
ಅನಿಲ ಕೊಳವೆಗಳನ್ನು ಸರಿಯಾಗಿ ಸಂಪರ್ಕಿಸುವುದು ಹೇಗೆ. ಅನಿಲ ಪೈಪ್ಗಳನ್ನು ಹೇಗೆ ಸಂಪರ್ಕಿಸುವುದು
ತಂತ್ರಜ್ಞಾನದ ಅಭಿವೃದ್ಧಿಯೊಂದಿಗೆ, ಒಂದು ನಿರ್ದಿಷ್ಟ ರೀತಿಯ ವಸ್ತುವು ಕಡಿಮೆ ಬಳಕೆಯಲ್ಲಿದೆ. ಅದೇ ಕಾರ್ಯಗಳನ್ನು ಕಾರ್ಯಗತಗೊಳಿಸಲು ಅನೇಕ ಪರಿಹಾರಗಳನ್ನು ಬಳಸಬಹುದು. ಇದು ಸಂವಹನದ ನಿರ್ಮಾಣ ಮತ್ತು ಲೇಪನ ಎರಡಕ್ಕೂ ಅನ್ವಯಿಸುತ್ತದೆ. ಮೊದಲನೆಯದಾಗಿ, ಅನಿಲ ಕೊಳವೆಗಳನ್ನು ಹೇಗೆ ಸಂಪರ್ಕಿಸಬೇಕು ಎಂಬುದನ್ನು ನೀವು ತಿಳಿದುಕೊಳ್ಳಬೇಕು. ಲೇಖನವು ಸಂಪರ್ಕ ಮತ್ತು ತಂತ್ರಜ್ಞಾನದ ಪ್ರಕಾರಗಳ ಬಗ್ಗೆ ನಿಮಗೆ ತಿಳಿಸುತ್ತದೆ.
ಕೊಳವೆಗಳ ವಿಧಗಳು
ಒಂದು ನಿರ್ದಿಷ್ಟ ಬಿಂದುವಿಗೆ, ತಡೆರಹಿತ ಲೋಹದ ಕೊಳವೆಗಳನ್ನು ಅನಿಲ ಮುಖ್ಯಕ್ಕಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ. ಆದರೆ ಅವುಗಳ ಸೇವೆಯ ಜೀವನವು ಅವಕ್ಷೇಪನ ಮತ್ತು ಇತರ ಅಂಶಗಳ ಕಾರಣದಿಂದಾಗಿ ಅವುಗಳು ಒಡ್ಡಲ್ಪಡುವ ನಾಶಕಾರಿ ಪರಿಣಾಮಗಳಿಂದ ಸೀಮಿತವಾಗಿರುತ್ತದೆ. ಆದ್ದರಿಂದ, ಅವರ ಜೊತೆಯಲ್ಲಿ ಸಹ ಅನ್ವಯಿಸಲು ಪ್ರಾರಂಭಿಸಿದರು:
- ಪಾಲಿಥಿಲೀನ್. ಮೆಟಲ್ ಗಣಿಗಾರಿಕೆಗಿಂತ ಉತ್ಪಾದನೆಯಲ್ಲಿ ಹೆಚ್ಚು ಅಗ್ಗವಾಗಿದ್ದು, ವಸ್ತುವು ವಿನ್ಯಾಸದ ಒತ್ತಡಕ್ಕೆ ಮುಖ್ಯವಾಗಿ ನಿರೋಧಕವಾಗಿದೆ. ಹೆಚ್ಚಿನ ಸ್ಥಿತಿಸ್ಥಾಪಕತ್ವ, ಹಾಗೆಯೇ ಕೀಲುಗಳ ಬಿಗಿತ ಮಣ್ಣಿನಲ್ಲಿ ಬಹಳ ಉಪಯುಕ್ತವಾಗಿದೆ, ಇವು ಸವೆತದಿಂದ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಹೊಂದಿವೆ. ಪ್ಲಾಸ್ಟಿಕ್ ಒಂದು ಅವಾಹಕವಾಗಿದೆ, ಆದ್ದರಿಂದ ಇದು ಪ್ರಸ್ತುತವನ್ನು ನಡೆಸುವುದಿಲ್ಲ. ವಿದ್ಯುತ್ ನೆಟ್ವರ್ಕ್ನ ಸಮಸ್ಯೆಗಳ ಸಂದರ್ಭದಲ್ಲಿ ಇದು ಸುರಕ್ಷತೆಯ ಭರವಸೆಯಾಗಿದೆ.
- ರಬ್ಬರ್. ಹೆಚ್ಚಿನ ಮಟ್ಟಿಗೆ, ಈ ವಸ್ತುವು ಗ್ರಾಹಕನೊಂದಿಗೆ ಕೇಂದ್ರ ಚಾನಲ್ ಅನ್ನು ಸಂಪರ್ಕಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ, ಇದು ಬಾಯ್ಲರ್, ಗ್ಯಾಸ್ ಕಾಲಮ್ ಅಥವಾ ಯಾವುದೋ ಆಗಿರುತ್ತದೆ. ಸೂರ್ಯನ ಬೆಳಕನ್ನು ಒಡ್ಡುವ ಕಾರಣದಿಂದಾಗಿ ಕುಸಿಯಲು ಸಾಧ್ಯವಿಲ್ಲ ಎಂದು ಸಂಯೋಜನೆಯನ್ನು ಆಯ್ಕೆ ಮಾಡಲಾಗಿದೆ.
- ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್. ಹೆಚ್ಚು ನಿಖರವಾಗಿರಲು, ಈ ವಸ್ತುವಿನಿಂದ ಬ್ರೇಡ್ ಅನ್ನು ತಯಾರಿಸಲಾಗುತ್ತದೆ. ಆಂತರಿಕ ತೋಳು ಒಂದು ಪಿವಿಸಿ ತೋಳು.
- ಕಾಪರ್. ಬಹಳ ಹಿಂದೆಯೇ, ಕಡಿಮೆ ಒತ್ತಡದ ಚಾನಲ್ಗಳಿಗೆ ಅಧಿಕೃತವಾಗಿ ಅನುಮೋದಿಸಲಾಗಿದೆ. ಪ್ರಯೋಜನಗಳು ನೀರು ಮತ್ತು ಇತರ ವಸ್ತುಗಳ ನಾಶಕಾರಿ ಪರಿಣಾಮಗಳಿಗೆ ಪ್ರತಿರೋಧ.

ಉತ್ಪನ್ನದ ಆಯ್ಕೆಯು ನಿರ್ದಿಷ್ಟ ಪರಿಸ್ಥಿತಿಗಳು ಮತ್ತು ಈಗಾಗಲೇ ಸ್ಥಾಪಿತವಾದ ವ್ಯವಸ್ಥೆಯನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ.
ಸಂಪರ್ಕದ ಮಾರ್ಗಗಳು
ಪೈಪ್ಗಳ ಪಟ್ಟಿಮಾಡಿದ ಪ್ರತಿಯೊಂದು ವಿಧಗಳು ಒಂದು ಅಥವಾ ಹೆಚ್ಚಿನ ರೀತಿಯಲ್ಲಿ ಸ್ಪಷ್ಟಪಡಿಸಬಹುದು. ಮುಖ್ಯದಲ್ಲಿ ಇವುಗಳನ್ನು ಗುರುತಿಸಿ:
- ಥ್ರೆಡ್ ಮಾಡಲಾಗಿದೆ. ಅತ್ಯಂತ ಸಾಮಾನ್ಯವಾದದ್ದು, ಮೀಟರ್ನಿಂದ ಪೈಪ್ಲೈನ್ನ ಸಣ್ಣ ಭಾಗಗಳನ್ನು ಜೋಡಿಸಲು ಅಥವಾ ಹಾಕುವ ಉದ್ದೇಶದಿಂದ. ನೈಸರ್ಗಿಕ ಅಥವಾ ಕೃತಕ ಮೂಲದ ಹೆಚ್ಚುವರಿ ಸೀಲಿಂಗ್ ಸಾಮಗ್ರಿಗಳ ಬಳಕೆಯಿಂದ ಇದನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ.
- ಬೆಸುಗೆ ಹಾಕುವಿಕೆ. ಇದು ಪಾಲಿಥಿಲೀನ್ ಮಾಡಿದ ಪೈಪ್ಗಳಿಗೆ ಮತ್ತು ಕೆಲವು ಸಂದರ್ಭಗಳಲ್ಲಿ ಮತ್ತು ಅನ್ವಯಿಸುತ್ತದೆ ತಾಮ್ರ . ಮಾಜಿ ವಿಷಯದಲ್ಲಿ ವೃತ್ತಿಪರ ಸಾಧನಗಳ ಲಭ್ಯತೆಯ ಅಗತ್ಯವಿರುತ್ತದೆ, ಇಲ್ಲದೆಯೇ ಕ್ರಿಯಾಶೀಲವಾಗಿ ಕ್ರಮ ಕೈಗೊಳ್ಳಲು ಅಸಾಧ್ಯ. ಇದನ್ನು ಹೆಚ್ಚಾಗಿ ದೊಡ್ಡ-ವ್ಯಾಸದ ಪ್ರಮುಖ ಕೊಳವೆಗಳಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ, ಅಲ್ಲಿ ಮತ್ತೊಂದು ವಿಧಾನವನ್ನು ಬಳಸುವ ಸಾಧ್ಯತೆ ಇಲ್ಲ.
- ವೆಲ್ಡಿಂಗ್. ಲೋಹದ ಕೊಳವೆಗಳಿಗೆ ಇದನ್ನು ಆಟೊಜೆನ್ ಅಥವಾ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರದೊಂದಿಗೆ ಮಾಡಬಹುದು. ಹಿಂದಿನ ಸಂದರ್ಭದಲ್ಲಿ, ಬೆಸುಗೆ ಹಾಕಬೇಕಾದ ಭಾಗಗಳಲ್ಲಿ ಒತ್ತಡ ಸಂಭವಿಸುವ ಕಡಿಮೆ ಸಾಧ್ಯತೆ ಇರುತ್ತದೆ. ಸೀಮ್ ನಯವಾದ ಮತ್ತು ಗಾಳಿ ಬೀಸುತ್ತದೆ. ಈ ಫಲಿತಾಂಶವನ್ನು ಸಾಧಿಸಲು ಎರಡನೆಯ ಆಯ್ಕೆಯನ್ನು ಬಳಸುವಾಗ ಸ್ವಲ್ಪ ಕಷ್ಟ, ಆದರೆ ವೃತ್ತಿಪರರಿಗೆ ಇದು ಸಾಧ್ಯವಿದೆ.
- ಕಿಕ್ಕಿರಿದ. ಇದು ಟ್ರಂಕ್ ಕೊಳವೆಗಳಲ್ಲಿಯೂ ಕೂಡಾ, ರೇಖೆಯು ಕಡಿತಗಾರನಿಗೆ ಪಕ್ಕದಲ್ಲಿದೆ ಮತ್ತು ಆ ಮನೆಗೆ ಪ್ರವೇಶಿಸಬೇಕಾದ ಸ್ಥಳಗಳಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ. ಇದು ಎರಡು ಉಂಗುರಗಳ ಸಹಾಯದಿಂದ ಒಂದು ಜೋಡಣೆಯನ್ನು ಹೊಂದಿದೆ, ಅದರ ನಡುವೆ ಸೀಲಾಂಟ್ ಅನ್ನು ಹಾಕಲಾಗುತ್ತದೆ, ನಂತರ ಅವುಗಳು ಬೊಲ್ಟ್ ಮತ್ತು ಬೀಜಗಳೊಂದಿಗೆ ಬಿಗಿಗೊಳಿಸುತ್ತವೆ.
- ಸೆಟ್. ಬದಲಿಗೆ ಸಂಕೀರ್ಣವಾದ ವಿಧಾನ. ಫೀಡ್ ನಿಲ್ಲಿಸದೆ, ಮತ್ತು ಇಲ್ಲದೆ, ಎರಡೂ ಒತ್ತಡದಲ್ಲಿ ಮಾಡಬಹುದು. ಮೊದಲ ರೂಪಾಂತರದಲ್ಲಿ, ಆಟೋಜೆನ್ ಸ್ವತಃ ಜ್ವಾಲೆಯಿಂದ ಹೊರತೆಗೆಯುವ ವಿಧಾನವನ್ನು ಹಿಂದೆ ಬಳಸಲಾಗಿತ್ತು. ಇಲ್ಲಿಯವರೆಗೂ, ಗಣಕಯಂತ್ರಗಳು ಮತ್ತು ಪರಿಕರಗಳನ್ನು ಅಭಿವೃದ್ಧಿಪಡಿಸಲಾಗಿದೆ ಅದು ಕಾರ್ಯವನ್ನು ಸರಳವಾಗಿ ಸರಳಗೊಳಿಸುತ್ತದೆ ಮತ್ತು ಸುರಕ್ಷತೆಯನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ.
ಗಮನ ಕೊಡಿ! ಸ್ವತಂತ್ರವಾಗಿ ಕೆಲವು ವಿಧದ ಅಭಿವ್ಯಕ್ತಿಗಳನ್ನು ಮುಕ್ತವಾಗಿ ಜಾರಿಗೆ ತರಬಹುದು. ಆದರೆ ವಿಶೇಷವಾಗಿ ಎರಡನೆಯದರ ಬಗ್ಗೆ, ವಿಶೇಷ ಸಹಾಯದ ಅಗತ್ಯವಿದೆ. ನಿಮಗೆ ಅಗತ್ಯವಿರುವ ಕೌಶಲಗಳು ಇಲ್ಲದಿದ್ದರೆ, ನೀವು ಮತ್ತು ನಿಮ್ಮ ಸುತ್ತಲಿರುವ ಇತರರಿಗೆ ಸರಿಪಡಿಸಲಾಗದ ಹಾನಿ ಉಂಟುಮಾಡಬಹುದು.
ಥ್ರೆಡ್ ಸಂಪರ್ಕ

ಈ ವಿಧಾನವನ್ನು ಲೋಹದ ಕೊಳವೆಗಳ ಮಧ್ಯಂತರ ಮತ್ತು ಅಂತ್ಯ ವಿಭಾಗಗಳೆರಡಕ್ಕೂ ಬಳಸಲಾಗುತ್ತದೆ. ಮೊಳಕೆಯಲ್ಲಿ ಯಾವುದೇ ದಾರವಿಲ್ಲದಿದ್ದರೆ, ಅದನ್ನು ಮೊದಲು ಕತ್ತರಿಸಬೇಕು. ಇದನ್ನು ಮಾಡಲು, ನಿಮಗೆ ಈ ಉಪಕರಣಗಳು ಬೇಕಾಗುತ್ತವೆ:
- ಕ್ಲಿಪ್;
- ಲೆರ್ಕಾ;
- ನಯಗೊಳಿಸುವಿಕೆ;
- ಫೈಲ್.

