas sluoksnių lygumas ir jų poslinkis tarpusavyje ne daugiau kaip 10% vamzdžio sienelių storio. Darbas vyksta nuosekliai:
- Vamzdžių sekcijos valomos iš visų teršalų ir nuriepiamos (pvz., Alkoholis ar kitos medžiagos),
- Abu galai šildomi iki polimero klampos,
- Vamzdžio detalės yra prijungtos prie slėgio ir pastovios paskirties, kol visiškai atšaldomos. Tokiu atveju reikia užtikrinti, kad siūlelis būtų lygus, be ertmių ir iškyšų, kad būtų užtikrintas jo patikimumas.
- Naudojant elektrinį suvirintą movą. Taip pat reikia mašiną dirbti su tokiais movos, kurie turi įmontuotą ritė ir gali greitai lydosi, kai jis yra šildomas:
- Išvalyti ir riebaluoti vamzdžio galai tvirtinami prie movos,
- Galinis įtaisas prijungtas prie spiralinių rezultatų iki jo lydalo,
- Vamzdis tvirtinamas, kol jis visiškai atvės.
Kaip tai padaryti, pažvelkite į vaizdo įrašą.
SVARBU! Suvirinti sujungimai dažniausiai naudojami ankštose erdvėse, kur paprastas suvirinimo sunku: sukurti rėmus ar remontuoti jau įdiegtų sistemų, šulinių ir tt
montavimas
Pagal tiesioginiam montavimui reikšti išplėšiamų sąnarių kūrimą su visais turimais tipų jungiamųjų detalių pagalba, movos, alkūnės, trišakiai, kilnojamąjį segmentą 4, ir tt Tokie junginiai paprastai yra atliekami sistemų, kurios nereikalauja superprochnogo sumontuoti sąnarius arba tose srityse, kurios gali prireikti išmontavimo ir remonto (pvz, privatus namo išorės drėkinimo sistemos vasaros laikotarpiu).
Neribotas diegimas gali būti atliekamas šiais būdais:
- Vamzdžio jungtis per lizdai išdėstyti ant jų, įrengtas su sandarinimo žiedais, prie kurio yra pakankamai tiesiog klijuoti atitinkamus vamzdžių elementai tarpusavyje ir spaudžiamas pat.
- Suspaudimo elementų montavimo jungtis vyksta keliais etapais:
- užveržimo veržlė priveržiama ant vamzdžio pjovimo;
- vamzdis tvirtai uždedamas ant montavimo įtaiso;
- užveržimo veržlė prisukama raktų pagalba.
Susiję straipsniai