ಕೆಲಸವನ್ನು ಪ್ರಾರಂಭಿಸುವ ಮೊದಲು, ಕಟ್ ಎಷ್ಟು ಇರಬೇಕೆಂದು ನೀವು ನಿರ್ಧರಿಸಬೇಕು. ಇದು ಎಲ್ಲಾ ಮೆದುಗೊಳವೆ ನಿಂದ ಅಳವಡಿಸುವ ಅಥವಾ ಅಡಿಕೆ ಸಂಪರ್ಕಿಸುವ ಅವಲಂಬಿಸಿರುತ್ತದೆ. ಈ ಅನುಕ್ರಮವು ಹೀಗಿದೆ:
ಪೈಪ್ನಲ್ಲಿ ತಂತ್ರಜ್ಞಾನವನ್ನು ಕತ್ತರಿಸುವ ಬಗ್ಗೆ ಹೆಚ್ಚು ಓದಿ.

ಮುಂದೆ, ಭವಿಷ್ಯದ ಜಂಟಿ ಅನ್ನು ನೀವು ಮುಚ್ಚಬೇಕು. ಎಲ್ಲಾ ಕಾರ್ಯಾಚರಣೆಗಳ ಪ್ರಾರಂಭಕ್ಕೂ ಮುಂಚೆಯೇ ತಿರುಗುವಿಕೆಯು ತಿರುಗುವುದಿಲ್ಲ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು, ಫೈಲ್ ಅಥವಾ ತಂತಿಗಳನ್ನು ಬಳಸಿ ಥ್ರೆಡ್ನಲ್ಲಿ ಲಂಬವಾದ ಗುರುತುಗಳನ್ನು ಮಾಡಲು ಅದು ಅಗತ್ಯವಾಗಿರುತ್ತದೆ. ಇದಕ್ಕಾಗಿ, ಒಂದು ತುಂಡು ಅಥವಾ ವಿಶೇಷ ಟೆಫ್ಲಾನ್ ಟೇಪ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಎರಡನೆಯದು ಸಾಮಾನ್ಯವಾಗಿ ನೀರಿನ ಕೊಳವೆಗಳಲ್ಲಿ ಬಳಸುವ ದಟ್ಟವಾಗಿರಬೇಕು.

ಅಗಸೆ ಚೆನ್ನಾಗಿ ಹರಡಬೇಕು. ಮುಖ್ಯ ಭೂಶಿರದಿಂದ ಸಣ್ಣ ದಂಡವನ್ನು ಬೇರ್ಪಡಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಎದ್ದಿರುತ್ತದೆ. ಯಾವ ನಿರ್ದಿಷ್ಟ ಪ್ರಮಾಣದ ಅಗತ್ಯವಿದೆ ಪ್ರಾಯೋಗಿಕವಾಗಿ ನಿರ್ಧರಿಸಬೇಕು. ಕಟ್ ಅನ್ನು ಥ್ರೆಡ್ ಮಧ್ಯದಲ್ಲಿ ಇರಿಸಲಾಗುತ್ತದೆ. ಒಂದು ತುದಿ 2 ಸಂಪೂರ್ಣ ತಿರುವುಗಳು. ಅದರ ನಂತರ, ತುದಿಗಳು ಒಂದಕ್ಕೊಂದು ಛೇದಿಸುತ್ತವೆ, ಒಬ್ಬನು ಇನ್ನೊಂದರ ಅಡಿಯಲ್ಲಿ ಹೊಂದಿಕೊಳ್ಳುತ್ತಾನೆ ಮತ್ತು ಮತ್ತೊಂದು ತಿರುವು ತಯಾರಿಸಲಾಗುತ್ತದೆ. ನಂತರ ಎರಡು ಭಾಗಗಳನ್ನು ತಿರುಗಿಸಿ. ಇಡೀ ಮೇಲ್ಮೈಯನ್ನು ಸೀಲಿಂಗ್ ಪೇಸ್ಟ್ನಿಂದ ಅಲಂಕರಿಸಲಾಗುತ್ತದೆ. ಅಗತ್ಯವಾದ ಭಾಗಗಳು ಸಂಪರ್ಕಗೊಂಡಿವೆ:


ಗಮನ ಕೊಡಿ! ಕೆಲವು ಪ್ರದೇಶಗಳಲ್ಲಿ, ಹೆಣೆಯಲ್ಪಟ್ಟ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ನೊಂದಿಗೆ ಮೆತುನೀರ್ನಾಳಗಳ ಬಳಕೆ ನಿಷೇಧಿಸಲಾಗಿದೆ. ಬಲವಾದ ಬಾಗುವಿಕೆಯೊಂದಿಗೆ, ಒಳ ಭಾಗವು ಹಾನಿಯಾಗಿದೆ ಮತ್ತು ಸೋರಿಕೆ ಪತ್ತೆ ಹಚ್ಚುವುದು ಕಷ್ಟಕರವಾದ ಕಾರಣ. ಅದನ್ನು ತೊಡೆದುಹಾಕಲು ಸಕಾಲಿಕವಾಗಿಲ್ಲದಿದ್ದರೆ, ಪರಿಣಾಮಗಳು ದುರಂತವಾಗಬಹುದು. ಇತರ ಸಂದರ್ಭಗಳಲ್ಲಿ, ಬಿಳಿಯ ಪಿವಿಸಿ ಮೆತುನೀರ್ನಾಳಗಳ ಬಳಕೆಯನ್ನು ಅನುಮತಿಸುವುದಿಲ್ಲ ಮತ್ತು ಕಪ್ಪು ರಬ್ಬರ್ ಅನ್ನು ಮಾತ್ರ ಖರೀದಿಸುವ ಅಗತ್ಯವಿರುವುದಿಲ್ಲ.
ವೆಲ್ಡ್ಡ್ ಸಂಪರ್ಕ

ಲೋಲ್ಡ್ ಕೊಳವೆಗಳು ಮತ್ತು ಪಾಲಿಎಥಿಲಿನ್ ಪದಾರ್ಥಗಳೆರಡಕ್ಕೂ ಒಂದು ವೆಲ್ಡ್ ಜೋಡಣೆಯ ಪರಿಕಲ್ಪನೆಯನ್ನು ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ. ಮೊದಲ ಸಮಸ್ಯೆಯನ್ನು ಪರಿಹರಿಸಲು, ಆರ್ಕ್ ವಿಧಾನವು ಈ ಮುಂದಿನ ಉಪಕರಣಗಳನ್ನು ಅಗತ್ಯವಿರುತ್ತದೆ:
- ಇನ್ವರ್ಟರ್ ಅಥವಾ ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರ;
- ವಿದ್ಯುದ್ವಾರಗಳು;
- ರಕ್ಷಣಾತ್ಮಕ ಮುಖವಾಡ;
- ಕೈಗವಸುಗಳು;
- ಮಲ್ಲೆಸ್ ಅಥವಾ ಹೊಲಿಗೆಯ ಬ್ರಷ್.
ಕೃತಿಗಳು ಈ ರೀತಿಯಾಗಿ ನಡೆಸಲ್ಪಡುತ್ತವೆ:
- ಸಾಧ್ಯವಾದರೆ, ಕೆಲಸದ ಪರದೆಯನ್ನು ಸರಿಯಾಗಿ ಸರಿಪಡಿಸುವುದು ಉತ್ತಮ. ಮಾಸ್ಟರ್ಗೆ ಹೆಚ್ಚಿನ ಅನುಕೂಲಕ್ಕಾಗಿ ಇದು ಅವಶ್ಯಕವಾಗಿದೆ.
- ಸಂಪೂರ್ಣ ಬಿಗಿತವನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಪೈಪ್ಗಳ ನಡುವೆ 2 ಮಿಮೀ ಅಂತರವಿರುತ್ತದೆ. ಇದು ಹರಿಯುವ ಲೋಹದ ತುದಿಗಳಿಗೆ ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯನ್ನು ಅನುಮತಿಸುತ್ತದೆ.
- ಇದನ್ನು ಹಲವಾರು ಹಂತಗಳಲ್ಲಿ ಸಣ್ಣ ಹೊಲಿಗೆಗಳಿಂದ ಸರಿಪಡಿಸಲಾಗುತ್ತದೆ.
- ಮುಖ್ಯ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಎಲೆಕ್ಟ್ರೋಡ್ ಅನ್ನು ಕೆಳಗಿನಿಂದ ಮೇಲಕ್ಕೆ ಎಳೆಯಬೇಕು.
- ಮಿತಿಮೀರಿದವು ಇಲ್ಲ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಮುಖ್ಯವಾಗಿದೆ. ಇದರ ಪರಿಣಾಮವು ಜಂಟಿಯಾಗಿ ಅನವಶ್ಯಕ ಒತ್ತಡವನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ, ಅಲ್ಲದೇ ಹತ್ತಿರದ ಲೋಹವನ್ನು ಬರೆಯುತ್ತದೆ.
- ಕೆಲವು ಗುರುಗಳು ಎರಡು ಸ್ತರಗಳನ್ನು ವಿಧಿಸುತ್ತಾರೆ. ಒಂದು ಜಾಗವನ್ನು ತುಂಬಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ, ಮತ್ತು ಎರಡನೆಯದು ವಿಮೆ ಮಾಡುವುದು.
- ತಕ್ಷಣವೇ ಪ್ರಮಾಣದ ಮಿಶ್ರಣ ಮಾಡಬೇಡಿ. ನೀವು ಕನಿಷ್ಟ 15 ಸೆಕೆಂಡುಗಳ ಕಾಲ ಕಾಯಬೇಕು. ಹೀಗಾಗಿ, ಅಗತ್ಯವಾದ ಸೆಳೆಯುವಿಕೆಯು ಸಂಭವಿಸುತ್ತದೆ ಮತ್ತು ಮೈಕ್ರೊ ಕ್ರಾಕ್ಗಳು ಇರುವುದಿಲ್ಲ.

ಗ್ಯಾಸ್ ವೆಲ್ಡಿಂಗ್ ಸಾಧನಗಳನ್ನು ಬಳಸುವಾಗ, ಮೇರುಕೃತಿಗಳನ್ನು ಸರಿಪಡಿಸಲು ಅವಶ್ಯಕವಾದದ್ದು ಹಿಂದಿನ ಪ್ರಕರಣದಂತೆಯೇ ಇರುತ್ತದೆ.
- ಮೊದಲನೆಯದಾಗಿ ಆಮ್ಲಜನಕದ ಸಿಲಿಂಡರ್ನಿಂದ ಪ್ರವಾಹವನ್ನು ತೆರೆಯುವುದು, ನಂತರ ಅಸೆಟಲೀನ್ ಅನಿಲದೊಂದಿಗೆ.
- ಮೆತುಗಳಲ್ಲಿ ಗಾಳಿಯು ಇದ್ದರೆ, ಫ್ಯೂಸ್ ತಕ್ಷಣ ಸಂಭವಿಸುವುದಿಲ್ಲ.
- ಅಗತ್ಯವಿರುವ ಮೌಲ್ಯಕ್ಕೆ ಜ್ವಾಲೆಯು ಸರಿಹೊಂದಿಸಲಾಗುತ್ತದೆ.
- ವೆಲ್ಡಿಂಗ್ ಸೈಟ್ ಚೆನ್ನಾಗಿ ಬೆಚ್ಚಗಾಗುತ್ತದೆ.
- ಅದರ ನಂತರ, ವಿಶೇಷ ವಿದ್ಯುದ್ವಾರವನ್ನು ಬೆಳೆಸಲಾಗುತ್ತದೆ. ಇದು ಮುನ್ನಡೆಸಲು ಅವಶ್ಯಕವಾದ ಕಾರಣ ಇದು ಒಳಹರಿವಿನಿಂದ ಉಂಟಾಗುತ್ತದೆ, ಆದರೆ ಕೆಳಗೆ ಹರಿಯುವುದಿಲ್ಲ.
- ಪ್ರಕ್ರಿಯೆಯ ಕೊನೆಯಲ್ಲಿ, ಭಾಗವು ತಂಪಾಗುತ್ತದೆ.
ಗಮನ ಕೊಡಿ! ಯಾವುದೇ ಸಂಪರ್ಕದ ಆಯ್ಕೆಗಾಗಿ ಒಂದು ಸರಳ ರೀತಿಯಲ್ಲಿ ಜಂಟಿ ಪರಿಶೀಲಿಸಿ. ಒಂದು ಸೋಪ್ ಪರಿಹಾರ ತಯಾರಿಸಲಾಗುತ್ತದೆ. ಇದು ಚೆನ್ನಾಗಿ ಫೋಮ್ ಮಾಡಬೇಕು. ಇದು ಅಗತ್ಯ ಸ್ಥಳಕ್ಕೆ ಅನ್ವಯಿಸುತ್ತದೆ. ಗುಳ್ಳೆಗಳು ಇದ್ದರೆ, ಅದು ಫಿಸ್ಟುಲಾವನ್ನು ಹೊಂದಿರುವುದು. ತೆರೆದ ಬೆಂಕಿಯಿಂದ ಪರೀಕ್ಷಿಸಲು ಕಟ್ಟುನಿಟ್ಟಾಗಿ ನಿಷೇಧಿಸಲಾಗಿದೆ. ಇದು ಸ್ಫೋಟಕವಾಗಬಹುದು.
ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳಿಗೆ, ವೆಲ್ಡಿಂಗ್ನ ಪರಿಕಲ್ಪನೆಯೂ ಇದೆ, ಆದರೆ ಇದನ್ನು ಬೇರೆ ವಿಧಾನದಿಂದ ನಡೆಸಲಾಗುತ್ತದೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಒಂದು ಸಣ್ಣ ವೋಲ್ಟೇಜ್ ಅನ್ನು ಉತ್ಪಾದಿಸಲು ಮತ್ತು ಅಪೇಕ್ಷಿತ ಉಷ್ಣಾಂಶವನ್ನು ನಿಯಂತ್ರಿಸುವಲ್ಲಿ ಒಂದು ಉಪಕರಣವನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಆದರೆ ಈ ಸಂದರ್ಭದಲ್ಲಿ ಮುಖ್ಯ ವಿಷಯವೆಂದರೆ ಜೋಡಿಸುವ ಬಿಗಿಯಾಗಿರುತ್ತದೆ. ಅದರ ವಿನ್ಯಾಸದಲ್ಲಿ, ತಾಪನ ಅಂಶವನ್ನು ಸಂಯೋಜಿಸಲಾಗಿದೆ. ಪ್ರಕ್ರಿಯೆಯು ಮುಂದುವರೆದಂತೆ, ಅದು ತನ್ನ ಸುತ್ತಲಿನ ಸ್ಥಳವನ್ನು ಕರಗಿಸಲು ಆರಂಭಿಸುತ್ತದೆ, ಇದು ಏಕರೂಪದ ದ್ರವ್ಯರಾಶಿಯ ರಚನೆಗೆ ಕಾರಣವಾಗುತ್ತದೆ, ಇದು ಸೀಮ್ಗಳನ್ನು ಮುಚ್ಚುವ ನಂತರ.
![]()
ಹಂತ ಹಂತದ ಪರಿಹಾರವು ಈ ರೀತಿ ಕಾಣುತ್ತದೆ:
- ಕೊಳವೆಗಳ ತುದಿಗಳನ್ನು ತಯಾರಿಸಲಾಗುತ್ತದೆ. ಇದನ್ನು ಮಾಡಲು, ವಿಶೇಷ ಕಟರ್ ಬಳಸಿ ಅವುಗಳನ್ನು ಕತ್ತರಿಸಲಾಗುತ್ತದೆ. ನೀವು ಇದನ್ನು ಹ್ಯಾಕ್ಸಾದೊಂದಿಗೆ ಮಾಡಲು ಸಾಧ್ಯವಿಲ್ಲ. ವಿಮಾನಗಳು ಹಾನಿಗೊಳಗಾಗದ ಚೇಫರ್ಗಳು ಮತ್ತು ಬರ್ರುಗಳಿಲ್ಲದೆ ಸಂಪೂರ್ಣ ಮಟ್ಟದಲ್ಲಿರಬೇಕು.
- ಅಂಚಿನಿಂದ ಒಂದು ಗುರುತು ಮಾಡಲ್ಪಟ್ಟಿದೆ. ಇದರ ದೂರವು 2 ಸೆಮಿಗಿಂತ ಹೆಚ್ಚು ಉದ್ದದ ಗಾತ್ರವನ್ನು ಹೊಂದಿದೆ.
- ವಿಶೇಷ ಮಿತವ್ಯಯಿ ಅಥವಾ ಯಂತ್ರದ ಸಹಾಯದಿಂದ, ಆಕ್ಸೈಡ್ ಪದರವನ್ನು ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ. ಒಂದೇ ಗಾತ್ರಕ್ಕೆ ಹೋಗುವ ಮೂಲಕ ಇದನ್ನು ಸಮವಾಗಿ ಮಾಡಬೇಕು. ನ್ಯಾವಿಗೇಟ್ ಮಾಡಲು ಸುಲಭವಾಗುವಂತೆ, ಕತ್ತರಿಸುವಿಕೆಯು ಕಾರ್ಯಕ್ಷಮತೆಯ ಸರಿಯಾದತೆಯನ್ನು ನಿರ್ಣಯಿಸಲು ಸುಲಭವಾಗುವಂತೆ ನೀವು ಹೆಚ್ಚುವರಿ ಲಂಬ ರೇಖೆಗಳನ್ನು ಅನ್ವಯಿಸಬಹುದು.
- ಎಲ್ಲಾ ಬರ್ಸ್ ಮತ್ತು ಚಿಪ್ಸ್ ಅನ್ನು ನಿವಾರಿಸಿ.
- ಡಾಕಿಂಗ್ ಪ್ರದೇಶಗಳು ಸೂಕ್ತವಾದ ದ್ರಾವಕ ಅಥವಾ ಮದ್ಯಸಾರದ ಕರವಸ್ತ್ರದೊಂದಿಗೆ ನಾಶವಾಗುತ್ತವೆ.
- ಬಿಗಿಯಾದ ಗುರುತು ಹಾಕುವ ಮೊದಲು ಅದನ್ನು ಇರಿಸಲಾಗುತ್ತದೆ. ಒಂದು ಪೈಪ್ ಸ್ಥಿರವಾಗಿದ್ದರೆ, ಕ್ಲಚ್ ಪೂರ್ಣ ಗಾತ್ರಕ್ಕೆ ಮುಚ್ಚಿಹೋಗಿರುತ್ತದೆ. ಎರಡನೆಯ ಅಂಶವನ್ನು ತರಲಾಗುತ್ತದೆ ಮತ್ತು ಕನೆಕ್ಟರ್ ಅನ್ನು ನಂಜುಗಳನ್ನು ಮುಚ್ಚಿಡಲು ಅಂದವಾಗಿ ಸ್ಥಳಾಂತರಿಸಲಾಗುತ್ತದೆ.
- ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರದಿಂದ ಪ್ಲಗ್ ಕನೆಕ್ಟರ್ಗಳು ಕ್ಲಚ್ ಸಂಪರ್ಕಗಳಿಗೆ ಸಂಪರ್ಕ ಹೊಂದಿವೆ.
- ಆಪ್ಟಿಕಲ್ ಸ್ಕ್ಯಾನರ್ ಬಾರ್ಕೋಡ್ನಲ್ಲಿ ಮುದ್ರಿತ ಮಾಹಿತಿಯನ್ನು ಓದುತ್ತದೆ ಮತ್ತು ಪ್ರಕ್ರಿಯೆಯನ್ನು ಪ್ರಾರಂಭಿಸುತ್ತದೆ.
- ಯುನಿಟ್ ತಾನೇ ಯಾವ ತಾಪಮಾನ ಮತ್ತು ವೋಲ್ಟೇಜ್ ಅಗತ್ಯವಿದೆಯೆಂದು ನಿರ್ಧರಿಸುತ್ತದೆ, ಮತ್ತು ತಂಪಾಗುವ ಅವಧಿಯು ಎಷ್ಟು ಕಾಲ ಇರುತ್ತದೆ. ಎಲ್ಲಾ ಹಂತಗಳನ್ನೂ ಸಂಪೂರ್ಣವಾಗಿ ನಿಭಾಯಿಸುವುದು ಮುಖ್ಯವಾಗಿದೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ ಮಾತ್ರ ವಿಶ್ವಾಸಾರ್ಹತೆ ಬಗ್ಗೆ ಮಾತನಾಡಲು ಸಾಧ್ಯವಿದೆ.
- ವೆಲ್ಡಿಂಗ್ ಪೂರ್ಣಗೊಂಡ ನಂತರ, ಸಮಯ, ದಿನಾಂಕ, ಆಪರೇಟರ್, ತಾಪಮಾನ ಮತ್ತು ವೋಲ್ಟೇಜ್ ಬಗ್ಗೆ ಎಲ್ಲ ಮಾಹಿತಿಯನ್ನು ಅನ್ವಯಿಸಬೇಕು.
ಇಂತಹ ಸಲಕರಣೆಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಮುಖ್ಯ ಅಂತರಗಳಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ, ಅಲ್ಲಿ ಪೈಪ್ ವ್ಯಾಸವು 80 ಮಿಮೀ ಮೌಲ್ಯವನ್ನು ಮೀರುತ್ತದೆ.
ಎಲೆಕ್ಟ್ರೋಮೋಟಿವ್ ಪೈಪ್ ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯನ್ನು ವೀಡಿಯೊದಲ್ಲಿ ತೋರಿಸಲಾಗಿದೆ:
ಬೆಸುಗೆ ಹಾಕುವಿಕೆ

ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯನ್ನು ಹೇಳಲು ಇದು ಹೆಚ್ಚು ಸೂಕ್ತವಾಗಿರುತ್ತದೆ. ಇದನ್ನು ಪಾಲಿಎಥಿಲಿನ್ ಪೈಪ್ಗಳಿಗೆ ಕೂಡ ಬಳಸಲಾಗುತ್ತದೆ. ಅದರ ಅನುಷ್ಠಾನಕ್ಕೆ ಸಂಬಂಧಿಸಿದ ಸ್ಥಿತಿಯು ಎರಡು ಸಂದರ್ಶಿತ ಭಾಗಗಳ ಚಲನಶೀಲತೆಯಾಗಿರುತ್ತದೆ. ಇಲ್ಲವಾದರೆ, ಪ್ರಕ್ರಿಯೆಯು ಮುರಿಯಲ್ಪಡುತ್ತದೆ. ದಕ್ಷತೆಗೆ ಸಂಬಂಧಿಸಿದಂತೆ, ಇದು ವಿದ್ಯುತ್ ಸಂಯೋಜನೆಗೆ ಕೆಳಮಟ್ಟದಲ್ಲಿಲ್ಲ. ನಿಮಗೆ ಮಾಡ್ಯುಲರ್ ಘಟಕ ಅಗತ್ಯವಿರುವ ಕೆಲಸವನ್ನು ನಿರ್ವಹಿಸಲು. ಅದರ ಘಟಕಗಳು ಒಂದು ಹೈಡ್ರಾಲಿಕ್ ಘಟಕ, ಒಂದು ಕಟ್ಟರ್, ಒಂದು ಬೆಸುಗೆ ಹಾಕುವ ಕಬ್ಬಿಣ ಮತ್ತು ಕೇಂದ್ರೀಕೃತವಾಗಿದೆ. ಸರಿಯಾಗಿ ಬಳಸಲು, ಕೆಳಗಿನಂತೆ ಕಾರ್ಯನಿರ್ವಹಿಸಿ:
- ವಿಶೇಷ ಹಿಡಿಕಟ್ಟುಗಳಲ್ಲಿ, ಲೈನರ್ಗಳನ್ನು ಪೈಪ್ನ ಗಾತ್ರಕ್ಕೆ ಅಳವಡಿಸಲಾಗುತ್ತದೆ.
- ಮೊಲೆತೊಟ್ಟುಗಳ ಹಿಡಿದಿಟ್ಟುಕೊಳ್ಳುತ್ತದೆ. ಉತ್ಸಾಹವಿಲ್ಲದಿದ್ದರೆ, ನೀವು ಬೊಲ್ಟ್ಗಳನ್ನು ಬಿಗಿಗೊಳಿಸಿದರೆ, ಬಟ್ ವೃತ್ತದ ಆಕಾರವನ್ನು ಕಳೆದುಕೊಳ್ಳುತ್ತದೆ, ಅದು ಸಮಸ್ಯೆಗಳಿಗೆ ಕಾರಣವಾಗುತ್ತದೆ.
- ಬೆರೆಸುವ ಪ್ರದೇಶಗಳನ್ನು ಧೂಳು ಮತ್ತು ಧೂಳಿನಿಂದ ಸ್ವಚ್ಛಗೊಳಿಸಲಾಗುತ್ತದೆ.
- ಒಂದು ಚಿಪ್ ಕಟ್ಟರ್, ಇದ್ದರೆ, ನಿರ್ಮಾಣ ಚಾವಿಯಿಂದ ಅಥವಾ ಇತರ ಸಾಧನದಿಂದ ಹೊರಹಾಕಲ್ಪಡುತ್ತದೆ.
- ಹೈಡ್ರಾಲಿಕ್ ಘಟಕದಲ್ಲಿ, ಘಟಕಗಳು ಕೇಂದ್ರೀಕಾರಕವನ್ನು ಚಲಿಸುವವರೆಗೂ ಕವಾಟ ನಿಧಾನವಾಗಿ ತೆರೆಯುತ್ತದೆ. ಒತ್ತಡದ ಮೌಲ್ಯವನ್ನು ಕೆಲಸ ಒತ್ತಡ ಎಂದು ಗುರುತಿಸಲಾಗಿದೆ.
- ವಿವರಗಳನ್ನು ವಿಚ್ಛೇದನ ಮಾಡಲಾಗುತ್ತದೆ, ಅವುಗಳ ನಡುವೆ ಮುಖವನ್ನು ಸೇರಿಸಲಾಗುತ್ತದೆ. ಇದು ಮತ್ತೆ ಪ್ರಾರಂಭವಾಗುತ್ತದೆ ಮತ್ತು ಬದಲಾಯಿಸುತ್ತದೆ. ಚಾಕುಗಳ ಹಲವಾರು ತಿರುವುಗಳ ನಂತರ, ಸಾಧನವನ್ನು ಎತ್ತಿಕೊಳ್ಳಬಹುದು.
- ಜಂಟಿದ ಸರಿಯಾಗಿ ಮತ್ತು ಮೃದುತ್ವವನ್ನು ಪರೀಕ್ಷಿಸಲು, ಶಾಖದ ಕೊಳವೆಗಳನ್ನು ಮತ್ತೆ ಸ್ಥಳಾಂತರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಉತ್ತಮವಾಗಿ ಪರಿಶೀಲಿಸಲಾಗುತ್ತದೆ.
- ಕೀಲುಗಳು ಒಂದು ದ್ರಾವಕ ಅಥವಾ ಆಲ್ಕೊಹಾಲ್ಯುಕ್ತ ಕರವಸ್ತ್ರದೊಂದಿಗೆ ತೆಳುವಾಗುತ್ತವೆ.
- ಬೆಸುಗೆ ಹಾಕುವ ಕಬ್ಬಿಣವು ಬೆಚ್ಚಗಾಗುವಿಕೆಯ ಮೇಲೆ ಇರಿಸಲ್ಪಡುತ್ತದೆ.
- ಸೆಟ್ ತಾಪಮಾನವನ್ನು ತಲುಪಿದ ನಂತರ, ಇದು ಭಾಗಗಳ ನಡುವೆ ಸ್ಥಾಪಿಸಲ್ಪಡುತ್ತದೆ.
- ಟೇಬಲ್ ಬೆಸುಗೆ ಹಾಕುವ ಒತ್ತಡವನ್ನು ತೋರಿಸುತ್ತದೆ ಮತ್ತು ಕೇಂದ್ರೀಕೃತ ಮಾಡ್ಯೂಲ್ಗಳನ್ನು ಮತ್ತೆ ವರ್ಗಾಯಿಸಲಾಗುತ್ತದೆ. 1 ಮಿಮೀ ಒಳಹರಿವಿನ ತನಕ ಅವುಗಳನ್ನು ಒತ್ತಡದಲ್ಲಿ ಇರಿಸಲಾಗುತ್ತದೆ.
- ನಂತರ, ಒತ್ತಡವು ಬಿಡುಗಡೆಯಾಗುತ್ತದೆ, ಮತ್ತು ಕೆಲವು ಸೆಕೆಂಡುಗಳ ಕಾಲ ಅವರು ಬೆಚ್ಚಗಾಗುತ್ತಾರೆ.
- ಭಾಗಗಳು ಪ್ರತ್ಯೇಕವಾಗಿ ಹೋಗುತ್ತವೆ ಮತ್ತು ಹೀಟರ್ ಹಿಂತೆಗೆದುಕೊಳ್ಳುತ್ತದೆ. 5 ಸೆಕೆಂಡುಗಳ ಕಾಲ, ಅವರು 5 ಸೆಕೆಂಡುಗಳ ಕಾಲ ವೋಲ್ಟೇಜ್ ಅಡಿಯಲ್ಲಿ ಮರುಸಂಪರ್ಕಿಸಬೇಕಾಗುತ್ತದೆ. ಇದರ ನಂತರ, ಶಕ್ತಿಯನ್ನು ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ ಮತ್ತು ಕೂಲಿಂಗ್ ಸಮಯ ಕಾಯುತ್ತಿದೆ.
ಕಾಲಾವಧಿಯ ಅಂತ್ಯದ ಮೊದಲು, ತಣ್ಣಗಾಗುವುದಕ್ಕೆ ಸೂಚಿಸಲ್ಪಡುತ್ತವೆ, ವೈಸ್ ಅನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಲು ಅಥವಾ ಪೈಪ್ಗಳನ್ನು ಓರೆಸುವ ಯಾವುದೇ ರೀತಿಯಲ್ಲಿಯೂ ಇದು ಸಾಧ್ಯವಿರುವುದಿಲ್ಲ. ಇದು ಖಿನ್ನತೆಗೆ ಕಾರಣವಾಗಬಹುದು.
ಫ್ಲೇಂಜ್ ಸಂಪರ್ಕ

ಫ್ಲೇಂಜ್ ಸಂಪರ್ಕವನ್ನು ವಿವಿಧ ವಸ್ತುಗಳ ಪೈಪ್ಗಳಿಗಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ. ಅದರ ಅನುಷ್ಠಾನದ ವಿಧಾನ ಬಹುತೇಕ ಒಂದೇ. ಪಾಲಿಎಥಿಲಿನ್ ಪೈಪ್ಗಳಿಗಾಗಿ, ನಿಮಗೆ ಹೀಗೆ ಬೇಕಾಗುತ್ತದೆ:


ಲೋಹದ ಕೊಳವೆಗಳ ಸಂದರ್ಭದಲ್ಲಿ, ವೆಲ್ಡಿಂಗ್ನ ಅಗತ್ಯವಿಲ್ಲದ ಮತ್ತೊಂದು ಆಯ್ಕೆ ಇದೆ.
- ತುದಿಗಳ ಜೋಡಣೆಯನ್ನು ಕೈಗೊಳ್ಳಲಾಗುತ್ತದೆ. ಅವರು ಪೈಪ್ನ ಅಕ್ಷಕ್ಕೆ ಲಂಬವಾಗಿರಬೇಕು. ಎಲ್ಲಾ ಬರ್ಸ್ ತೆಗೆದುಹಾಕುವುದು ಮುಖ್ಯ.
- ಕೊಳವೆಗಳನ್ನು ಸಡಿಲವಾದ ಕಂಬಗಳಿಂದ ಅಳವಡಿಸಲಾಗಿದೆ ಮತ್ತು ಅಂಚಿನಿಂದ ದೂರ ಸಾಗುತ್ತವೆ.
- ಮುಂದಿನ ಹಂತವು ಸ್ಥಿತಿಸ್ಥಾಪಕ ಬ್ಯಾಂಡ್ ಅನ್ನು ವಿಸ್ತರಿಸುತ್ತಿದೆ. ಸುಮಾರು 10 ಮಿ.ಮೀ.
- ಉಂಗುರಗಳು ಪರಸ್ಪರ ಕಡೆಗೆ ಚಲಿಸುತ್ತವೆ ಮತ್ತು ಸೀಲುಗಳಿಗೆ ವಿರುದ್ಧವಾಗಿ ಬರುತ್ತವೆ.
- ಮೇಲೆ ವಿವರಿಸಿದಂತೆ ಜೋಡಣೆಯನ್ನು ಬೊಲ್ಟ್ಗಳಿಂದ ನಡೆಸಲಾಗುತ್ತದೆ.

ಈ ವಿಧಾನವನ್ನು ವಿರಳವಾಗಿ ಮತ್ತು ಹೆಚ್ಚು ಒತ್ತಡವಿಲ್ಲದ ಪ್ರದೇಶಗಳಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ. ಹೆಚ್ಚಾಗಿ, ಒಂದು ಕ್ರೇನ್ ಛಿದ್ರಕ್ಕೆ ಅಳವಡಿಸುವ ಸಲುವಾಗಿ ಫ್ಲೇಂಜ್ ಅಗತ್ಯವಿದೆ.
ಬಾಕ್ಸ್

ಇಂತಹ ಕೆಲಸಕ್ಕೆ ವಿಶೇಷ ಅರ್ಹತೆಗಳು ಮತ್ತು ಸಂಬಂಧಿತ ಅಧಿಕಾರಿಗಳಿಂದ ಅನುಮತಿ ಬೇಕಾಗಬಹುದು. ಇದನ್ನು ಎರಡು ವಿಧಗಳಲ್ಲಿ ತಯಾರಿಸಲಾಗುತ್ತದೆ:
- ಹಾಟ್ ವಿಧಾನ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಗ್ಯಾಸ್ ಕಟರ್ ಅಥವಾ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರವನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಮುಖ್ಯ ಪೈಪ್ನಲ್ಲಿ ರಂಧ್ರವನ್ನು ಕತ್ತರಿಸಿ ಮತ್ತು ಅನುಗುಣವಾದ ಪರಿವರ್ತನಾ ಅಂಶವನ್ನು ಸರಿಪಡಿಸುವ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಕಡಿಮೆ ಮಾಡಲಾಗಿದೆ. ಅದೇ ಸಮಯದಲ್ಲಿ, ಕೆಲಸದ ಸ್ಥಳದಲ್ಲಿ ಒತ್ತಡವು 40-150 ಕೆಜಿ / ಸೆಂ 2 ರ ಮಿತಿಗಳಿಗೆ ಕಡಿಮೆಯಾಗಬೇಕು. ವಿಧಾನ ತಪ್ಪಾದರೆ, ಅದು ಬೆಂಕಿ ಮತ್ತು ಅಪಘಾತಕ್ಕೆ ಕಾರಣವಾಗಬಹುದು.
- ಕೋಲ್ಡ್ ವಿಧಾನ. ಹೆಚ್ಚಿನ ಸಂದರ್ಭಗಳಲ್ಲಿ, ಒತ್ತಡದ ಬದಲಾವಣೆಗಳು ಅಗತ್ಯವಿಲ್ಲ. ವಿಶೇಷ ಸಾಧನವನ್ನು ಬಳಸಿಕೊಂಡು ಎಲ್ಲಾ ಕ್ರಮಗಳನ್ನು ಕೈಗೊಳ್ಳಲಾಗುತ್ತದೆ. ನಾವು ಇನ್ನೂ ಹೆಚ್ಚಿನದನ್ನು ಪರಿಗಣಿಸುತ್ತೇವೆ.

ಮೊದಲನೆಯದಾಗಿ, ಕೆಲಸವನ್ನು ಮಾಡುವ ಸೈಟ್ ಚೆನ್ನಾಗಿ ಸ್ವಚ್ಛಗೊಳಿಸಬಹುದು. ಹೀಟರ್, ಪೇಂಟ್ ಮತ್ತು ತುಕ್ಕುಗಳನ್ನು ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ. ಫ್ಲಾಟ್ ಕವಾಟದೊಂದಿಗೆ ವಿಶೇಷ ಅಡಾಪ್ಟರ್ ಸಿದ್ಧಪಡಿಸಿದ ಸ್ಥಳಕ್ಕೆ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ. ವೆಲ್ಡ್ಡ್ ಜಂಟಿ ಗುಣಮಟ್ಟವನ್ನು ಕ್ರಿಮಿನಲ್ ವಿಧಾನದಿಂದ ಪರಿಶೀಲಿಸಲಾಗುತ್ತದೆ. ಇದು ಚಿಪ್ಪುಗಳಿಲ್ಲದೆಯೇ ಇರಬೇಕು ಮತ್ತು ಯೋಜಿತ ಒತ್ತಡವನ್ನು ತಡೆದುಕೊಳ್ಳುವ ಸಾಮರ್ಥ್ಯವನ್ನು ಕೂಡಾ ಹೊಂದಿರಬೇಕು. ನಂತರ ಅನುಕ್ರಮವು:
- ಕೊರೆಯುವ ಉಪಕರಣಗಳ ಜೋಡಣೆಯನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ ಡ್ರಿಲ್ನ ತಳದಲ್ಲಿ ಮ್ಯಾಗ್ನೆಟ್ ಅನ್ನು ಸ್ಥಾಪಿಸಲು ಮರೆಯದಿರುವುದು ಮುಖ್ಯವಾಗಿದೆ.
- ಹಿಂದಿನ ಅನುಸ್ಥಾಪಿತ ಅಡಾಪ್ಟರ್ಗಳಿಗೆ ಡ್ರಿಲ್ಗೆ ಕನೆಕ್ಟರ್ ಅನ್ನು ಲಗತ್ತಿಸಲಾಗಿದೆ.
- ಮಾಪನಗಳನ್ನು ಎಷ್ಟು ಕಾಂಡವನ್ನು ಕಡಿಮೆ ಮಾಡಬೇಕು ಎಂಬುದರ ಮೂಲಕ ಮಾಡಲಾಗುತ್ತದೆ.
- ಮಧ್ಯದ ಕೋಣೆಯನ್ನು ಏರ್ ಸಂಕೋಚಕದಿಂದ ಭಾವಿಸಲಾದ ಒತ್ತಡಕ್ಕೆ ಪರೀಕ್ಷಿಸಲಾಗುತ್ತದೆ.
- ಮೋಟರ್ನಿಂದ ತಿರುಗುವಿಕೆಯು ಇಳಿಸುವಿಕೆಯ ಮೂಲಕ ಡ್ರಿಲ್ಗೆ ವರ್ಗಾವಣೆಯಾಗುತ್ತದೆ. ಇದು ವೇಗವನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಸಾಧ್ಯವಾಗುವಂತೆ ಮಾಡುತ್ತದೆ.
- ಗೋಡೆಗಳ ಮೂಲಕ ಹಾದುಹೋಗುವ ನಂತರ, ಕಿರೀಟವು ಅಗತ್ಯವಾದ ಮಟ್ಟಕ್ಕೆ ಏರುತ್ತದೆ ಮತ್ತು ಫ್ಲಾಪ್ ಮುಚ್ಚುತ್ತದೆ.
- ಚೇಂಬರ್ನಲ್ಲಿನ ಒತ್ತಡವನ್ನು ಮರುಹೊಂದಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಪೈಲ್ ಭಾಗದಿಂದ ಡ್ರಿಲ್ ತೆಗೆಯಲಾಗುತ್ತದೆ.
- ಹೆಚ್ಚುವರಿ ಕೊಳವೆ ಅಳವಡಿಸಲಾಗಿರುತ್ತದೆ. ಇದರ ಮೂಲಕ ಪೈಪ್ ಪರಿಶೀಲನೆ ನಡೆಸುತ್ತದೆ ಮತ್ತು ಶಿಲಾಖಂಡರಾಶಿಗಳು ಮತ್ತು ಇತರ ಶಿಲಾಖಂಡರಾಶಿಗಳನ್ನು ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ.
- ಒತ್ತಡದ ಹೆಚ್ಚುವರಿ ಮತ್ತೆ ಮರುಹೊಂದಿಸಲಾಗುತ್ತದೆ. ಎಲ್ಲಾ ಹೆಚ್ಚುವರಿ ಭಾಗಗಳನ್ನು ತೆಗೆದುಹಾಕಿ ಮತ್ತು ಶಾಖೆಯ ರೇಖೆಯನ್ನು ಸ್ಥಾಪಿಸಲಾಗಿದೆ.
- ಫ್ಲಾಪ್ ತೆಗೆಯಲಾಗಿದೆ, ಮತ್ತು ಅದರ ಅಡಿಯಲ್ಲಿರುವ ಕನೆಕ್ಟರ್ ಅನ್ನು ವೆಲ್ಡಿಂಗ್ ಸೀಮ್ನೊಂದಿಗೆ ಮುಚ್ಚಲಾಗುತ್ತದೆ.
ಅನಿಲ ಪೈಪ್ಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು ಲಭ್ಯವಿರುವ ಹೆಚ್ಚಿನ ಮಾರ್ಗಗಳಲ್ಲಿ ಈ ಲೇಖನ ವಿವರಿಸುತ್ತದೆ. ಒಂದು ನಿರ್ದಿಷ್ಟ ಪ್ರಕರಣದಲ್ಲಿ ಏನು ಅಗತ್ಯವಿರುತ್ತದೆ, ಯೋಜನೆಯಿಂದ ಒದಗಿಸಲ್ಪಟ್ಟಿರುವುದರ ಮೇಲೆ ಅವಲಂಬಿತವಾಗಿರುತ್ತದೆ.
ವೀಡಿಯೊ
ಗ್ಯಾಸ್ ಕಲಂ ಅನ್ನು ಗ್ಯಾಸ್ ಪೈಪ್ಲೈನ್ಗೆ ಸಂಪರ್ಕಿಸುವುದು ಹೇಗೆ ಎಂಬುದನ್ನು ಈ ವೀಡಿಯೊ ತೋರಿಸುತ್ತದೆ:
ಅನಿಲ ಪೈಪ್ಗಳನ್ನು ಹೇಗೆ ಸಂಪರ್ಕಿಸುವುದು
ವ್ಯಕ್ತಿಯು ಕೇವಲ ಕೆಲವು ಕೌಶಲ್ಯಗಳು ಮತ್ತು ಜ್ಞಾನವನ್ನು ಹೊಂದಿರದಿದ್ದರೆ, ಎಷ್ಟು ಹೆಚ್ಚು ಜನರು ತಮ್ಮ ಅಗತ್ಯವಿರುವ ಎಲ್ಲಾ ಕೆಲಸಗಳನ್ನು ಮಾಡಲು ಪ್ರಯತ್ನಿಸುತ್ತಿದ್ದಾರೆ? ಈ ಪರಿಸ್ಥಿತಿಯಲ್ಲಿ, ವೃತ್ತಿಪರರು ನೀಡುವ ಸೂಚನೆಗಳನ್ನು ನೀವು ಅನುಸರಿಸಬೇಕು. ವಿಶೇಷ ಲೇಖನ ಮತ್ತು ಸಹಾಯಕ ವಸ್ತುಗಳ ಸಹಾಯದಿಂದ ಗ್ಯಾಸ್ ಪೈಪ್ಗಳನ್ನು ಹೇಗೆ ಸಂಪರ್ಕಿಸುವುದು ಎಂಬ ಬಗ್ಗೆ ಈ ಲೇಖನವು ಮಾಹಿತಿಯನ್ನು ನೀಡುತ್ತದೆ.
ಅನಿಲ ಪೈಪ್ಲೈನ್ ಅನ್ನು ಸಂಪರ್ಕಿಸಲು ಸ್ವತಂತ್ರವಾಗಿ ಕೆಲಸವನ್ನು ಕೈಗೊಳ್ಳಲು ನೀವು ನಿರ್ಧರಿಸಿದ್ದರೆ, ನಂತರ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಪ್ರಾರಂಭಿಸುವ ಮೊದಲು, ನೀವು ಎಲ್ಲಾ ಸುರಕ್ಷತೆ ತಂತ್ರಜ್ಞಾನಗಳನ್ನು ಅಧ್ಯಯನ ಮಾಡಬೇಕಾಗುತ್ತದೆ. ಕೇಂದ್ರ ಹೆದ್ದಾರಿಯ ಉದ್ದಕ್ಕೂ ಇರುವ ಕೊಳವೆಗಳ ಸಮಗ್ರತೆಯನ್ನು ಪರಿಶೀಲಿಸಿ.
ಮನೆದಾದ್ಯಂತ ಅನಿಲ ಸರಬರಾಜನ್ನು ಸ್ಥಗಿತಗೊಳಿಸಿ. ಕೆಲಸವನ್ನು ಅಪಾರ್ಟ್ಮೆಂಟ್ನಲ್ಲಿ ನಡೆಸಿದರೆ, ಸ್ವಲ್ಪ ಸಮಯದವರೆಗೆ ನೆರೆಯವರಿಗೆ ರೈಸ್ಗಳನ್ನು ಮುಚ್ಚುವುದು ಉತ್ತಮ. ಇದು ಸಾಧ್ಯವಾಗದಿದ್ದರೆ, ನಿಮ್ಮ ಗ್ಯಾಸ್ ಪೈಪ್ನಲ್ಲಿರುವ ವಿಶೇಷ ಕೀಲಿಯನ್ನು ತಿರುಗಿಸಿ, ಇದರಿಂದಾಗಿ ಹರಿವನ್ನು ತಡೆಯುತ್ತದೆ.
ಗಮನ ಕೊಡಿ! ಅಗತ್ಯವಿದ್ದರೆ, ಒಂದು ಸ್ಪಾರ್ಕ್ ಸಂಭವಿಸಿದಾಗ ಸ್ಫೋಟದ ಸಾಧ್ಯತೆಯನ್ನು ತಪ್ಪಿಸಲು ಉಳಿದ ಅನಿಲವನ್ನು ಶುದ್ಧೀಕರಿಸು.ಯಾವುದೇ ಅನಿಲದಿಂದ ಬರುತ್ತದೆ ಎಂದು ನೀವು ಖಚಿತಪಡಿಸಿದ ನಂತರ, ನೀವು ಕೆಲಸಕ್ಕೆ ನೇರವಾಗಿ ಮುಂದುವರಿಯಬಹುದು.
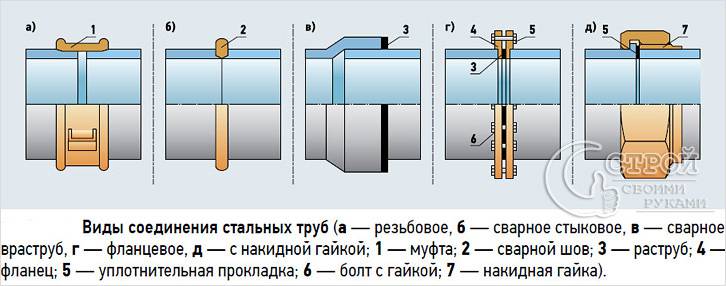
ಪೈಪ್ ಸಂಪರ್ಕಗಳ ವಿಧಗಳು
ಅನಿಲ ಕೊಳವೆಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು ಅನೇಕ ಮೂಲ ಮಾರ್ಗಗಳಿವೆ, ಅಥವಾ:
- ವೆಲ್ಡಿಂಗ್ - ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರದೊಂದಿಗೆ ಕೆಲಸ ಮಾಡಲು ಅನುಮತಿಯನ್ನು ಹೊಂದಿರುವ ವಿಶೇಷಜ್ಞರಿಂದ ಪ್ರತ್ಯೇಕವಾಗಿ ನಡೆಸಲಾಗುತ್ತದೆ. ಪ್ರತಿ ನೌಕರನಿಗೆ ವೈಯಕ್ತಿಕ ಗುರುತಿನ ಚೀಟಿ ಇರಬೇಕು.
- ಥ್ರೆಡ್ ಅಥವಾ ಬಿಗಿಯಾದ - ಬೆಳಕಿನ ಪೈಪ್ಗಳ ಬೆಸುಗೆ ಸಹ ಒಳಗೊಂಡಿದೆ, ಆದರೆ ಸಾಕೆಟ್ಗಳು ಸೆಣಬಿನ ಫೈಬರ್ಗಳೊಂದಿಗೆ ಮುಚ್ಚಲ್ಪಟ್ಟಿರುತ್ತವೆ. ಸಂಪೂರ್ಣ ಕೆಲಸದ ಪ್ರಕ್ರಿಯೆಯು ಒಳಚರಂಡಿ ಕೊಳವೆಗಳ ಸಂಪರ್ಕವನ್ನು ಹೋಲುತ್ತದೆ. ಲಿನಿಡ್ ಎಣ್ಣೆ ಅಥವಾ ಲಿನಿಡ್ ಎಣ್ಣೆಯ ದ್ರಾವಣದಿಂದ ಫೈಬರ್ ಅನ್ನು ಮುಂಚಿತವಾಗಿ ಒಳಗೊಳ್ಳುತ್ತದೆ ಎಂದು ಗಮನಿಸಬೇಕಾದ ಅಂಶವಾಗಿದೆ. ಉದ್ದ ಮತ್ತು ಚಿಕ್ಕ ಎಳೆಗಳನ್ನು ಹೊಂದಿರುವ ಕೊಪ್ಲಿಂಗ್ಗಳನ್ನು ಬಳಸಲು ಸಹ ಸಾಧ್ಯವಿದೆ.
- ಕೊಳೆತ - ಸಂಪರ್ಕದ ಅತ್ಯಂತ ಸಾಮಾನ್ಯವಾದ ವಿಧಾನಗಳಲ್ಲಿ ಒಂದಾಗಿದೆ, ಏಕೆಂದರೆ ಇದು ಅಸೆಂಬ್ಲಿಯ ಒಂದು ಸರಳವಾದ ಬೆಳಕಿನ ನಿರ್ಮಾಣವನ್ನು ಹೊಂದಿದೆ. ನಿಜವಾದ, ತಜ್ಞರ ಪ್ರಕಾರ, ಇದು ವೆಲ್ಡಿಂಗ್ಗಿಂತ ಕಡಿಮೆ ವಿಶ್ವಾಸಾರ್ಹವಾಗಿದೆ.
ಮೇಲಿನ ವಿವರಿಸಿದ ಸಂಪರ್ಕ ವಿಧಾನಗಳನ್ನು ವೃತ್ತಿಪರ ಸಲಕರಣೆಗಳು ವಿಶೇಷ ಉಪಕರಣಗಳನ್ನು ಬಳಸುತ್ತವೆ.
ಮನೆ ಅಥವಾ ಅಪಾರ್ಟ್ಮೆಂಟ್ನಲ್ಲಿ ಅನಿಲ ಕೊಳವೆಗಳನ್ನು ಸ್ವತಂತ್ರವಾಗಿ ಜೋಡಿಸಲು, ಕೆಳಗಿನ ಉಪಕರಣಗಳು ಮತ್ತು ಸಾಮಗ್ರಿಗಳನ್ನು ನೀವು ತಯಾರಿಸಬೇಕಾಗಿದೆ:
- ಅನಿಲ ಹೊಂದಾಣಿಕೆಯ ವ್ರೆಂಚ್;
- ತುಂಡು ಮತ್ತು ಗ್ರೀಸ್;
- ಕೊಳವೆಗಳು ಅಥವಾ ಪೈಪ್ ಕೀಲುಗಳು;
- ಅಗತ್ಯವಿದ್ದಲ್ಲಿ, ಎರಡೂ ಕಡೆಯಲ್ಲಿ ಒಂದು ಥ್ರೆಡ್ ಹೊಂದಿರುವ ಕನೆಕ್ಟರ್.
ತಾಂತ್ರಿಕ ಪ್ರಕ್ರಿಯೆ
ನೀವು ಗ್ಯಾಸ್ ಸರಬರಾಜನ್ನು ಕತ್ತರಿಸಿ ಪೈಪ್ಗಳನ್ನು ಬೀಸಿದಲ್ಲಿ, ಮೊದಲೇ ಶಿಫಾರಸು ಮಾಡಿದಂತೆ, ನಂತರದ ಹಂತವೆಂದರೆ ಅನಿಲ ಕೊಳವೆಗಳ ಅನಗತ್ಯ ಭಾಗಗಳನ್ನು ಕತ್ತರಿಸುವುದು. ಇದನ್ನು ಮಾಡಲು ನೀವು ಬಲ್ಗೇರಿಯನ್ನು ಬಳಸಬಹುದು, ಮತ್ತು ನಿಮಗೆ ಒಂದನ್ನು ಹೊಂದಿಲ್ಲದಿದ್ದರೆ, ಮೆಟಲ್ಗೆ ಹಾಕ್ಸಾ ಮಾಡುವುದು, ಆದರೆ ಈ ಸಂದರ್ಭದಲ್ಲಿ ಪ್ರಕ್ರಿಯೆಯು ದೀರ್ಘ ಮತ್ತು ಹೆಚ್ಚು ಸಂಕೀರ್ಣವಾಗಿರುತ್ತದೆ.
ಅನಿಲ ಪೈಪ್ನ ಅನಗತ್ಯವಾದ ಭಾಗವನ್ನು ನೀವು ತೆಗೆದುಹಾಕಿದ ನಂತರ, ನೀವು ಅದರ ಒಂದು ತುದಿಯನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ಅಥವಾ ಅದನ್ನು ಬೆಸುಗೆ ಹಾಕಬೇಕು.
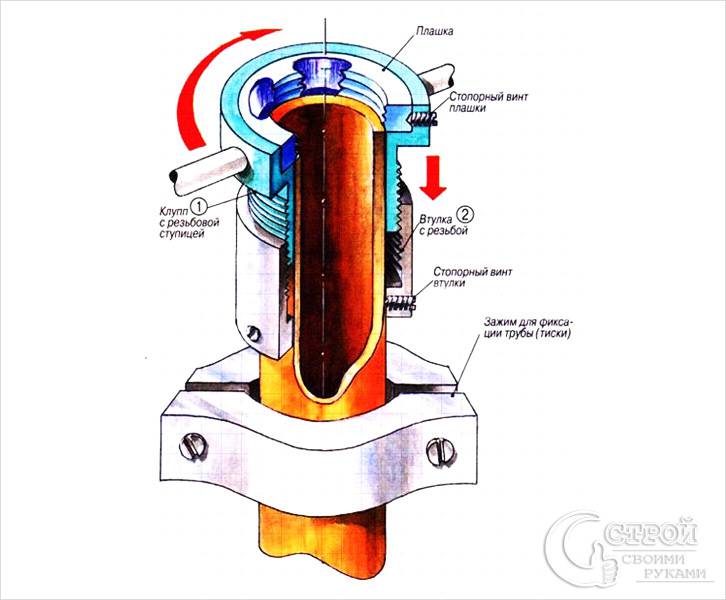
ಅನಿಲ ಸ್ಲಗ್ನೊಂದಿಗೆ ಪೈಪ್ನ ಒಂದು ತುದಿಯನ್ನು ನೀವು ಸಂಪರ್ಕಿಸಬೇಕಾದರೆ, ನೀವು ಸಾನ್ ಭಾಗದಲ್ಲಿ ಥ್ರೆಡ್ ಅನ್ನು ಕತ್ತರಿಸಬೇಕಾಗುತ್ತದೆ. ಇದನ್ನು ಮಾಡಲು, ವಿಶೇಷ ಕೊಳವೆ ಇದೆ, ಅದನ್ನು ಹಾಕಿದರೆ, ನೀವು ಹಲವಾರು ಬಾರಿ ಸ್ಕ್ರಾಲ್ ಮಾಡಬೇಕಾಗಿದೆ.
ಇದಲ್ಲದೆ ಮಾಡಿದ ಥ್ರೆಡ್ನಲ್ಲಿ ಒಂದು ತುಂಡು, ಒಂದು ಲೂಬ್ರಿಕಂಟ್ನೊಂದಿಗೆ ಒಳಸೇರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಮೆದುಗೊಳವೆನೊಂದಿಗಿನ ಸಂಪರ್ಕವನ್ನು ತಯಾರಿಸಲಾಗುತ್ತದೆ. ಅನಿಲ ಸ್ವಿವೆಲ್ ಕೀಲಿಯನ್ನು ಬಳಸಿಕೊಂಡು ಈ ಎಲ್ಲಾ ಕಾರ್ಯಗಳನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ. ನೀವು ಹೊಸ ಪೈಪ್ ಅನ್ನು ಸ್ಥಾಪಿಸಲು ಯೋಜಿಸಿದರೆ, ನೀವು ವಿಶೇಷ ಸಂಪರ್ಕ ಅಡಾಪ್ಟರ್ ಅನ್ನು ಬಳಸಬಹುದು. ಈ ಅಂಶವು ಎರಡೂ ಬದಿಗಳಲ್ಲಿ ಒಂದು ಮುಗಿದ ಥ್ರೆಡ್ ಮತ್ತು ಮುಖ್ಯಭಾಗದಲ್ಲಿ ಮತ್ತು ಹೊಸ ಪೈಪ್ನಲ್ಲಿ ತಿರುಗಿಸುವ ಕಾಯಿ.
ಅಪಾರ್ಟ್ಮೆಂಟ್ ಕಟ್ಟಡಗಳಲ್ಲಿ ಈ ವಿಧಾನವನ್ನು ಬಳಸಬಹುದು, ಆದರೆ ಯಾವುದೇ ಸೋರಿಕೆಯಿಲ್ಲ ಎಂದು ನೀವು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಬೇಕು. ಇದನ್ನು ಮಾಡಲು, ನೀವು ಗ್ಯಾಸ್ ಸರಬರಾಜು ತೆರೆಯಬೇಕು, ನಂತರ ಎಲ್ಲಾ ಪೈಪ್ ಕೀಲುಗಳಿಗೆ ಸೋಪ್ ಪರಿಹಾರವನ್ನು ಅನ್ವಯಿಸಬೇಕು.
ಗಮನ ಕೊಡಿ! ಈ ಕ್ರಿಯೆಯ ಗುಳ್ಳೆಗಳು ಮೇಲ್ಮೈಯಲ್ಲಿ ಕಂಡುಬಂದರೆ, ಎಲ್ಲಾ ಸಂಪರ್ಕಗಳನ್ನು ಮತ್ತೆ ಬಿಗಿಗೊಳಿಸಬೇಕು.
ಹಿಂದೆಂದೂ ನೀವು ಇದೇ ರೀತಿಯ ಕೆಲಸದಲ್ಲಿ ತೊಡಗಿಸದಿದ್ದರೆ, ವೃತ್ತಿಪರರಿಗೆ ಈ ವಿಷಯವನ್ನು ಒಪ್ಪಿಕೊಳ್ಳುವುದು ಉತ್ತಮ.
ಪ್ರಮುಖ ಅಂಶ - ಥ್ರೆಡ್ನಲ್ಲಿ ಸರಿಯಾಗಿ ಥ್ರೆಡ್ ಅನ್ನು ಗಾಳಿ ಮಾಡುವುದು. ಕಾರ್ಯವನ್ನು ನಿಭಾಯಿಸಲು ಸಹಾಯ ಮಾಡುವ ವೀಡಿಯೊ ವಸ್ತುವನ್ನು ನಾವು ನಿಮಗೆ ನೀಡುತ್ತೇವೆ.
ಮತ್ತು ಈ ಕ್ಲಿಪ್ನಿಂದ ನೀವು ಅನಿಲ ಕೊಳವೆಗಳ ಸಂಪರ್ಕಗಳನ್ನು ಹೇಗೆ ಮುಚ್ಚಬೇಕು ಎಂಬುದನ್ನು ಕಲಿಯುವಿರಿ.
http://www.stroitelstvosovety.ru
ಮುಖ್ಯ ಹೆದ್ದಾರಿಯಿಂದ ಕಟ್ಟಡಕ್ಕೆ ಅನಿಲ ಪೈಪ್ಲೈನ್ ಅನ್ನು ಅತ್ಯಂತ ಮುಖ್ಯ ಹಂತವು ಹಾಕುತ್ತಿದೆ. ಈ ಕೃತಿಗಳ ಮರಣದಂಡನೆಯಲ್ಲಿ, ಪೈಪ್ಲೈನ್ಗಳನ್ನು ಸಂಪರ್ಕಿಸುವ ಅವಶ್ಯಕತೆ ಇರುವುದಿಲ್ಲ.
ಮನೆ ಹೆದ್ದಾರಿಗೆ ಸಂಪರ್ಕಿಸುವಾಗ ಗ್ಯಾಸ್ ಪೈಪ್ಗಳನ್ನು ಸಂಪರ್ಕಿಸುವುದು ಹೇಗೆ?
ಅನಿಲ ಕೊಳವೆಗಳ ಥ್ರೆಡ್ ಸಂಪರ್ಕ
ಉಕ್ಕಿನ ಪೈಪ್ಲೈನ್ಗಳ ಸಂಪರ್ಕದಲ್ಲಿ ಪ್ರಮುಖ ಪ್ಯಾರಾಮೀಟರ್ ಅವುಗಳ ಅಡ್ಡ-ವಿಭಾಗವಾಗಿದೆ. ಗಾತ್ರಗಳು ½-2 ಇಂಚುಗಳಷ್ಟು, ವೆಲ್ಡ್ ಉಕ್ಕಿನ ಪೈಪ್ಗಳನ್ನು ಥ್ರೆಡ್ನೊಂದಿಗೆ ಬಳಸಲಾಗುತ್ತದೆ. 2 ಇಂಚುಗಳಷ್ಟು ಗಾತ್ರದ, ಸಾಕೆಟ್ ಅಥವಾ ಥ್ರೆಡ್ ಸಂಪರ್ಕದೊಂದಿಗೆ ಸೆಣಬಿನ ಶೆಲ್ನಲ್ಲಿ ತಡೆರಹಿತ ಸಿಂಗಲ್-ಪೀಸ್ ಸ್ಟೀಲ್ ಪೈಪ್ಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
ಗ್ಯಾಸ್ ಪೈಪ್ಲೈನ್ ಸ್ಟೀಲ್ ಪೈಪ್ಲೈನ್ಗಳನ್ನು ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಬಳಸಿಕೊಂಡು ನೀರಿನ ಪೈಪ್ ಘಟಕಗಳಿಗೆ ಹೋಲುತ್ತದೆ. ಕೀಲುಗಳನ್ನು ಮುದ್ರಿಸಲು, ವಿಶೇಷ ಹೆಂಪ್ ಫೈಬರ್, ಲಿನ್ಸೆಡ್ ಎಣ್ಣೆ ಅಥವಾ ಲಿನ್ಸೆಡ್ ಎಣ್ಣೆಯಿಂದ ಕೂಡಿದ, ಬಳಸಲಾಗುತ್ತದೆ. ಅದೇ ಸಮಯದಲ್ಲಿ, ಅನಿಲ ಕೊಳವೆಗಳನ್ನು ಡಿಸ್ಅಸೆಂಬಲ್ ಮಾಡುವ ಯಾವುದೇ ಸೀಲುಗಳನ್ನು ಬಳಸಲು ಅನುಮತಿಸಲಾಗುವುದಿಲ್ಲ. ಓವರ್ಹೆಡ್ ಕ್ರ್ಯಾನ್ಸ್ನ ಅಳವಡಿಕೆ ಸಹ ಸಂಕೋಚನ ಇಲ್ಲದೆ ಕೈಗೊಳ್ಳಲಾಗುತ್ತದೆ.
ಹಾಕಿದ ಅಥವಾ ದುರಸ್ತಿ ಮಾಡಿದ ನಂತರ, ಅನಿಲ ಪೈಪ್ಲೈನ್ ಕೆಲಸದ ಕೊನೆಯಲ್ಲಿ ಪರೀಕ್ಷಿಸಬೇಕು. ಇದನ್ನು ಮಾಡಲು, ಎಲ್ಲಾ ಮಳಿಗೆಗಳನ್ನು ಹೊದಿಕೆ ಮತ್ತು ಅನಿಲ ಒತ್ತಡಕ್ಕಿಂತ ಹಲವಾರು ಪಟ್ಟು ಹೆಚ್ಚು ಒತ್ತಡದ ಮೂಲಕ ಗಾಳಿಯೊಂದಿಗೆ ಪೈಪ್ಲೈನ್ ಪೂರೈಸುವುದು ಅವಶ್ಯಕವಾಗಿದೆ. 5 ನಿಮಿಷಗಳಲ್ಲಿ. ಒತ್ತಡವು 20 ಮಿ.ಮೀ.ಗಿಂತ ಹೆಚ್ಚಿನ ನೀರಿನ ಕಾಲಮ್ ಇಳಿಯುತ್ತದೆ, ಬಿಗಿತದ ನಷ್ಟವಾಗುತ್ತದೆ. ಹೆಚ್ಚಿನ ಸಂದರ್ಭಗಳಲ್ಲಿ, ಅಂತರವನ್ನು ಪೈಪ್ಗಳ ಜಂಕ್ಷನ್ ಪಾಯಿಂಟ್ಗಳಲ್ಲಿ ನಿಗದಿಪಡಿಸಲಾಗುತ್ತದೆ, ಆದರೆ ಇಡೀ ವಿಭಾಗವನ್ನು ಪರಿಶೀಲಿಸಬೇಕು.

ಸರಿಯಾದ ಫಿಟ್ಟಿಂಗ್ಗಳ ಆಯ್ಕೆಯು ಅನಿಲ ಕೊಳವೆಗಳಿಗೆ ಸಾಕಷ್ಟು ವಿಶ್ವಾಸಾರ್ಹ ಸಂಪರ್ಕವಾಗಿದೆ. ಹೆಚ್ಚುವರಿ ಸೀಲ್ ಅನ್ನು ಬಳಸದೆ ಸಾಧ್ಯವಾದರೆ ಪೈಪ್ಗೆ ಪೈಪ್ ಮಾಡಲು ಸಾಧ್ಯವಾದಷ್ಟು ಅವುಗಳನ್ನು ಒತ್ತಬೇಕು. ಪೈಪ್ನ ವಿಭಜನೆ ಸಾಧ್ಯವಾದಷ್ಟು ಸಂಕೀರ್ಣಗೊಳಿಸದಿರಲು ಈ ಮುನ್ನೆಚ್ಚರಿಕೆ ಅವಶ್ಯಕವಾಗಿದೆ. ಉಕ್ಕಿನ ಅನಿಲ ಕೊಳವೆಗಳನ್ನು ಜೋಡಿಸುವ ಮೂಲಕ ಸಂಪರ್ಕಿಸುವ ಒತ್ತಡವು 5 ಬಾರ್ ಅನ್ನು ಮೀರಬಾರದು.
ಬಾಯ್ಲರ್ ಮನೆಗಳಲ್ಲಿ ಅನಿಲ ಪೈಪ್ಲೈನ್ಗಳನ್ನು ಥ್ರೆಡ್ಡ್ ಕಂಪ್ಲಿಂಗ್ಸ್ ಮೂಲಕ ಸಣ್ಣ ಮತ್ತು / ಅಥವಾ ಉದ್ದನೆಯ ಥ್ರೆಡ್ನಲ್ಲಿ ಜೋಡಿಸಲಾಗುತ್ತದೆ. ಕೀಲುಗಳು ಮುಚ್ಚಲು ಒಂದು ಲಿನಿನ್ ಸ್ಟ್ರಾಂಡ್ ಅನ್ನು ಮಿಂಟ್ನೊಂದಿಗೆ ಬಳಸಿ, ಸೀಸದ ಬಿಳಿ ಅಥವಾ ಮಿಶ್ರಣದಿಂದ ನೈಸರ್ಗಿಕ ಲಿನ್ಸೆಡ್ ಎಣ್ಣೆಯಲ್ಲಿ ಮಿಶ್ರಣ ಮಾಡಿ. ಸೀಲಿಂಗ್ ಸ್ಟ್ರಾಂಡ್ ಒಂದು ತೆಳುವಾದ, ಪದರದ ಮೇಲೆ ಗಾಯಗೊಂಡಿದೆ.
ಅನಿಲ ಕೊಳವೆಗಳ ವೆಲ್ಡಿಂಗ್
ಪೈಪ್ಲೈನ್ಗಳ ಜೋಡಣೆಗಾಗಿ, ಎಲೆಕ್ಟ್ರಿಕ್ ಆರ್ಕ್ ಮತ್ತು ಗ್ಯಾಸ್ ವೆಲ್ಡಿಂಗ್ ಸಾಧನಗಳನ್ನು ಬಳಸಬಹುದು. ಮೊದಲು, ಸೇರಿಕೊಳ್ಳಬೇಕಾದ ಕೊಳವೆಗಳ ತುದಿಗಳನ್ನು ತಯಾರಿಸಲಾಗುತ್ತದೆ. ಗುಣಮಟ್ಟದ ಸೀಮ್ ಪಡೆಯಲು, ಯಾವುದೇ ಮಾಲಿನ್ಯಕಾರಕಗಳಿಂದ ಅವುಗಳನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಬೇಕು. ಇದರ ನಂತರ, ನೀವು ಬೆವೆಲ್ ಮಾಡುವ ಅಗತ್ಯವಿದೆ. ಕರಗಿದ ಮೆಟಲ್ ಸಂಪೂರ್ಣವಾಗಿ ಬಂಧ ಪ್ರದೇಶವನ್ನು ತುಂಬುತ್ತದೆಯಾದ್ದರಿಂದ, ಇದು ಬಲವಾದ ಮತ್ತು ಹೆಮೆಟಿಕ್ ಸೀಮ್ ಅನ್ನು ಪಡೆಯುವುದಕ್ಕೆ ಸಾಧ್ಯವಾಗಿಸುತ್ತದೆ.
ಹೆಚ್ಚಿನ ಸಂದರ್ಭಗಳಲ್ಲಿ, ಕೈಯಿಂದ ಅಥವಾ ಅರೆ-ಸ್ವಯಂಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ನಲ್ಲಿ, ವಿದ್ಯುದ್ವಾರಗಳ ಗರಿಷ್ಟ ವ್ಯಾಸವು 3 ರಿಂದ 4 ಮಿ.ಮೀ. ಅನಿಲ ಕೊಳವೆಗಳ ಗೋಡೆಗಳ ದಪ್ಪವು 5 mm ಗಿಂತ ಹೆಚ್ಚು ಇರಬಾರದು. ಅಂಚುಗಳ ತಯಾರಿಕೆಗೆ (ಕನಿಷ್ಠ 1 ಸೆಂ.ಮೀ ಅಗಲ) ಜೊತೆಗೆ, ಹೆಚ್ಚುವರಿ ಬೆವೆಲ್ಗಳನ್ನು ಸಹ ತಯಾರಿಸಬೇಕು. ನಂತರ 3-4 ಸ್ಥಳಗಳಲ್ಲಿ ಕೇಂದ್ರೀಕೃತ ಮತ್ತು ಹೊಲಿಗೆಗಳನ್ನು ಸಮವಾಗಿ ನಡೆಸಲಾಗುತ್ತದೆ. ಅದರ ನಂತರ, 2 ಲೇಯರ್ಗಳಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಮಾಡಲಾಗುತ್ತದೆ. ಮುಚ್ಚಿದ ಸಂಪರ್ಕವನ್ನು ಪಡೆಯಲು, ಅಂತಿಮ ಸೀಮ್ ಮಾಡುವಾಗ ಉತ್ಪನ್ನಗಳ ಪಕ್ಕದ ಪ್ರದೇಶಗಳನ್ನು ಸೆರೆಹಿಡಿಯುವುದು ಮುಖ್ಯ.
ಒಂದು ಪಾಸ್ಗೆ ಅನಿಲ ಬೆಸುಗೆ ಸಾಮಾನ್ಯವಾಗಿ ಸಾಕಾದಾಗ. ಅನಿಲ ಕೊಳವೆಗಳ ಗೋಡೆಗಳ ದಪ್ಪವು 4 ಮಿ.ಮೀ ಗಿಂತ ಹೆಚ್ಚು ಇರಬಾರದು. ಇಲ್ಲದಿದ್ದರೆ, ವೆಲ್ಡ್ ಜೋನ್ ಹೆಚ್ಚಿನ ತಾಪವನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ, ಇದು ಜಂಟಿ ಬಲವನ್ನು ಪ್ರತಿಕೂಲವಾಗಿ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ. ವೈಫಲ್ಯವನ್ನು ತಪ್ಪಿಸಲು, ಸೀಮ್ ಅಂತ್ಯವನ್ನು ಕೆಲವು ಅತಿಕ್ರಮಣದಿಂದ ನಿರ್ವಹಿಸಬೇಕು. ಸಂಯೋಜನೀಯ ವಸ್ತುಗಳನ್ನು ಆಯ್ಕೆಮಾಡುವಾಗ, ಅನಿಲ ಪೈಪ್ನ ಉಕ್ಕಿನ ದರ್ಜೆಯನ್ನು ಗಣನೆಗೆ ತೆಗೆದುಕೊಳ್ಳಬೇಕು.
ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳು

ಪಾಲಿಎಥಿಲೀನ್ ಕೊಳವೆಗಳು ಹೆಚ್ಚು ಸಾಂದ್ರತೆಯನ್ನು ಹೊಂದಿವೆ, ಏಕೆಂದರೆ ಅವು ಕಡಿಮೆ ಒತ್ತಡದಲ್ಲಿ ಉತ್ಪತ್ತಿಯಾಗುತ್ತವೆ. ಪಾಲಿಥಿಲೀನ್ನಿಂದ ಮಾಡಲ್ಪಟ್ಟ ಗ್ಯಾಸ್ ಕೊಳವೆಗಳು ತುಕ್ಕುಗೆ ಒಳಗಾಗುವುದಿಲ್ಲ, ಉಷ್ಣತೆಯ ವ್ಯತ್ಯಾಸಗಳಲ್ಲಿ ಭೇದಿಸಬೇಡ, ಸುರಕ್ಷತೆಯ ಸಮಸ್ಯೆಗಳಲ್ಲಿ ಇತರ ಪ್ರಮುಖ ಪ್ರಯೋಜನಗಳನ್ನು ಹೊಂದಿವೆ. ಉದಾಹರಣೆಗೆ, ಪಾಲಿಥೈಲಿನ್ ವಿದ್ಯುದ್ರಾಸಾಯನಿಕ ಪರಿಣಾಮಗಳಿಗೆ ಒಳಪಟ್ಟಿಲ್ಲ, ಅನಿಲಗಳು ಮತ್ತು ದ್ರವಗಳಿಗೆ ತಟಸ್ಥವಾಗಿದೆ. ಸ್ಥಿತಿಸ್ಥಾಪಕತ್ವ ಮತ್ತು ಶಕ್ತಿಯು -45 ° C ವರೆಗಿನ ತಾಪಮಾನದಲ್ಲಿ ಈ ವಸ್ತುವನ್ನು ಬಳಸುವುದನ್ನು ಸಾಧ್ಯಗೊಳಿಸುತ್ತದೆ.
ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಪಾಲಿಥೀನ್ ಕೊಳವೆಗಳು ಸ್ವಲ್ಪ ತೂಕ ಮತ್ತು ಸರಳವಾಗಿ ಸಂಪರ್ಕ ಹೊಂದಿವೆ. ಕೊಳವೆ ಮಾರ್ಗಗಳ ಜೋಡಣೆಗಾಗಿ, ಸರಳ ಬೆಸುಗೆ ಯಂತ್ರಗಳು ಮತ್ತು ವಿದ್ಯುತ್ ಬೆಸುಗೆ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಬಳಸುವುದು ಸರಳ ಮತ್ತು ನಿರ್ವಹಿಸಲು ಸರಳ ಮತ್ತು ಗಮನಾರ್ಹ ಹೂಡಿಕೆ ಅಗತ್ಯವಿಲ್ಲ. ಪ್ರಮುಖ ವಿವರ: ಪ್ರಸ್ತುತ ಸಮಯದಲ್ಲಿ ಕೇವಲ ಉಕ್ಕಿನ ಪೈಪ್ಲೈನ್ಗಳನ್ನು ಮನೆಗಳಲ್ಲಿ ನಿರ್ಮಿಸಲಾಗಿದೆ ಮತ್ತು ಪಾಲಿಥೀನ್ ಅನ್ನು ಈಗಾಗಲೇ ಕಟ್ಟಡಗಳಲ್ಲಿ ಬಳಸಬಹುದಾಗಿದೆ.
ಅನೇಕ ರೀತಿಯ ಕೊಳವೆಗಳಿವೆ. ಪ್ರತಿಯೊಂದು ಜಾತಿಯೂ ತನ್ನದೇ ಆದ ಅರ್ಥ ಮತ್ತು ಕಾರ್ಯವನ್ನು ಹೊಂದಿದೆ. ಹೆಚ್ಚಿನ ಸಂದರ್ಭಗಳಲ್ಲಿ ಆಯ್ಕೆ ಸಂವಹನಗಳ ಬಗೆ ಮತ್ತು ಕಾರ್ಯಗಳನ್ನು ಅವಲಂಬಿಸಿದೆ. ವಿಭಿನ್ನ ವ್ಯವಸ್ಥೆಗಳಲ್ಲಿ ಬಳಸಬಹುದಾದ ಸಾರ್ವತ್ರಿಕ ಕೊಳವೆಗಳು ಸಹ ಇವೆ. ಆದರೆ ಅವರು ತಿಳಿದಿರಬೇಕು ಮತ್ತು ಗುರುತಿಸಬೇಕಾಗಿದೆ.
ವಿಷಯವೆಂದರೆ, ತಪ್ಪು ಆಯ್ಕೆಯಾದರೆ, ವಿಭಿನ್ನ ಪರಿಣಾಮಗಳು ಉಂಟಾಗಬಹುದು. ಮತ್ತು ತಣ್ಣೀರು ಪೂರೈಕೆಯ ತಪ್ಪು ಕೊಳವೆಗಳನ್ನು ಆರಿಸಿದರೆ ಮಾಲೀಕರು ಮತ್ತು ನೆರೆಹೊರೆಯವರ ವಸ್ತು ಪರಿಸ್ಥಿತಿಯನ್ನು ಮಾತ್ರ ಹಾನಿಗೊಳಿಸಬಹುದು, ತಪ್ಪು ಸಂಪರ್ಕ ಅಥವಾ ಅನಿಲ ಅಥವಾ ತಾಪನ ಕೊಳವೆಗಳ ಆಯ್ಕೆಯು ಆರೋಗ್ಯ ಮತ್ತು ಜೀವನವನ್ನು ಕೂಡಾ ವೆಚ್ಚವಾಗಬಹುದು.
ಆದ್ದರಿಂದ, ನೀವು ವಿಶೇಷವಾಗಿ ಅನಿಶ್ಚಿತತೆಯಿಂದ ಹಿಂಜರಿಯದಿರಿ.
ಅನಿಲ ಕೊಳವೆಗಳ ವಿಧಗಳು
ತೀರಾ ಇತ್ತೀಚಿಗೆ, ಅನಿಲೀಕರಣದ ಪೈಪ್ ವಿಧಗಳ ಪ್ರಶ್ನೆಯು ಅಸ್ತಿತ್ವದಲ್ಲಿಲ್ಲ, ಏಕೆಂದರೆ ಅವರು ಒಂದೇ ವಸ್ತು-ಉಕ್ಕಿನವರಾಗಿದ್ದರು. ಮತ್ತು ಎಲ್ಲಾ, ಯಾವುದೇ ಪರ್ಯಾಯ ಮತ್ತು ಆಯ್ಕೆ. ಆದರೆ ಸಮಯಗಳು ಬರುತ್ತಿವೆ, ತಂತ್ರಜ್ಞಾನಗಳು ಇನ್ನೂ ನಿಂತಿಲ್ಲ, ಮತ್ತು ಈಗ ಉಕ್ಕಿನು ಪಾಲಿಮರ್ ಅನ್ನು ಸದ್ದಿಲ್ಲದೆ ಬದಲಿಸುತ್ತಿದೆ. ಅವುಗಳೆಂದರೆ, ಕಡಿಮೆ ಒತ್ತಡದ ಅಡಿಯಲ್ಲಿ ಉತ್ಪತ್ತಿಯಾಗುವ ವಿಶೇಷ ಪಾಲಿಥೀನ್, ಹೆಚ್ಚಿನ ಸಾಂದ್ರತೆಯನ್ನು ಹೊಂದಿರುತ್ತದೆ.
ಇದರ ಜೊತೆಗೆ, ಪಾಲಿಥೀನ್ ಅನೇಕ ಅಪೇಕ್ಷಣೀಯ ಅನುಕೂಲಗಳನ್ನು ಹೊಂದಿದೆ, ಮತ್ತು ಬಳಕೆಯ ಸುರಕ್ಷತೆಯ ವಿಷಯದಲ್ಲಿ.
ಗ್ಯಾಸ್ ಕೊಳವೆಗಳು HDPE ತುಕ್ಕು ಮಾಡಬೇಡಿ, ತುಕ್ಕುಗೆ ಕೊಡುವುದಿಲ್ಲ ಮತ್ತು ಬಿರುಕುಗಳನ್ನು ನೀಡುವುದಿಲ್ಲ, ಉಷ್ಣತೆಯ ಹನಿಗಳಲ್ಲೂ ಸಹ. ಅನಿಲಕ್ಕಾಗಿ, ಈ ಸ್ಥಿರತೆ ಬಹಳ ಮುಖ್ಯವಾಗಿದೆ, ಏಕೆಂದರೆ ಒಂದು ಸ್ಥಿರ ಒತ್ತಡ ಇರಬೇಕು ಮತ್ತು ಮೈಕ್ರೊಕ್ರ್ಯಾಕ್ ಅಪಾಯಕಾರಿ ಸೋರಿಕೆಗೆ ತುಂಬಿದೆ.

ಪಾಲಿಥಿಲೀನ್ ರಾಸಾಯನಿಕವಾಗಿ ಪ್ರತಿಕ್ರಿಯಿಸುವುದಿಲ್ಲ ಮತ್ತು ದ್ರವ ಮತ್ತು ಅನಿಲಗಳಿಗೆ ತಟಸ್ಥವಾಗಿದೆ. ಅದರ ಸಾಮರ್ಥ್ಯ ಮತ್ತು ಸ್ಥಿತಿಸ್ಥಾಪಕತ್ವದಿಂದಾಗಿ, ವಸ್ತುವು ಸಬ್ಸರ್ರೋ ತಾಪಮಾನದಲ್ಲಿಯೂ ಸಹ ಆರೋಹಿಸಬಹುದು ಮತ್ತು ಅದರ ಸಾಮರ್ಥ್ಯ ಮತ್ತು ಅದರ ವೈರಿಂಗ್ ಸಾಮರ್ಥ್ಯಗಳನ್ನು -45 ಡಿಗ್ರಿಗಳಿಗೆ ಕಳೆದುಕೊಳ್ಳುವುದಿಲ್ಲ. ಇದರ ಜೊತೆಯಲ್ಲಿ, ಇದು ವಿದ್ಯುತ್ ಪ್ರವಾಹವನ್ನು ವಾಹಕವಾಗಿ ಅಲ್ಲ, ಇದು ವಿದ್ಯುದ್ರಾಸಾಯನಿಕ ವಿನಾಶಕ್ಕೆ ಒಳಪಟ್ಟಿಲ್ಲ.
ಮತ್ತು ಒಂದು ಹೆಚ್ಚು ಪ್ರಯೋಜನ - ಹಗುರ ತೂಕ ಮತ್ತು ಸುಲಭ ಸಂಪರ್ಕ, ಇದು ಜನಪ್ರಿಯತೆಯನ್ನು ಸೇರಿಸುತ್ತದೆ.
ಆದಾಗ್ಯೂ, ಕೆಳಗಿನ ಪ್ರಮುಖ ವಿವರವನ್ನು ಗಣನೆಗೆ ತೆಗೆದುಕೊಳ್ಳಬೇಕು. ಮನೆಗಳಲ್ಲಿ ನಿರ್ಮಿಸಲಾದ ಗ್ಯಾಸ್ ಕೊಳವೆಗಳನ್ನು ಪ್ರತ್ಯೇಕವಾಗಿ ಸ್ಟೀಲ್, ಪಾಲಿಥೀನ್ ಅನ್ನು ಈಗಾಗಲೇ ಅಪಾರ್ಟ್ಮೆಂಟ್ ಒಳಗೆ ಬಳಸಲಾಗುತ್ತದೆ.
ಅನಿಲ ಕೊಳವೆಗಳ ಸಂಪರ್ಕಗಳು
ಅನಿಲ ಕೊಳವೆಗಳ ಸಂಪರ್ಕದಲ್ಲಿ ಒಂದು ಪ್ರಮುಖ ವಿವರವೆಂದರೆ ಅವರ ಅಡ್ಡ ವಿಭಾಗ. ಅಂದರೆ, ½-2 ರಲ್ಲಿ. ಕ್ರಾಸ್-ವಿಭಾಗೀಯ ಆಯಾಮಗಳು, ಥ್ರೆಡ್ ಉಕ್ಕಿನ ಬೆಸುಗೆ ಹಾಕಿದ ಕೊಳವೆಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಅಡ್ಡ ವಿಭಾಗವು 2 ಅಂಗುಲಗಳನ್ನು ಮೀರಿದ್ದರೆ, ತಡೆರಹಿತ ತಡೆರಹಿತ ಉಕ್ಕಿನ ಕೊಳವೆಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಅವರು ವಿಶೇಷ ಸೆಣಬಿನ ಶೆಲ್ನಲ್ಲಿ ಹೋಗುತ್ತಾರೆ. ಅವುಗಳಲ್ಲಿನ ಸಂಪರ್ಕವು ಥ್ರೆಡ್ ಅಥವಾ ಬೆಲ್-ಆಕಾರವನ್ನು ಹೋಗುತ್ತದೆ. ಅನಿಲ-ಕೊಳವೆ ಉಕ್ಕಿನ ಕೊಳವೆಗಳ ಸಂಯೋಜನೆಯು ಜಲ-ನಡೆಸುವ ಅಂಶಗಳಂತೆಯೇ ಇರುತ್ತದೆ. ಇದಕ್ಕೆ ವಿಶೇಷ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಕೀಲುಗಳನ್ನು ಒಗ್ಗೂಡಿಸಲು, ನೀವು ವಿಶೇಷ ಹೆಂಪ್ ಫೈಬರ್ ಅನ್ನು ಬಳಸಬೇಕು, ಇದನ್ನು ಲಿನಿಡ್ ಎಣ್ಣೆ ಅಥವಾ ಲಿನಿಡ್ ಎಣ್ಣೆಯಿಂದ ಕೂಡಿಸಬಹುದಾಗಿದೆ. ಅಲ್ಲದೆ, ಮಿತಿಗಳಿವೆ: ಕೊಳವೆಗಳನ್ನು ಡಿಸ್ಅಸೆಂಬಲ್ ಮಾಡಲು ಕಷ್ಟವಾಗುವ ಮುದ್ರೆಗಳು, ಕಟ್ಟುನಿಟ್ಟಾಗಿ ಬಳಸಲಾಗುವುದಿಲ್ಲ.

ಅಲ್ಲದೆ, ಕೊಳವೆಗಳನ್ನು ಒಟ್ಟುಗೂಡಿಸಿದಾಗ, ಅಳವಡಿಸಲಾಗಿರುವ ನೆಲದ ಕ್ರೇನ್ಗಳು ಕಾಂಪ್ಯಾಕ್ಟ್ ಆಗಿರುವುದಿಲ್ಲ. ಹಾಗೆ ಮಾಡುವಾಗ, ಎಲ್ಲಾ ಅಂಶಗಳು ಬಿಗಿಯಾಗಿ ಹೊಂದಿಕೊಳ್ಳಬೇಕು.
ದುರಸ್ತಿ ಕೆಲಸದ ಸಂದರ್ಭದಲ್ಲಿ, ಕೊನೆಯಲ್ಲಿ ಅನಿಲ ಕೊಳವೆಗಳ ತಪಾಸಣೆ ಕಡ್ಡಾಯವಾಗಿರಬೇಕು. ಇದನ್ನು ಮಾಡಲು, ಒತ್ತಡದ ಅಡಿಯಲ್ಲಿ ಪೈಪ್ಗೆ ಗಾಳಿಯನ್ನು ಪೂರೈಸುವುದು ಅವಶ್ಯಕವಾಗಿದೆ, ಇದು ಅನಿಲ ಒತ್ತಡಕ್ಕಿಂತ ಹೆಚ್ಚಿನ ಪಟ್ಟು ಹೆಚ್ಚು. ತಪಾಸಣೆ ಮಾಡುವ ಮೊದಲು ಬಾಗುವಿಕೆ ಮುಚ್ಚಿ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಿ. ಕೊನೆಯಲ್ಲಿ, 5 ನಿಮಿಷಗಳಲ್ಲಿ 20 ಮಿ.ಮೀ.ಗಿಂತ ಹೆಚ್ಚು ಒತ್ತಡವು ಬೀಳುತ್ತದೆ, ಅದು ಬಿಗಿತದ ನಷ್ಟದ ಬಗ್ಗೆ ಮಾತನಾಡುತ್ತದೆ. ಹೆಚ್ಚಾಗಿ ಇದು ಜಂಕ್ಷನ್ ನಲ್ಲಿ ನಡೆಯುತ್ತದೆ, ಆದರೆ ನೀವು ಇಡೀ ಪೈಪ್ ವಿಭಾಗವನ್ನು ಪರಿಶೀಲಿಸಬೇಕಾಗಿದೆ.
ಕೊನೆಯಲ್ಲಿ ಏನು?
ಅನಿಲ ಕೊಳವೆಗಳಿಗೆ ಇರುವ ಫಿಟ್ಟಿಂಗ್ಗಳು ಬಾಳಿಕೆ ಬರುವ ಮತ್ತು ವಿಶ್ವಾಸಾರ್ಹ ಸಂಪರ್ಕವನ್ನು ಹೊಂದಿವೆ, ಆದರೆ ಅವುಗಳನ್ನು ಸರಿಯಾಗಿ ಆಯ್ಕೆ ಮಾಡಬೇಕು. ಅವರು ಪೈಪ್ಗಳಿಗೆ ಸಾಧ್ಯವಾದಷ್ಟು ಬಿಗಿಯಾಗಿರಬೇಕು, ಆದರೆ ಹೆಚ್ಚುವರಿ ಮುದ್ರೆಯನ್ನು ಹೊಂದಿಲ್ಲ. ಅನಿಲ-ನಿರ್ವಹಣೆ ಅಂಶಗಳನ್ನು ವೆಲ್ಡಿಂಗ್ ಮೂಲಕ ಸಂಪರ್ಕಿಸಲು ಸಾಧ್ಯವಿದೆ. ಉತ್ಪನ್ನಗಳನ್ನು ತಯಾರಿಸುವ ವಸ್ತುಗಳ ಆಧಾರದ ಮೇಲೆ, ಬೆಸುಗೆ ವಿಧಾನ ಮತ್ತು ಬೆಸುಗೆ ಯಂತ್ರವನ್ನು ಆಯ್ಕೆ ಮಾಡಲಾಗುತ್ತದೆ. ಉಕ್ಕಿನ ಕೊಳವೆಗಳ ಸಂದರ್ಭದಲ್ಲಿ ಇದು ಗುಣಮಟ್ಟದ ವಿದ್ಯುತ್, ಪಾಲಿಮರ್ಗಳಿಗಾಗಿ ಉಪಕರಣವು ನಿರ್ವಹಿಸಲು ಸುಲಭವಾಗುತ್ತದೆ ಮತ್ತು ಕಡಿಮೆ ಖರ್ಚಿನ ಅಗತ್ಯವಿರುತ್ತದೆ.

ಯಾವುದೇ ಸಂದರ್ಭದಲ್ಲಿ, ಗ್ಯಾಸ್ ಕೊಳವೆಗಳೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವುದರಿಂದ, ಅದರಲ್ಲೂ ಮುಖ್ಯವಾಗಿ ಅಂಶಗಳನ್ನು ಜೋಡಿಸಲು ಬಂದಾಗ, ಅತ್ಯಂತ ಎಚ್ಚರಿಕೆಯಿಂದ ಮತ್ತು ಜಾಗರೂಕರಾಗಿರಬೇಕು.
ಸಂಬಂಧಿಸಿದ ಲೇಖನಗಳು















